
Custom Die Cut Parts: What Can Go Wrong Before Mass Production?
Custom die cut parts often look simple during the first sample stage. The drawing is approved. The material looks right. The shape fits. Then mass production starts, and trouble appears. Adhesive overflows. Foam compresses unevenly. Holes shift. Delivery slows down. That is when “small parts” become expensive problems.
Before mass production, custom die cut parts can go wrong because of poor material selection, weak tooling design, unstable adhesive lamination, loose tolerance control, incomplete sampling, unclear inspection standards, or packaging mistakes. At Sanken, we treat pre-production as the most important stage. We use material review, process validation, sample testing, tooling optimization, and quality planning to reduce failure before large-volume orders begin.
I always tell customers this: mass production does not forgive assumptions. A part that works once must also work thousands or millions of times.
Why Do Custom Die Cut Parts Fail Before Mass Production?
Most failures begin before the first bulk order.
The problem is not always the machine.
It is usually the decision-making process before production starts.
For example, the customer may provide a drawing but not explain the final application.
The supplier may cut the sample correctly but ignore temperature, compression, adhesive surface, or assembly pressure.
That creates hidden risk.
A sample can pass visually but fail functionally.
What Material Problems Can Appear Early?
Material is the foundation of every die cut part.
If the material is wrong, even perfect cutting cannot save the project.
Common material problems include:
- Foam too soft or too hard
- Rubber with poor rebound
- PET film stretching during processing
- Non-woven fabric releasing fibers
- Adhesive tape failing on low surface energy plastic
- Silicone material causing bonding problems
- Protective film leaving residue
At Sanken, we review the working environment before recommending materials.
We check temperature, humidity, compression load, surface type, aging requirement, and assembly method.
This helps customers avoid choosing a material that only looks right on paper.
For OEM projects, material choice should be based on application performance, not only thickness and price.
Why Can a Good Sample Still Fail in Mass Production?
This is one of the most common problems in die cutting.
A supplier may make five good samples.
That does not mean they can make 500,000 stable parts.
Sample production often uses slower speed, extra manual adjustment, and more attention from experienced operators.
Mass production is different.
It brings:
- Longer machine running time
- Tool wear
- Material batch variation
- Roll tension changes
- Temperature and humidity changes
- Waste removal instability
- Operator shift differences
This is why we do not judge a project only by the first sample.
At Sanken, we care about repeatability.
One good sample is nice.
Stable production is business.
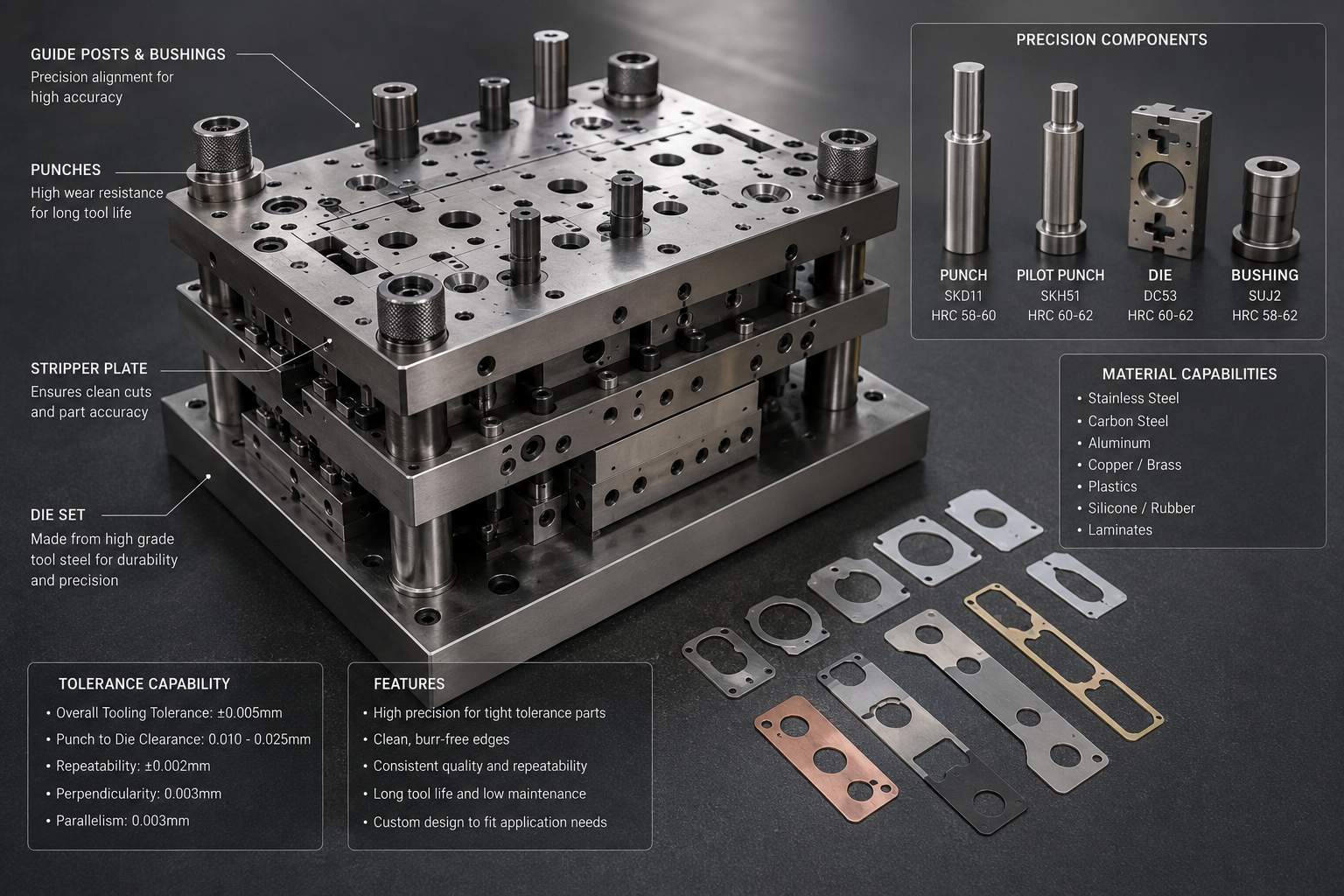
What Tooling Mistakes Cause Problems?
Tooling directly affects cutting quality.
Poor tooling can create:
- Rough edges
- Burrs
- Adhesive dragging
- Dimensional drift
- Hole misalignment
- Material deformation
- Waste removal problems
Different materials require different tooling strategies.
Thick foam may need flatbed cutting.
Thin adhesive film may need kiss cutting.
Roll-to-roll tape parts may need rotary die cutting.
High-precision electronic parts may require tighter registration control.
At Sanken, we design tooling based on material behavior and final use.
We do not force every part into the same process.
That is how many suppliers create problems before production even begins.
How Does Adhesive Lamination Go Wrong?
Many custom die cut parts include adhesive backing.
That sounds simple.
It is not.
Adhesive lamination problems can include:
| Problem | Production Risk |
|---|---|
| Air bubbles | Poor bonding and appearance defects |
| Glue overflow | Contamination and assembly issues |
| Wrong liner | Difficult peeling or liner tearing |
| Weak lamination pressure | Layer separation |
| Poor adhesive selection | Lifting, shifting, or peeling |
| Unstable tension | Dimensional movement |
The adhesive must match the bonding surface.
Metal, glass, ABS, PC, PP, PE, powder-coated parts, painted surfaces, and silicone rubber all behave differently.
A tape that bonds well to aluminum may fail badly on PP plastic.
At Sanken, we evaluate surface energy, temperature resistance, peel force, shear force, liner release, and aging performance before mass production.
Sticky is not enough.
Reliable bonding is engineering.
Why Is Tolerance Control Critical Before Production?
Tolerance is where many projects become risky.
The part may look correct.
But if the tolerance is not controlled, assembly problems appear later.
Buyers should confirm:
- Outer dimensions
- Inner openings
- Hole positions
- Thickness
- Adhesive position
- Edge quality
- Layer alignment
- Critical functional dimensions
Not every dimension needs to be ultra-tight.
That would increase cost unnecessarily.
The smart approach is to identify which dimensions affect function.
For example, a screw hole location may be critical.
A non-contact outer edge may allow more flexibility.
At Sanken, we help customers balance tolerance and cost.
Good engineering is not making everything expensive.
Good engineering is knowing where precision matters.
What Happens When Testing Is Skipped?
Skipping pre-production testing is one of the fastest ways to waste money.
Some suppliers only check size.
That is not enough.
Depending on the application, custom die cut parts may need:
- Fit testing
- Compression testing
- Adhesive peel testing
- Aging testing
- Temperature testing
- Dust or cleanliness inspection
- Sealing verification
- Assembly simulation
For automotive, electronics, medical, and industrial OEM parts, function matters more than appearance.
A foam gasket must seal.
A PET film must insulate.
A tape part must bond.
A conductive layer must align.
At Sanken, we use inspection and verification to catch problems before mass production starts.
That is much cheaper than fixing failures after shipment.

How Can Packaging Create Problems?
Packaging is often ignored during early development.
That is a mistake.
Poor packaging can damage good parts.
Common packaging problems include:
- Foam parts compressed during shipping
- Adhesive parts sticking together
- Liners bending or curling
- Dust contamination
- Wrong part orientation
- Difficult assembly line handling
- Moisture exposure
For custom die cut parts, packaging should match the customer’s assembly process.
Some parts are better delivered in sheets.
Some need rolls.
Some need individual liners.
Some need clean packaging.
At Sanken, we customize packaging based on how the customer will actually use the parts.
A good package saves time on the production line.
Why Do Communication Gaps Cause Cost Waste?
Many pre-production problems are not technical at first.
They are communication problems.
The buyer may assume the supplier understands the application.
The supplier may assume the drawing contains everything.
Then both sides discover missing details too late.
Before mass production, buyers should clearly provide:
- Drawing
- Material requirement
- Application environment
- Tolerance requirement
- Adhesive surface
- Quantity plan
- Testing requirement
- Packaging method
- Assembly process
The more complete the information, the lower the risk.
A vague request creates a vague quote.
A vague quote creates future arguments.
Nobody enjoys those.
Why Do OEM Customers Choose Sanken Before Mass Production?
At Sanken, we are not only a die cutting factory.
We are a precision material converting manufacturer.
We support customers before mass production through:
- Material selection
- Drawing review
- Sample development
- Adhesive lamination
- Tooling optimization
- Process validation
- Inspection planning
- Packaging design
Our capabilities include:
- Precision die cutting
- Rotary die cutting
- Kiss cutting
- Adhesive laminating
- Foam converting
- Rubber converting
- PET film converting
- Non-woven material converting
- Hot pressing
- Spraying and gluing
- Silk screen printing
- Injection molding support
This helps OEM customers reduce trial-and-error, shorten development time, and protect mass production stability.
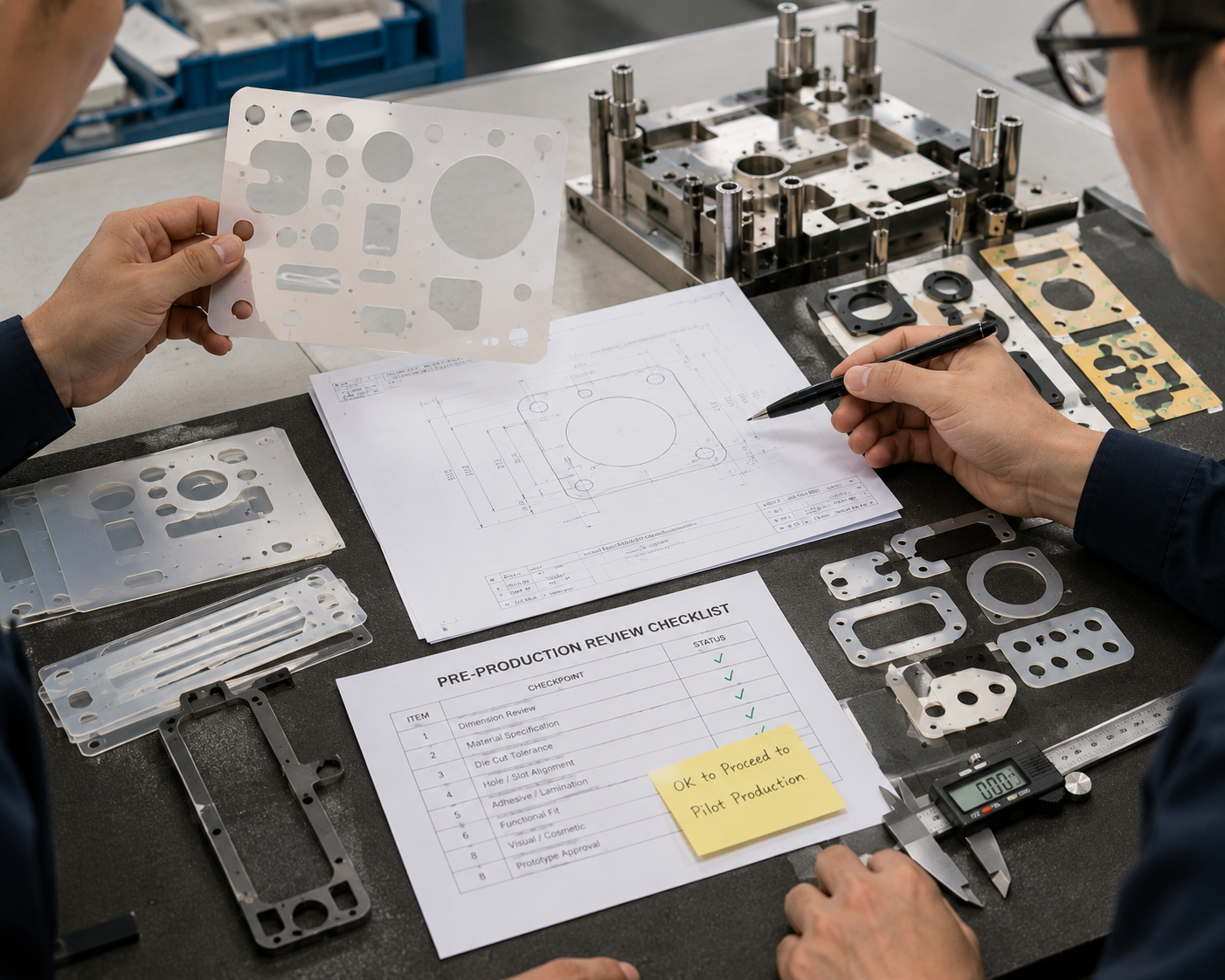
What Should Buyers Check Before Approving Mass Production?
Before approving mass production, I recommend checking:
- Has the material been verified for the real application?
- Has the adhesive been tested on the actual bonding surface?
- Are all critical tolerances clearly defined?
- Has the tooling been tested under production conditions?
- Has the sample passed assembly testing?
- Is the inspection method agreed?
- Is packaging suitable for storage and assembly?
- Can the supplier keep quality stable across repeat orders?
If these questions are not answered, mass production is risky.
A professional supplier should welcome these questions.
They protect both sides.
Conclusion
Custom die cut parts can go wrong before mass production because of material, tooling, adhesive, tolerance, testing, packaging, and communication mistakes. At Sanken, we help OEM customers solve these risks early through precision die cutting, material converting, engineering support, and quality verification.