
Why Can Tolerance Control Make or Break Die Cut Components
A die cut component can look simple, but tolerance mistakes are not simple at all. I have seen parts pass visual inspection and still fail during assembly because a hole shifted, a gasket compressed unevenly, or an adhesive layer moved by a tiny amount. Small errors create expensive production problems ([die cutting tolerance reference](placeholder link)).
Tolerance control can make or break die cut components because it directly affects fit, sealing, bonding, insulation, assembly speed, and long-term reliability. In precision die cutting, even a small dimensional change may cause leakage, adhesive overflow, vibration noise, electrical failure, or assembly rejection. At Sanken, we treat tolerance control as a full production system involving material selection, tooling design, process stability, inspection, and mass production verification.
In other words, tolerance is not just a number on a drawing. It is the difference between “approved supplier” and “please fix this before Friday.”
What Does Tolerance Control Mean in Die Cutting?
Tolerance control means keeping every die cut part within the approved dimensional range.
This includes outer size, inner openings, hole positions, thickness, adhesive placement, layer alignment, and edge quality.
For simple parts, tolerance may be easier to manage.
For multilayer adhesive parts, foam gaskets, PET insulation films, EMI shielding materials, or optical components, tolerance control becomes much more demanding.
A professional die cutting manufacturer must understand how material behaves during cutting, laminating, storage, and assembly.
Why Are Small Tolerance Errors So Expensive?
Small dimensional errors often create big downstream problems.
For example:
| Tolerance Issue | Possible Failure |
|---|---|
| Hole position shift | Assembly misalignment |
| Outer size too large | Difficult installation |
| Inner opening too small | Blocked airflow or sensor area |
| Thickness variation | Poor compression or bonding |
| Adhesive offset | Glue overflow or weak bonding |
| Rough edge | Leakage or contamination |
The part may look acceptable on a table.
But inside the final product, it may fail.
That is why OEM buyers should never judge die cut parts only by appearance.
Why Is Foam Tolerance Difficult to Control?
Foam is useful because it compresses.
Foam is difficult because it compresses.
That is the little joke our production team understands very well.
Foam materials such as EVA, PU, PE, EPDM, CR, and silicone foam can change shape under pressure.
If the die cutting pressure is too high, the foam may deform.
If the cutting tool is not sharp enough, the edge may tear.
If thickness varies too much, sealing performance becomes unstable.
For foam gaskets, tolerance control affects compression ratio, sealing force, vibration reduction, and long-term recovery ([foam compression data](placeholder link)).
At Sanken, we control foam material selection, cutting pressure, tooling condition, and thickness inspection before mass production.
Why Do Adhesive Layers Make Tolerance Control Harder?
Adhesive tape parts are even more sensitive.
The adhesive layer can flow, stretch, shift, or overflow during cutting.
This is especially common with:
- Double-sided tape
- Foam tape
- Acrylic adhesive tape
- Conductive adhesive materials
- Protective film with adhesive backing
- Multilayer bonding structures
If the kiss cutting depth is too deep, the liner may be damaged.
If it is too shallow, waste removal becomes unstable.
If the adhesive position shifts, the part may lift, peel, or contaminate the assembly.
At Sanken, we control lamination tension, liner stability, adhesive thickness, cutting depth, and edge inspection.
This is why we can solve problems that basic cutting suppliers often miss.

How Does Material Behavior Affect Tolerance?
Different materials behave differently during die cutting.
A good tolerance plan must consider material behavior before tooling begins.
At Sanken, we regularly process:
| Material | Tolerance Challenge |
|---|---|
| Foam | Compression deformation |
| Rubber | Burrs and edge rebound |
| PET film | Stretching and static |
| Non-woven fabric | Fiber release |
| Adhesive tape | Glue flow and liner release |
| Conductive material | Layer alignment |
| Silicone | Elastic recovery |
Many suppliers only read the drawing.
We read the material.
That difference matters.
A drawing tells us the target size.
Material behavior tells us whether that size can stay stable during production.
Why Does Tooling Design Matter So Much?
The die tool controls the cut.
Poor tooling creates unstable tolerances even if the machine is good.
Tooling affects:
- Edge sharpness
- Cutting angle
- Pressure distribution
- Hole accuracy
- Waste removal
- Material deformation
For rotary die cutting, tooling accuracy is critical for high-speed roll-to-roll production.
For flatbed die cutting, pressure balance is critical for thicker foam and rubber materials.
At Sanken, we choose the process based on the material, tolerance requirement, production volume, and final application.
We do not force every project into the same method.
That is how problems start.
Why Does Mass Production Fail After Samples Pass?
This is one of the most common questions from buyers.
The sample was good.
The first batch was not.
Why?
Because sample success does not always prove production stability.
Mass production introduces new variables:
- Tool wear
- Roll tension changes
- Material batch variation
- Temperature and humidity changes
- Operator setup differences
- Longer machine running time
- Waste removal instability
A supplier may adjust five samples by hand.
But it cannot hand-adjust one million parts.
At Sanken, we focus on process repeatability, not only sample appearance.
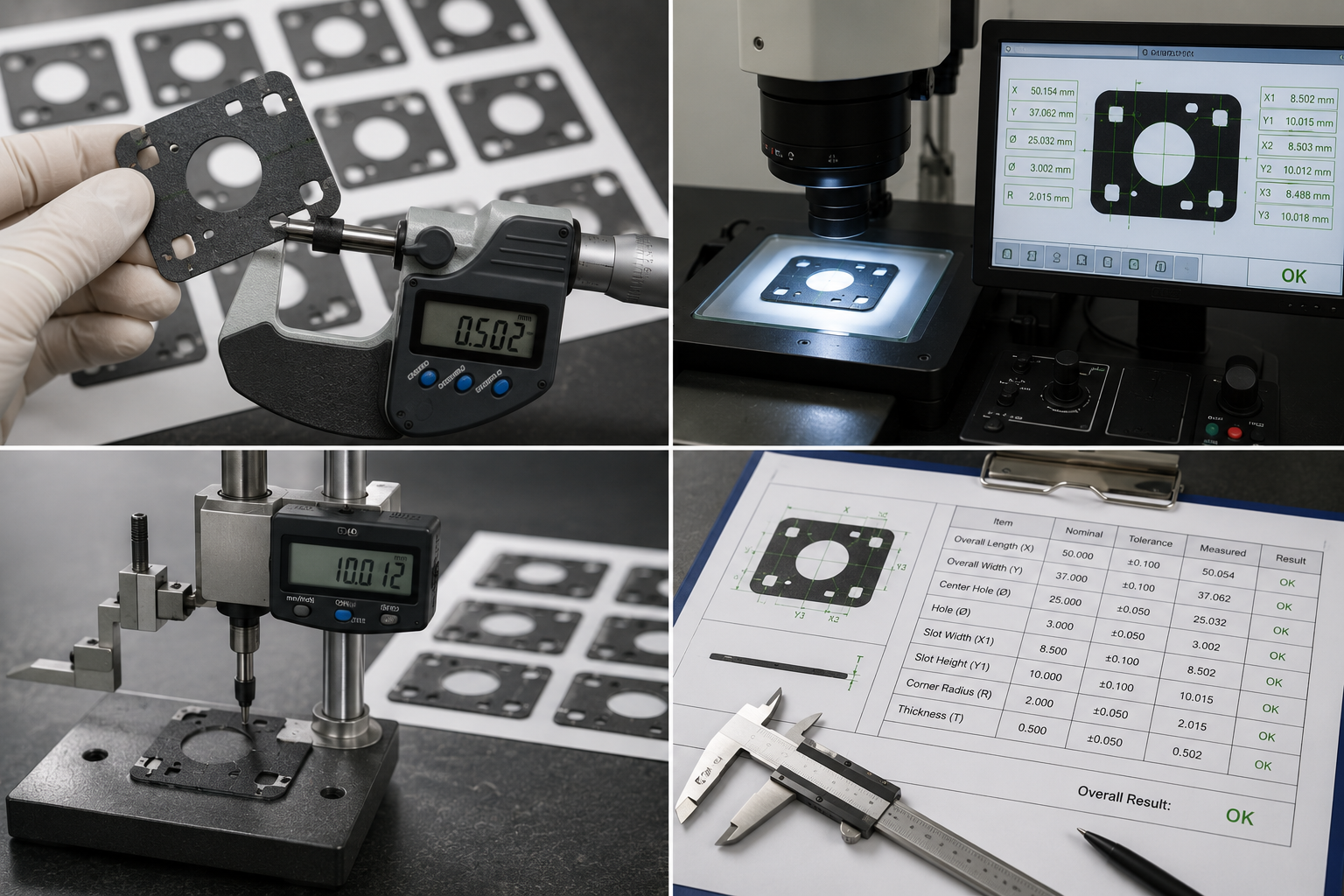
That includes first article inspection, in-process inspection, final inspection, and batch traceability where required ([quality control reference](placeholder link)).

What Tolerances Should Buyers Confirm Before Ordering?
Before ordering custom die cut components, buyers should confirm:
- Critical dimensions
- Functional dimensions
- Thickness tolerance
- Hole position tolerance
- Adhesive placement tolerance
- Edge quality requirement
- Assembly fit requirement
- Inspection method
Not every dimension needs the tightest tolerance.
That would increase cost unnecessarily.
The smart approach is to identify which dimensions truly affect function.
For example, a gasket hole position may be critical.
A non-contact outer edge may not need ultra-tight control.
At Sanken, we help customers balance precision and cost.
Good engineering is not making everything expensive.
Good engineering is knowing where precision actually matters.
How Does Tolerance Control Reduce Total Cost?
Tighter control may seem more expensive at first.
But poor tolerance control costs far more later.
Bad tolerance causes:
- Rework
- Material waste
- Assembly stoppage
- Quality complaints
- Delayed shipment
- Tooling changes
- Supplier replacement
For OEM customers, stable die cut components improve assembly efficiency and reduce production risk.
This is why we focus on total cost, not only unit price.
A cheap die cut part that fails during assembly is not cheap.
It is just a delayed invoice.
Why Do OEM Customers Choose Sanken?
At Sanken, we are not only a die cutting supplier.
We are a precision material converting manufacturer.
Our capabilities include:
- Precision die cutting
- Rotary die cutting
- Adhesive laminating
- Kiss cutting
- Foam converting
- Rubber converting
- PET film converting
- Hot pressing
- Spraying and gluing
- Silk screen printing
- Injection molding support
We also work under quality systems such as ISO 9001, ISO 14001, and IATF 16949 where applicable ([quality certification reference](placeholder link)).
This allows us to support automotive, electronics, medical, industrial, appliance, and new energy OEM projects.
Our goal is simple.
We help customers get stable parts, fewer surprises, and smoother production.
What Should Buyers Ask a Die Cutting Manufacturer About Tolerance?
Before choosing a supplier, I recommend asking:
- What tolerance can you hold during mass production?
- How do you inspect critical dimensions?
- How do you control material stretching or compression?
- How do you manage adhesive overflow?
- What happens when tooling begins to wear?
- Can you support first article inspection?
- Can you help optimize tolerance to reduce cost?
A professional supplier should answer clearly.
If the answer is vague, the risk is not vague.
It is very real.
Conclusion
Tolerance control can make or break die cut components because it affects fit, sealing, bonding, insulation, and assembly reliability. At Sanken, we combine material expertise, precision die cutting, tooling control, and quality verification to help OEM customers reduce risk and build more stable products.