Why Does Hole-to-Edge Distance Matter in Precision Die Cut Designs?
Hole-to-edge distance looks like a small detail on a drawing, but it can decide whether a die cut part survives production or fails during assembly. I have seen foam gaskets tear around screw holes, adhesive parts deform during liner removal, and PET insulation films crack because the hole was placed too close to the edge.
Hole-to-edge distance matters in precision die cut designs because it affects part strength, sealing stability, hole alignment, waste removal, tolerance control, and assembly performance. If the distance is too small, the material around the hole may tear, deform, stretch, or lose functional contact area. At Sanken, we review hole-to-edge distance before tooling because this small design choice often controls whether a part can move smoothly from sample to mass production.
A good die cut part is not only about shape. It is about whether the shape can be produced repeatedly, handled safely, and used reliably inside the final product.
What Is Hole-to-Edge Distance in Die Cut Parts?
Hole-to-edge distance means the space between a hole and the nearest outer edge, inner cutout, slit, bend area, or narrow wall of a die cut component.
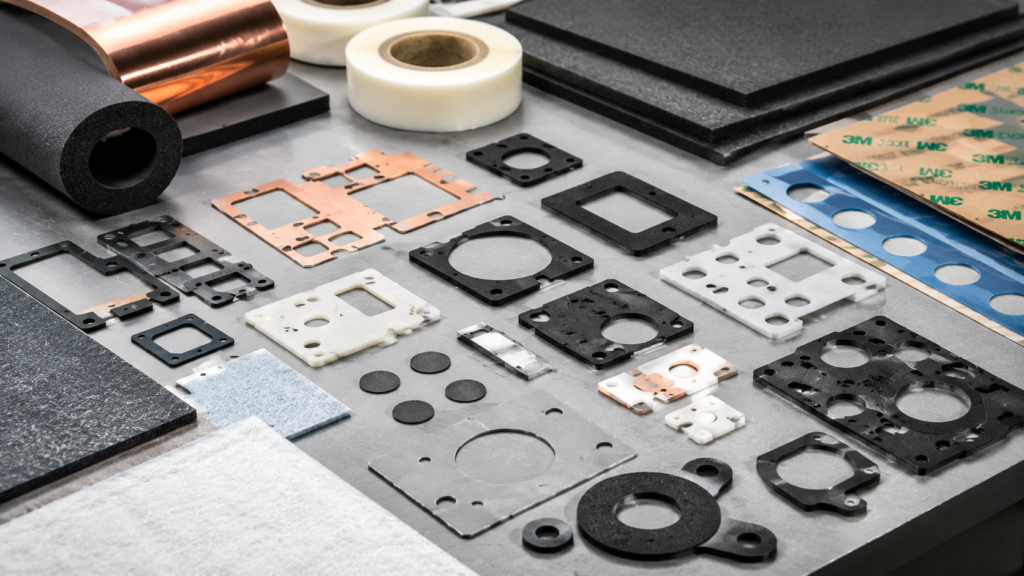
This distance appears in many custom parts, such as:
- Foam gaskets with screw holes
- Rubber sealing pads
- PET insulation films
- Adhesive tape parts
- EMI shielding pads
- Battery insulation sheets
- Automotive electronic gaskets
- Industrial enclosure seals
If the hole is too close to the edge, the material between the hole and edge becomes weak.
That weak area may tear during die cutting, peel during liner removal, stretch during assembly, or fail under compression.
For engineers, hole-to-edge distance is not only a drawing detail. It is a manufacturability and reliability concern.
Why Does Small Hole-to-Edge Distance Cause Problems?
The area between the hole and the edge is usually a stress zone.
During die cutting, the material is pressed, cut, and stripped.
During assembly, the part may be peeled, positioned, compressed, screwed down, or stretched slightly.
If the remaining material around the hole is too narrow, it may not have enough strength to resist these forces.
Common problems include:
| Problem | What Happens | Typical Result |
|---|---|---|
| Tearing | Material breaks near the hole | Scrap or sealing failure |
| Deformation | Hole shape becomes distorted | Poor alignment |
| Weak sealing wall | Contact area becomes too small | Leakage risk |
| Adhesive overflow | Glue is squeezed near the hole | Contamination |
| Difficult waste removal | Waste pulls finished part | Low yield |
| Poor assembly fit | Hole does not align correctly | Slower installation |
At Sanken, we review this area carefully because many failures start exactly where the hole is too close to the cut edge.
Why Does Material Type Change the Safe Distance?
There is no single safe hole-to-edge distance for every material.
Different materials behave differently during cutting and use.
| Material | Risk When Hole Is Too Close to Edge | Design Concern |
|---|---|---|
| Soft foam | Tearing or collapse | Compression strength |
| Rubber | Edge distortion or burrs | Rebound and cutting pressure |
| PET film | Cracking or curling | Dimensional stability |
| Adhesive tape | Glue overflow or stretching | Liner release and edge control |
| Non-woven fabric | Fiber pulling | Edge cleanliness |
| Silicone foam | Elastic deformation | Recovery and bonding behavior |
| Conductive material | Layer damage | EMI performance and alignment |
For example, a hole-to-edge distance that works for PET film may not work for PU foam.
A design that works for solid rubber may be too weak for adhesive-backed foam.
This is why material selection and part geometry must be reviewed together.
At Sanken, we do not approve a design only by checking the drawing. We check how the material will behave during cutting, waste removal, packaging, and final assembly.
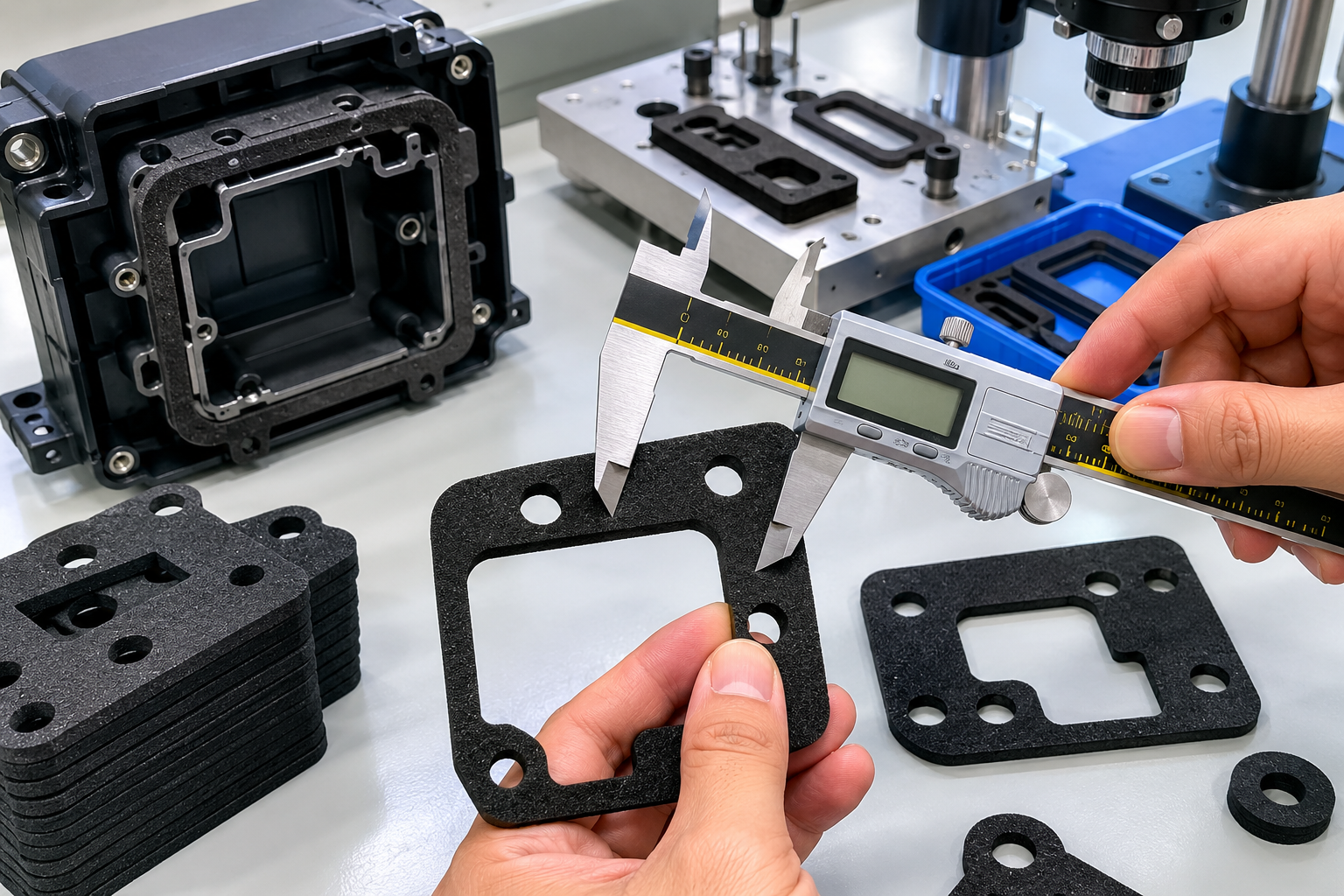
How Does Hole-to-Edge Distance Affect Tolerance?
The closer a hole is to the edge, the more difficult tolerance control becomes.
If the hole position shifts slightly, the remaining material wall may become too narrow.
If the outer edge shifts slightly, the same problem happens.
This means normal production variation can suddenly create a functional failure.
For precision die cut designs, engineers should pay attention to:
- Hole position tolerance
- Outer edge tolerance
- Inner opening tolerance
- Material thickness tolerance
- Adhesive position tolerance
- Edge quality tolerance
A small tolerance issue may not matter in a large solid area.
But near a hole close to an edge, the same tolerance issue can destroy the part.
This is why critical dimensions should be defined clearly before tooling.
Not every dimension needs the tightest tolerance. But hole-to-edge areas that affect sealing, fastening, insulation, or alignment should be controlled carefully.
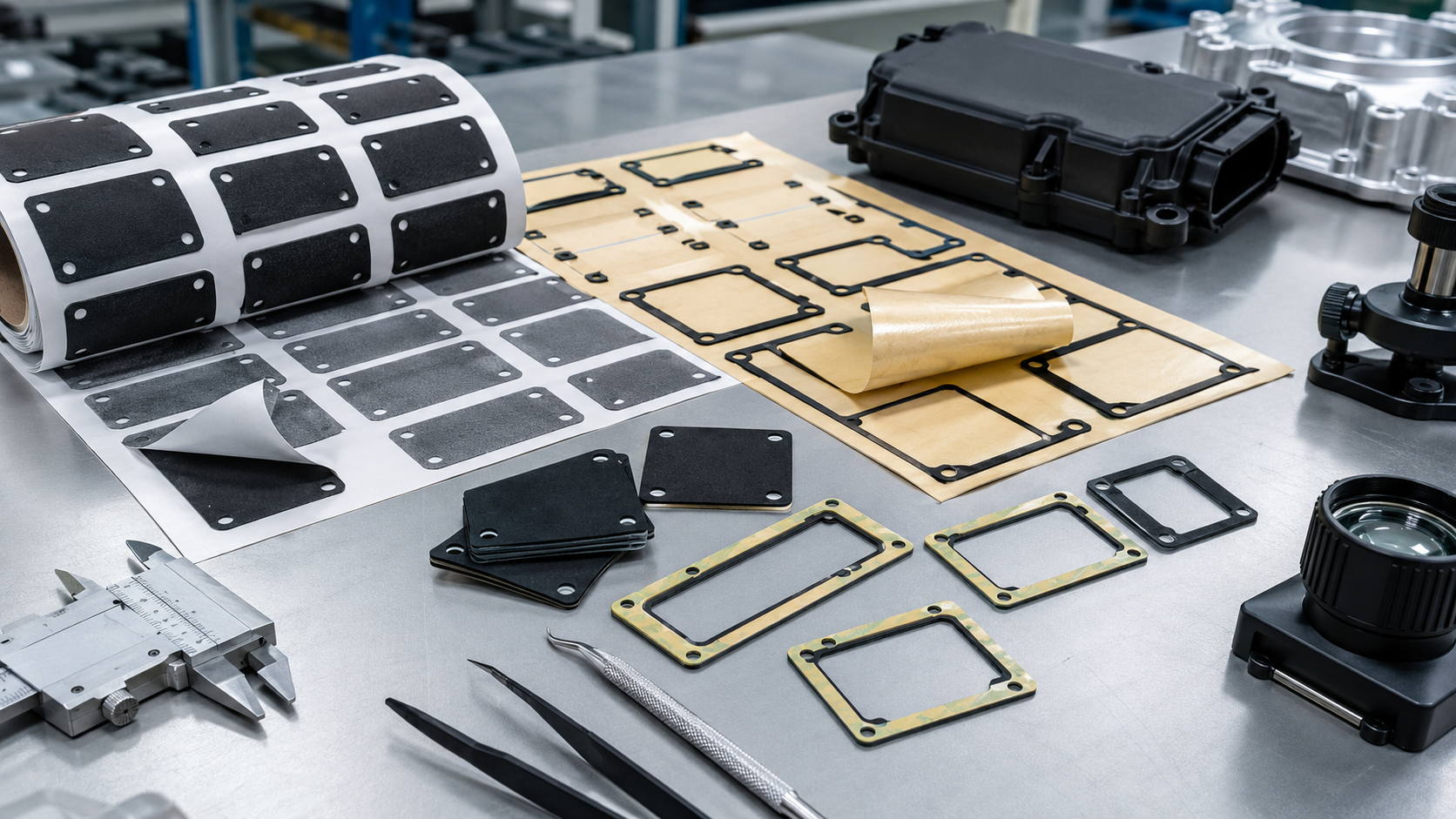
Why Does Adhesive Backing Make This More Difficult?
Adhesive-backed die cut parts need extra attention.
When a hole is close to the edge, adhesive can create new risks.
The adhesive layer may flow during cutting.
The liner may pull the narrow section during peeling.
Waste material may stick back to the part.
Small holes may trap adhesive residue.
Common adhesive-backed part problems include:
- Glue overflow around holes
- Liner tearing
- Difficult peeling
- Narrow sections stretching
- Hole deformation
- Adhesive contamination
- Part shifting during assembly
For adhesive-backed foam gaskets, this is especially important.
The foam, adhesive, and release liner must all stay stable.
At Sanken, we control adhesive lamination, kiss cutting depth, liner selection, cutting pressure, and waste removal method. This helps reduce problems around small holes and narrow hole-to-edge areas.
How Does Hole-to-Edge Distance Affect Waste Removal?
Waste removal is often ignored during design.
But it matters a lot.
After die cutting, the unwanted material must be stripped away cleanly.
If holes are too close to edges, the waste may pull on the finished part.
This can cause narrow sections to tear, stretch, lift, or deform.
This problem becomes worse when the part has:
- Small holes
- Thin bridges
- Narrow gasket walls
- Dense cut patterns
- Adhesive backing
- Soft foam
- Thin films
- Elastic rubber
A part may cut successfully but fail during waste removal.
That means the supplier can technically “make” the shape, but not efficiently produce it in stable mass production.
At Sanken, we review stripping and waste removal during trial production. This helps improve yield and reduce hidden cost.
What Happens If Engineers Ignore Hole-to-Edge Distance?
Ignoring hole-to-edge distance can create problems before and after mass production.
Before mass production, it may cause repeated trial failures.
During production, it may reduce yield.
During assembly, it may create fitting problems.
After assembly, it may create long-term reliability issues.
Common results include:
- More tooling adjustments
- Higher scrap rate
- Longer sampling time
- Weak gasket areas
- Poor screw hole alignment
- Tearing during liner removal
- Leakage after compression
- Customer complaints after assembly
This is why early design review is valuable.
A small adjustment before tooling can save days or weeks later.
Good engineering does not wait for failure. It removes the risk while the design is still flexible.
How Should Engineers Design Better Hole-to-Edge Distance?
Engineers should avoid placing holes too close to edges unless the design truly requires it.
A better design should consider:
- Material type
- Material thickness
- Hole diameter
- Required tolerance
- Assembly force
- Compression load
- Adhesive backing
- Waste removal method
- Final product environment
- Mass production volume
If a hole must be close to an edge, the supplier should review whether the material can support it.
Sometimes the solution is simple.
Increase the wall width.
Add a radius.
Move the hole slightly.
Change the foam density.
Adjust the adhesive structure.
Use a stronger liner.
Modify the tooling strategy.
These small changes can greatly improve production stability.
Why Sanken Reviews Hole-to-Edge Distance Before Tooling
At Sanken, we focus on practical manufacturability.
For precision die cut projects, we review hole-to-edge distance because it directly affects cutting quality, sealing performance, assembly fit, and production yield.
This is especially important for:
- Automotive electronic gaskets
- Foam sealing parts
- Adhesive-backed tape components
- PET insulation films
- Rubber sealing pads
- Battery module insulation parts
- Industrial enclosure gaskets
We help OEM buyers identify risky areas before tooling starts.
Our goal is not only to make the first sample. Our goal is to help the customer reach stable mass production with fewer trial failures, lower scrap, and better assembly performance.

Conclusion
Hole-to-edge distance matters because it affects part strength, sealing wall stability, hole alignment, adhesive control, tolerance reliability, and mass production yield. At Sanken, we review this detail early so OEM customers can avoid tearing, deformation, leakage, poor assembly fit, and costly tooling changes before production begins.