Why Is It Called Die Cut?
You hear “die cut” and assume it’s just a fancy way to say “cut.”
Then you RFQ the wrong process.
Parts arrive in the wrong format.
Peel is slow.
Edges lift.
Your line slows down and your shipment slips.
That pain is why we take the name seriously.
It’s called “die cut” because a custom tool—called a die—creates the shape. The die is the physical template that controls the outline, holes, and edge quality, so the part can be repeated thousands of times with the same behavior. In manufacturing, “die cut” also implies process control: cut depth, waste removal, and delivery format (roll, sheet, or kit). When those are engineered together, your part stays consistent at volume and your operators stop fighting it.
If you’re buying parts, the word “die cut” is not trivia.
It’s a promise you’re asking a supplier to keep.
And it’s the easiest place for projects to go wrong if nobody defines what “die cut” should deliver.
What does “die” mean in manufacturing?
A die is a purpose-shaped tool.
It can cut.
It can punch.
It can form.
In our world at Sanken, the die is the “shape authority.”
Not the operator.
Not the scissors.
Not the “good hands” on the night shift.
This matters because repeatability is the real product.
A one-off cut is easy.
A consistent cut across ten thousand units is what protects your schedule.
My BeeChair CEO brain calls this “chair-leg logic.”
One weak leg ruins the whole sit.
One drifting shape ruins the whole build.
How does a die actually cut material on a production line?
A die doesn’t “slice” like a kitchen knife.
It applies controlled pressure along a defined edge.
We feed roll or sheet material with stable tension.
We align it if registration matters.
We cut the geometry.
Then we remove waste cleanly.
That waste step is the quiet hero.
If waste tears, your run stops.
If waste pulls corners, you’ll see lift later.
Not in the sample room.
On the line.
That’s why “die cut” is not just shape.
It’s shape plus stability.
Why do buyers confuse die cuts with “stickers”?
Because many die cuts use adhesive.
And anything with adhesive gets called a sticker.
But a sticker is usually branding.
A die cut is often function.
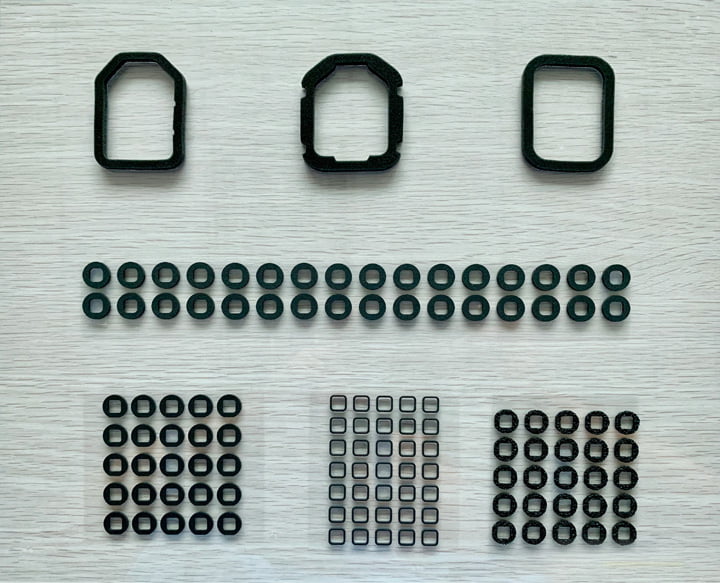
A die cut can be a gasket.
A seal.
A dust barrier.
An insulation pad.
A damping piece.
A protection film.
A bonding frame.
When teams call a functional part a sticker, they spec it like a label.
Then it fails like a label.
Wrong adhesive behavior.
Wrong liner.
Wrong peel direction.
Wrong corner geometry.
Then your “sticker problem” becomes a production problem.
If you want fewer supplier issues, rename it internally.
Call it what it is.
Seal.
Pad.
Frame.
Barrier.
Now everyone treats it like a component.
What’s the difference between die cut, kiss cut, and through cut?
“Die cut” is the umbrella term.
It means a die creates the shape.
Kiss cut describes cut depth.
We cut the face material.
We keep the liner intact.
You get peel-and-place parts.
Through cut means we cut through everything.
You get loose pieces.
Here’s why you should care.
Format decides line speed.
Loose parts pick up dust.
They bend.
They get counted wrong.
They get oriented wrong.
They also slow operators because every part becomes a small decision.
Kiss cut parts stay registered on the liner.
Placement is faster.
Handling is cleaner.
Automation becomes possible.
Cut depth is a control point.
Too deep and the liner is scored.
Then it tears during peel.
Too shallow and the part won’t release.
Then operators pick edges and stretch thin frames.
So when you say “die cut,” you also need to say what kind.
Kiss-cut on liner.
Or through-cut loose parts.
Rotary or flatbed: does the name change what you receive?
Yes.
Because the process changes the risks.
Rotary die cutting is roll-to-roll and continuous.
It’s fast.
It holds pitch well.
It’s great for thin films, label stocks, and adhesive constructions that run cleanly.
But rotary demands stable waste removal.
If the matrix breaks, you get stops.
Stops become downtime.
Downtime becomes late shipments.
Flatbed die cutting uses a press stroke.
It’s often calmer for thicker foams, rubber sheets, and heavy laminates.
It can be safer for complex shapes that distort under web tension.
Neither is “better” by default.
Better means stable for your stack-up, your geometry, and your volume.
If you choose the wrong method, you pay twice.
Once in tooling and samples.
Then again in rework and containment.
What does “die cutting & converting” mean, and why do OEMs prefer it?
In real OEM work, cutting is often the last step.
Before cutting, we build the construction.
Foam plus adhesive.
Film plus adhesive.
Non-woven plus adhesive plus film.
That is converting.
Lamination.
Slitting.
Cutting.
Waste removal.
Packaging format.
Buyers like Mark don’t want five suppliers for five “small” parts.
They want one controlled workflow.
One spec.
One owner of the outcome.
Converting reduces handoffs.
Handoffs create variation.
Variation creates arguments.
Arguments create delays.
If your part touches every unit, you want fewer moving pieces.
That is why converting matters.
What should you specify so “die cut” doesn’t turn into rework?
Don’t start with “I need a die cut.”
Start with reality.
Tell us what the part must do.
Seal, bond, insulate, damp, protect.
Tell us what it touches.
Plastic type.
Coating.
Texture.
Cleaning step.
Tell us the environment.
Heat range.
Humidity.
Chemicals.
UV.
Storage time before use.
Tell us how it is applied.
Manual.
Jig.
Semi-auto.
Automation.
Tell us the delivery format.
Roll, sheet, or kit.
Peel direction.
Core size.
Pitch.
Max roll diameter.
Splice rules.
Then tell us the pain you want gone.
Lift after 48 hours.
Bubbles after shipping.
Residue during rework.
Applicator jams.
Slow placement.
Pain is data.
Data is how we engineer the fix into geometry, stack-up, and format.
How do we validate a die-cut part so it stays stable at scale?
Samples are a photo.
Pilots are proof.
We validate on real surfaces.
Not ideal lab plates.
We check after dwell time.
Because adhesives and films change over hours.
Not minutes.
We check after heat if your product sees heat.
We check after shipping vibration if cosmetics matter.
We check placement time on a real station.
If operators need “special technique,” the part is not ready.
Production is fast.
So parts must be easy.
Then we lock revision control.
Same part number must mean the same stack-up, liner, and tool revision.
Silent changes create silent failures.
And silent failures are the hardest to contain.
Is die cutting only for labels and stickers?
No. Many “stickers” are functional parts. Seals, gaskets, insulation pads, damping pieces, bonding frames, and protection films are common die-cut components.
Do die-cut parts always require tooling?
For stable high volume, yes. Prototypes can be done faster, but production needs controlled tooling and documented settings to stay consistent.
Why do parts lift after a day or two?
Time reveals stress. Adhesives continue wetting out. Films can shrink slightly with heat. Corners carry the highest stress. Validation must include dwell time.
What’s the fastest way to start with Sanken?
Send your cut line, stack-up limits, surface material, environment, forecast volume, and application method. If you have a recurring defect, tell us when it appears.
Conclusion
It’s called “die cut” because a die—custom tooling—creates a repeatable shape. In manufacturing, that word also implies process control and delivery format. When those are engineered together, your parts place faster, defects drop, and production becomes boring again.