
Can PET Film Be Laminated With Adhesives?
Yes, PET film can be laminated with adhesives. This is one of the most common ways PET film becomes a functional component in electronics, displays, batteries, sensors, automotive modules, medical devices, and industrial assemblies.
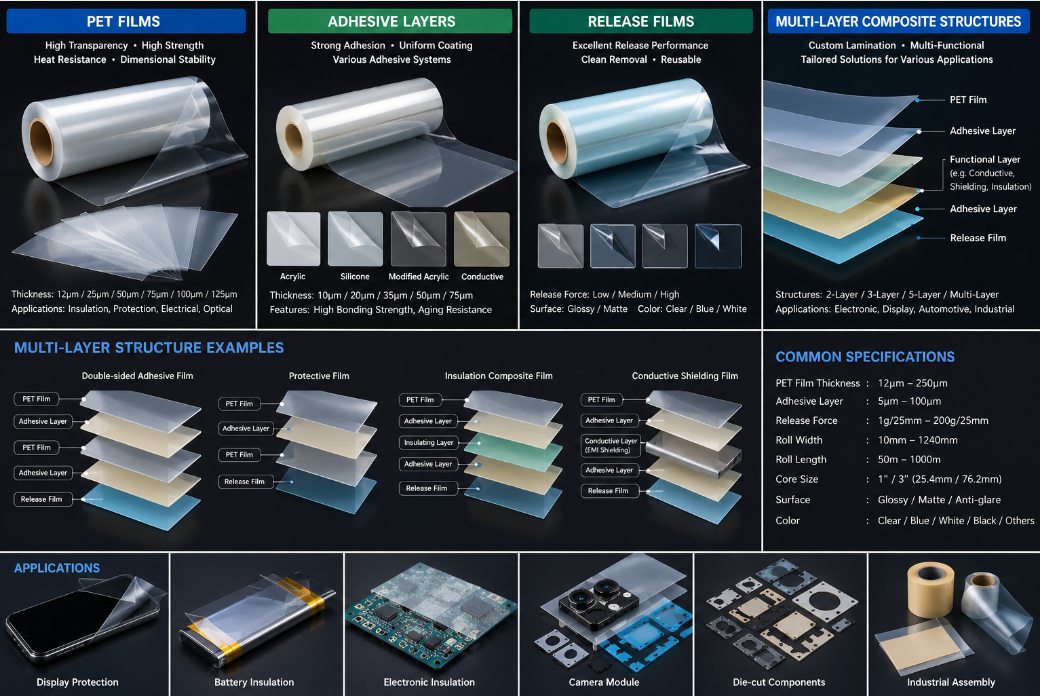
But adhesive-laminated PET film is not simply “plastic film with glue.” It is a controlled material structure. The PET layer, adhesive layer, release liner, cutting method, thickness tolerance, bonding surface, and final use environment all affect performance.
For OEM buyers, the real question is not only “Can PET film be laminated with adhesives?” The better question is:
“Which PET adhesive structure can bond reliably, peel cleanly, avoid bubbles, protect the product, and remain stable during mass production?”
If the adhesive is not selected correctly, the final part may lift at the edges, leave residue, create bubbles, deform during peeling, or fail after heat aging. In precision electronic and display assemblies, these small issues can become expensive production problems.
Why PET Film Is Laminated With Adhesives
PET film is widely used because it is thin, strong, dimensionally stable, electrically insulating, and suitable for precision die cutting. Adhesive gives PET film an additional function: it allows the film to bond directly to another part.
This is useful when manufacturers need fast, repeatable assembly.
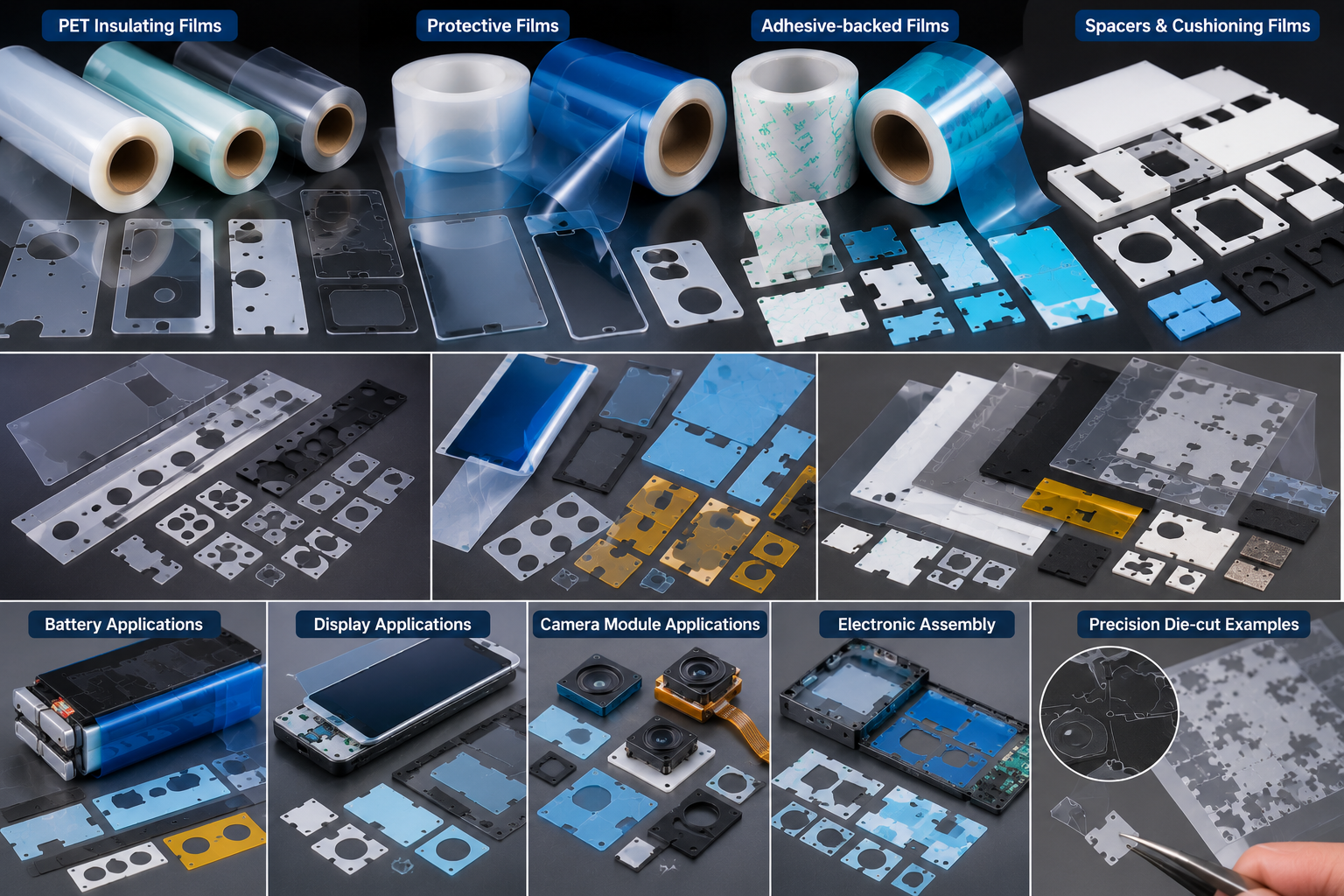
Adhesive-laminated PET film can be used for:
- Electrical insulation
- Battery protection
- Display protection
- Surface masking
- Spacer layers
- Sensor module assembly
- Camera module support
- Protective labels
- Optical film bonding
- Temporary process protection
- Die-cut electronic components
Without adhesive backing, PET film may need clips, screws, mechanical holders, or extra handling steps. With adhesive backing, workers can peel, position, and press the PET film into place.
This saves assembly time and improves consistency.
What Adhesives Can Be Used With PET Film?
PET film can be laminated with different types of adhesives. The right adhesive depends on the bonding surface, temperature, pressure, required life, and whether the film must be removable.
| Adhesive Type | Common Use | Key Risk |
|---|---|---|
| Acrylic adhesive | Electronics, displays, long-term bonding | Must match surface and aging conditions |
| Silicone adhesive | High temperature or difficult surfaces | Higher cost and special processing |
| Rubber adhesive | Quick tack and general bonding | Lower heat aging resistance in some uses |
| Removable adhesive | Temporary protective films | Must avoid residue |
| Double-sided adhesive | Mounting and spacing | Total thickness must be controlled |
| Optical adhesive | Display and optical bonding | Cleanliness and bubble control are critical |
Acrylic adhesive is commonly used with PET film because it offers stable bonding and good aging performance in many industrial applications. However, no adhesive works for every surface.
An adhesive that bonds well to metal may not bond well to silicone rubber. An adhesive that removes cleanly from glass may leave residue on coated plastic. A strong adhesive may be useful for permanent assembly but wrong for temporary protection.
This is why adhesive selection should always start from the final application.
Permanent Bonding or Removable Protection?
Before choosing adhesive-laminated PET film, buyers should define whether the film is meant to stay on the product or be removed later.
Permanent Adhesive PET Film
Permanent adhesive PET film is used when the part must stay attached for the product’s life.
Common examples include:
- Battery insulation films
- PCB protection layers
- Electronic insulation patches
- Sensor spacers
- Display module support films
- Nameplates
- Mounting films
- Functional die-cut parts
For permanent applications, the adhesive must resist lifting, humidity, heat, vibration, pressure, and long-term aging.
Removable Adhesive PET Film
Removable adhesive PET film is used when the film protects a surface during processing, shipping, or assembly and is peeled away later.
Common examples include:
- Screen protective films
- Lens protective films
- Housing protection films
- Process masking films
- Temporary surface protection layers
For removable applications, clean removal is the most important requirement. The film should not leave adhesive residue, damage coatings, or become difficult to peel after storage.
Many failures happen because this requirement is not clear at the beginning. A buyer asks for “PET film with adhesive,” but the supplier does not know whether the film should be permanent or removable.
Why Adhesive Thickness Matters
When PET film is laminated with adhesive, the final thickness is not only the PET thickness.
The total structure includes:
PET film + adhesive layer + possible coating + release liner during handling
This matters in precision assemblies.
In electronics, displays, batteries, and sensor modules, a small thickness difference can affect:
- Gap control
- Pressure distribution
- Sensor alignment
- Screen fitting
- Battery protection
- Assembly tolerance
- Peeling behavior
- Die-cut accuracy
For example, a PET insulation film may need to fit under a battery cover. If the adhesive layer is too thick, the part may create pressure. If it is too thin, bonding may be weak on a textured surface.
Buyers should always confirm the total construction thickness, not only the PET film thickness.
Common Problems With Adhesive-Laminated PET Film
Adhesive-laminated PET film can perform very well, but poor adhesive selection or poor converting can create hidden problems.
Edge Lifting
Edge lifting happens when the adhesive does not bond well or when the film structure has internal stress.
Possible causes include:
- Wrong adhesive type
- Poor surface preparation
- Low bonding pressure
- Film curling
- Heat aging
- Surface contamination
- Incompatible bonding surface
In electronic products, edge lifting may expose insulation areas, trap dust, or interfere with assembly.
Bubbles
Bubbles may appear during lamination, application, storage, or aging.
Common causes include:
- Dust particles
- Uneven adhesive wet-out
- Poor lamination pressure
- Trapped air
- Damaged liner
- Moisture
- Surface texture
- Improper application speed
For display and optical applications, bubbles are usually unacceptable because they become visible defects.
Adhesive Residue
Residue is a major concern for removable PET protective films.
If the adhesive is too aggressive, poorly aged, or mismatched with the surface, glue may remain after removal. This can cause cleaning cost, surface damage, or customer complaints.
Difficult Peeling
A die-cut adhesive PET part may be technically correct but still difficult for operators to use.
Problems include:
- Liner release too tight
- Kiss cut too deep
- Small parts stretching during peeling
- Adhesive transfer
- Narrow strips tearing
- Poor tab design
For mass production, easy peeling is not a small detail. It directly affects assembly speed and yield.
Adhesive PET Film in Electronics
Electronics is one of the most common markets for adhesive-laminated PET film.
Typical uses include:
- Battery insulation
- PCB protection
- Display module support
- Camera module films
- Speaker protection
- Sensor spacers
- Protective covers
- Die-cut insulation tapes
- Conductive area separation
In electronics, adhesive PET film usually needs to meet three requirements.
First, it must fit accurately.
Second, it must bond reliably.
Third, it must not create contamination or assembly problems.
A poorly die-cut adhesive PET part can create short circuit risk, dust contamination, poor assembly fit, or edge lifting. That is why buyers should review adhesive type, liner selection, die-cut tolerance, and packaging format together.
Adhesive PET Film in Display Applications
Display applications are more demanding because visual defects are easy to notice.
Adhesive-laminated PET film may be used as:
- Screen protective film
- Optical spacer film
- Display auxiliary film
- Touch panel support film
- Temporary process protection
- Protective liner for optical adhesive
- Light-shielding support layer
The main risks are bubbles, dust, scratches, haze, edge lifting, film shrinkage, uneven bonding, and poor release behavior.
For display film components, clean handling and stable lamination are essential. Even if the adhesive bonds well, one particle trapped between layers can cause a visible defect.
Adhesive PET Film in Battery Protection
Battery assemblies often use adhesive-backed PET film for insulation and surface protection.
Common functions include:
- Separating conductive areas
- Protecting battery cell surfaces
- Preventing contact with metal parts
- Covering risk areas
- Holding insulation layers in place
- Supporting identification labels
The adhesive must hold the PET film in the correct position during assembly and use.
If the film shifts, lifts, or shrinks, the protected area may become exposed. For battery-related PET parts, buyers should check heat resistance, adhesive aging, thickness control, edge quality, and placement stability.
Why Release Liner Selection Matters
A release liner protects the adhesive before use. It also affects peeling, die cutting, storage, and assembly.
A poor liner can cause:
- Difficult peeling
- Adhesive transfer
- Part stretching
- Liner tearing
- Poor kiss-cut performance
- Operator handling problems
- Low assembly efficiency
For small die-cut PET parts, liner design can decide whether the part is easy or difficult to apply.
This is especially important for narrow strips, small windows, thin spacers, and high-volume electronic components.
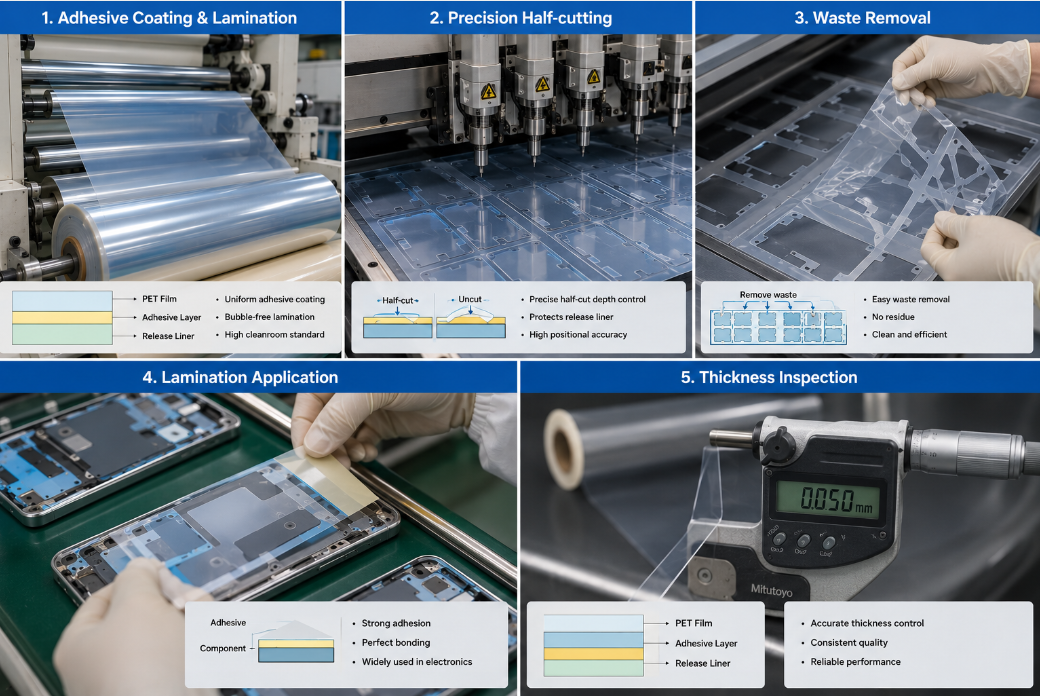
Die Cutting Adhesive PET Film Is More Complex Than Cutting Bare PET
Bare PET film is already a precision material. Once adhesive is added, die cutting becomes more complex.
The converter must control:
- Cutting depth
- Adhesive flow
- Edge quality
- Liner damage
- Waste stripping
- Part deformation
- Static dust
- Roll tension
- Sheet flatness
- Packaging cleanliness
For kiss-cut PET adhesive parts, the blade must cut through the PET and adhesive without cutting too deeply into the liner.
If the cut is too shallow, the part may not peel cleanly.
If the cut is too deep, the liner may break or release poorly.
If the adhesive edge is damaged, lifting or residue may occur.
This is why adhesive-laminated PET film should be developed with the die-cutting process in mind.
How Buyers Should Specify Adhesive PET Film
Before ordering adhesive-laminated PET film, buyers should confirm:
- Is the film for permanent bonding or temporary protection?
- What surface will the adhesive bond to?
- What temperature and humidity will the part face?
- Is electrical insulation required?
- Is optical clarity required?
- What PET thickness is needed?
- What adhesive thickness is needed?
- What total thickness tolerance is acceptable?
- Does the part need kiss cutting?
- Will workers apply the part manually or automatically?
- Is clean removal required?
- Does the part need anti-static or low-particle packaging?
These questions help avoid choosing an adhesive structure that looks good in a sample but fails during production.
How Sanken Supports Adhesive-Laminated PET Film Projects
For adhesive PET film projects, the key is to control the full structure, not only one layer.
Sanken Manufacturing supports customers with material selection, adhesive lamination, precision die cutting, kiss cutting, liner control, waste stripping, inspection, and prototype-to-mass-production support.
In practical projects, we help customers review questions such as:
- Will the adhesive bond to the real surface?
- Will the PET film curl after lamination?
- Will the part peel easily from the liner?
- Will the adhesive edge lift after aging?
- Will the die-cut part stay clean during packaging?
- Will the total thickness affect assembly?
The goal is to reduce trial-and-error and help customers receive adhesive PET film components that work in real production, not only in sample photos.
Conclusion
PET film can be laminated with adhesives, and adhesive-backed PET film is widely used in electronics, displays, batteries, sensors, medical devices, and industrial assemblies.
The benefits include fast assembly, reliable insulation, surface protection, clean bonding, and custom die-cut functionality. However, final performance depends on the complete structure: PET film, adhesive type, adhesive thickness, release liner, die-cut design, bonding surface, and final use environment.
For OEM buyers, the best adhesive-laminated PET film is not simply the strongest adhesive or the lowest price. It is the structure that bonds reliably, peels cleanly, cuts accurately, and performs consistently in mass production.