
What 7 Mistakes Cause Die Cut Foam Gaskets to Seal Poorly?
A foam gasket looks simple until it fails. Then the real cost appears. Water enters. Dust leaks in. Noise returns. Assembly workers complain. I have seen OEM projects lose time because the gasket was treated as “just foam” instead of a precision sealing component ([placeholder link]).
Die cut foam gaskets usually seal poorly because the material, thickness, compression ratio, adhesive, tolerance, surface contact, or inspection method is wrong. A good gasket is not only a soft part placed between two surfaces. It must match the housing design, compression force, temperature, adhesive surface, and long-term working environment. At Sanken, we solve these problems through material selection, precision die cutting, laminating, and sealing performance verification.
Here is the truth I tell customers: a gasket does not fail suddenly. It usually fails because several small mistakes were allowed to stack together.
Why Do Foam Gaskets Fail Even When the Shape Looks Correct?
A foam gasket can look perfect on the table but fail inside the final product.
That is because sealing performance depends on compression, recovery, surface contact, and material stability.
A supplier who only checks the outer shape may miss the real problem.
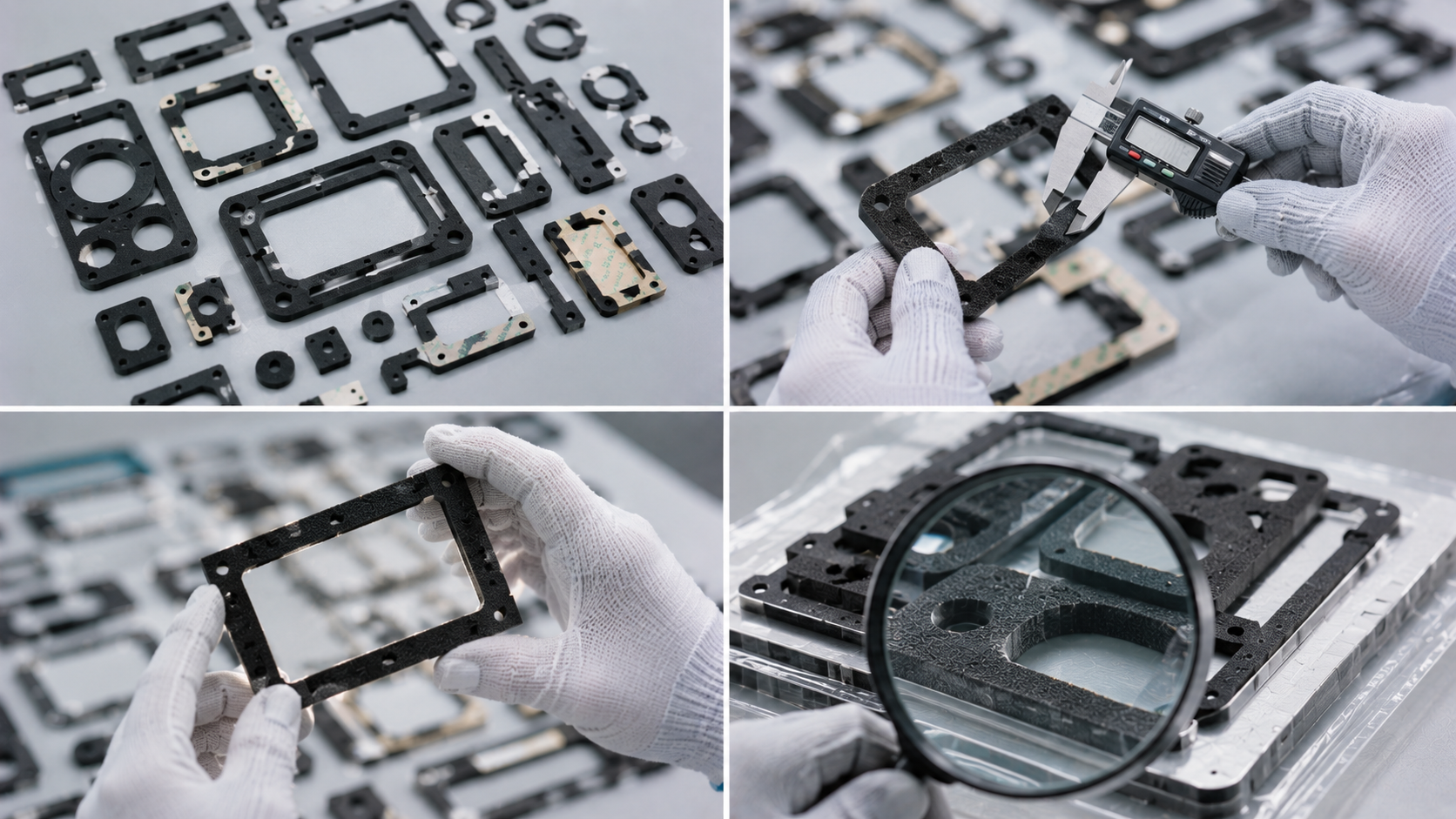
At Sanken, we inspect not only dimensions but also thickness, compression behavior, edge quality, adhesive condition, and sealing function.
Mistake 1: Choosing the Wrong Foam Material?
Not all foam materials seal the same way.
EVA, EPDM, PU, PE, CR, silicone foam, and PVC foam all behave differently.
Some materials are better for cushioning.
Some are better for waterproof sealing.
Some perform better under heat, oil, aging, or repeated compression.
If the wrong foam is chosen, the gasket may shrink, harden, collapse, or lose recovery after long-term use ([placeholder link]).
For automotive, electronics, and industrial applications, we first check the working environment before recommending foam.
That includes temperature, humidity, compression load, surface type, aging requirement, and sealing target.
This is why Sanken does not simply ask, “What thickness do you want?”
We ask, “What problem must this gasket solve?”
Mistake 2: Ignoring Compression Ratio?
Foam gaskets need the right compression to seal.
Too little compression means gaps remain.
Too much compression crushes the foam and reduces recovery.
A common target is often controlled within a practical compression range, but the correct value depends on the foam type and application ([placeholder link]).
For example, a soft foam used in an electronics housing may need a different compression design than a thicker gasket used in an automotive air duct.
This is where many low-cost suppliers fail.
They cut the shape correctly but ignore how the foam behaves after assembly.
At Sanken, we evaluate compression resilience and recovery before mass production.
That helps reduce leakage, noise, vibration, and long-term sealing failure.
Mistake 3: Using Poor Adhesive or Wrong Tape Lamination?
Many foam gaskets require adhesive backing.
This sounds easy.
It is not.
The adhesive must match the surface material.
Plastic, metal, painted surfaces, glass, rubber, and powder-coated parts all have different surface energy.
If the adhesive is wrong, the gasket may lift, shift, curl, or fall off during assembly.
Poor lamination can also create bubbles, wrinkles, exposed liner, or adhesive overflow.
At Sanken, we combine foam conversion with adhesive lamination.
We control bonding pressure, liner stability, roll tension, and die cutting depth.
That is how we reduce adhesive-related failures before the customer sees them.

Mistake 4: Allowing Loose Die Cutting Tolerances?
A sealing gasket must match the housing.
If the hole position is wrong, screws cannot align.
If the outer edge is too large, assembly becomes difficult.
If the inner opening is too small, it may block airflow, light, sensors, or mechanical movement.
Poor tolerance control creates hidden assembly problems.
In precision die cutting, we control:
| Inspection Item | Why It Matters |
|---|---|
| Outer dimension | Ensures proper fitting |
| Inner opening | Prevents blockage |
| Hole position | Supports assembly alignment |
| Thickness | Controls compression |
| Edge quality | Prevents leakage paths |
| Adhesive position | Prevents overflow or shifting |
For OEM production, one good sample is not enough.
The real test is whether the supplier can keep the same quality across thousands or millions of parts.
Mistake 5: Leaving Rough Edges, Burrs, or Foam Dust?
Poor edge quality is a serious sealing risk.
Rough edges can create tiny leakage channels.
Foam dust can contaminate adhesive surfaces.
Burrs may prevent full contact between the gasket and the housing.
This is especially dangerous in electronics, optical modules, battery systems, and medical equipment.
Clean edges require the right die tool, cutting pressure, material support, and waste removal process.
At Sanken, we adjust tooling and process parameters based on foam density, thickness, and cell structure.
This is why professional die cutting is not just “press and cut.”
It is controlled converting.
Mistake 6: Forgetting Real Assembly Conditions?
A gasket is not used in a laboratory forever.
It must survive real assembly conditions.
That may include:
- Screw pressure
- Uneven housing surfaces
- Heat exposure
- Moisture
- Vibration
- Dust
- Repeated opening and closing
- Long-term compression
A gasket that passes a simple dimension check may still fail after aging or vibration testing.
For this reason, we help customers think beyond the drawing.
We consider the full product environment.
That is where our automotive and electronics experience becomes valuable.
Mistake 7: Skipping Sealing Performance Verification?
This is the most expensive mistake.
Many suppliers inspect size only.
But size inspection does not prove sealing performance.
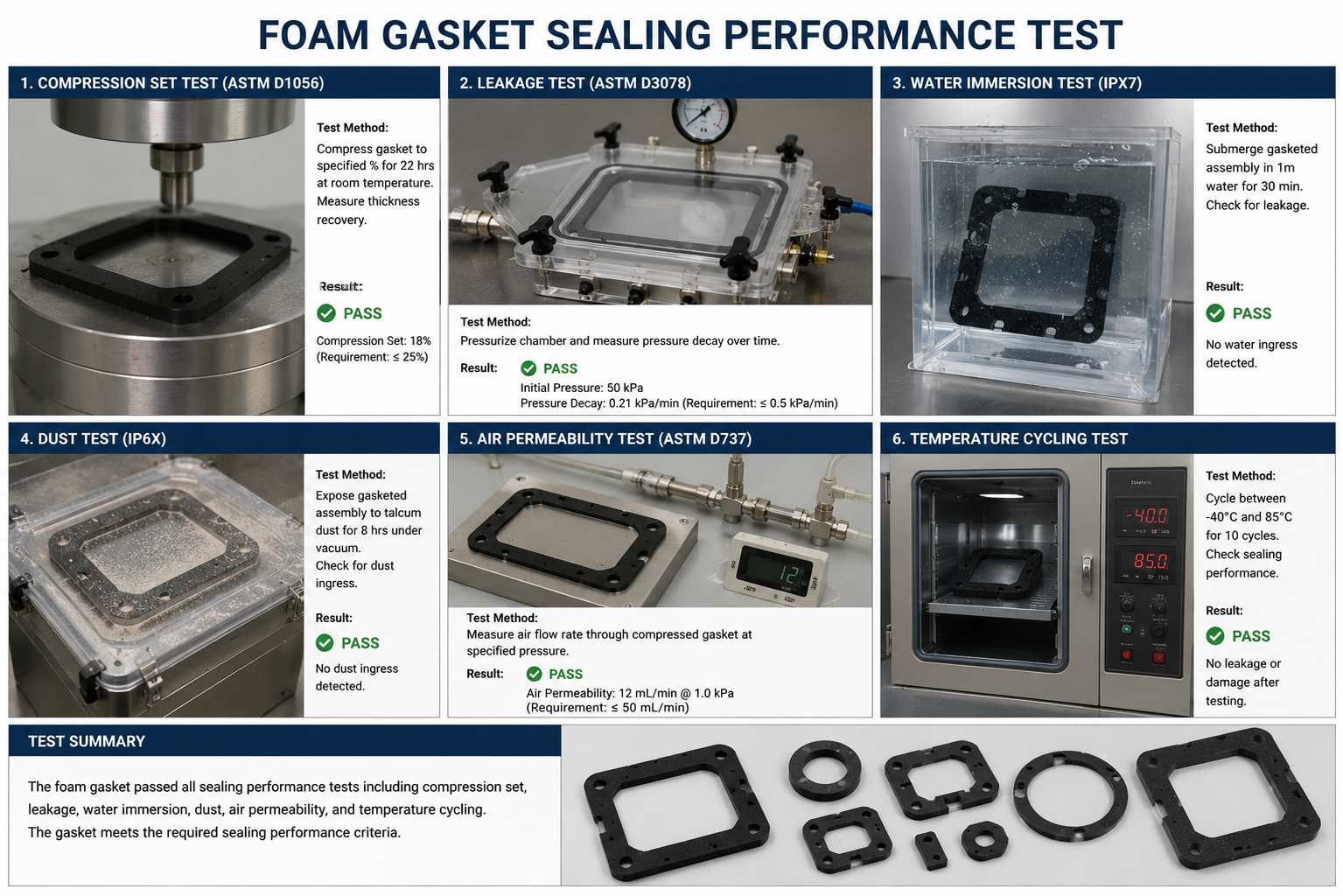
A serious foam gasket project should consider tests such as:
- Dimension inspection
- Thickness inspection
- Compression recovery test
- Aging test
- Adhesive peel test
- Water resistance check
- Dust sealing check
- Assembly fit verification
At Sanken, we use quality verification to catch problems early.
It is much cheaper to adjust the foam, adhesive, or die cutting process before mass production than to fix failures after shipment.
Why Do OEM Customers Choose Sanken for Die Cut Foam Gaskets?
Because we are not only cutting foam.
We are solving sealing problems.
Our capabilities include:
- Precision die cutting
- Foam material conversion
- Adhesive laminating
- Kiss cutting
- Multi-layer bonding
- Hot pressing
- Spraying and gluing
- Silk screen printing
- Injection molding support
We also operate with quality systems including IATF 16949, ISO 9001, and ISO 14001 ([placeholder link]).
For customers in automotive, electronics, medical, industrial, and appliance manufacturing, this matters.
They do not want ten suppliers arguing with each other.
They want one partner who can help from material selection to final production.
How Should Buyers Avoid Poor Foam Gasket Sealing?
Before ordering die cut foam gaskets, I recommend asking these questions:
- Is the foam material suitable for the working environment?
- Is the compression ratio verified?
- Is the adhesive matched to the bonding surface?
- Can the supplier control tolerances during mass production?
- Are the edges clean and free from foam dust?
- Has the gasket been tested under real assembly conditions?
- Can the supplier provide engineering support, not only cutting service?
If a supplier cannot answer these clearly, the risk is high.
A low unit price may look attractive.
But poor sealing can cause rework, warranty claims, production delays, and customer complaints.
That is never cheap.
Conclusion
Die cut foam gasket failure usually comes from poor material choice, wrong compression, weak adhesive, loose tolerances, rough edges, unrealistic testing, or missing verification. At Sanken, we help OEM customers build better sealing solutions through precision die cutting, material expertise, adhesive lamination, and strict quality control.