How Sharp Corners Create Weak Points in Custom Die Cut Components?
Sharp corners may look precise on a drawing, but they often become the first failure point in real production. A thin PET insulation film may crack during liner removal. A foam gasket may lift after compression. An adhesive frame may tear at a narrow inside corner. For OEM manufacturers, these small geometry details can create scrap, slow assembly, and reduce long-term reliability.
Sharp corners create weak points in custom die cut components because they concentrate stress in one small area. During die cutting, peeling, compression, vibration, heat aging, or final assembly, that stress can cause tearing, edge lift, cracking, deformation, or adhesive failure. Adding proper corner radii and improving material support can greatly improve part durability without changing the main product design.
For automotive NVH parts, consumer electronics die-cut materials, wearable device components, and custom rubber or plastic sealing products, corner design is not a small detail. It is part of product reliability.
Why Sharp Corners Are Risky in Die Cut Components
A sharp corner creates a stress concentration point.
When force is applied, the load does not spread evenly across the component. Instead, the force gathers at the corner.
This is especially risky for:
- PET insulation films
- TPU protective films
- Foam adhesive gaskets
- Non-woven felt parts
- Rubber sealing components
- Multi-layer laminated parts
A part may pass visual inspection after production, but fail later during liner removal, assembly, vibration testing, or field use.
Theme: Precision Die Cut Corner Design
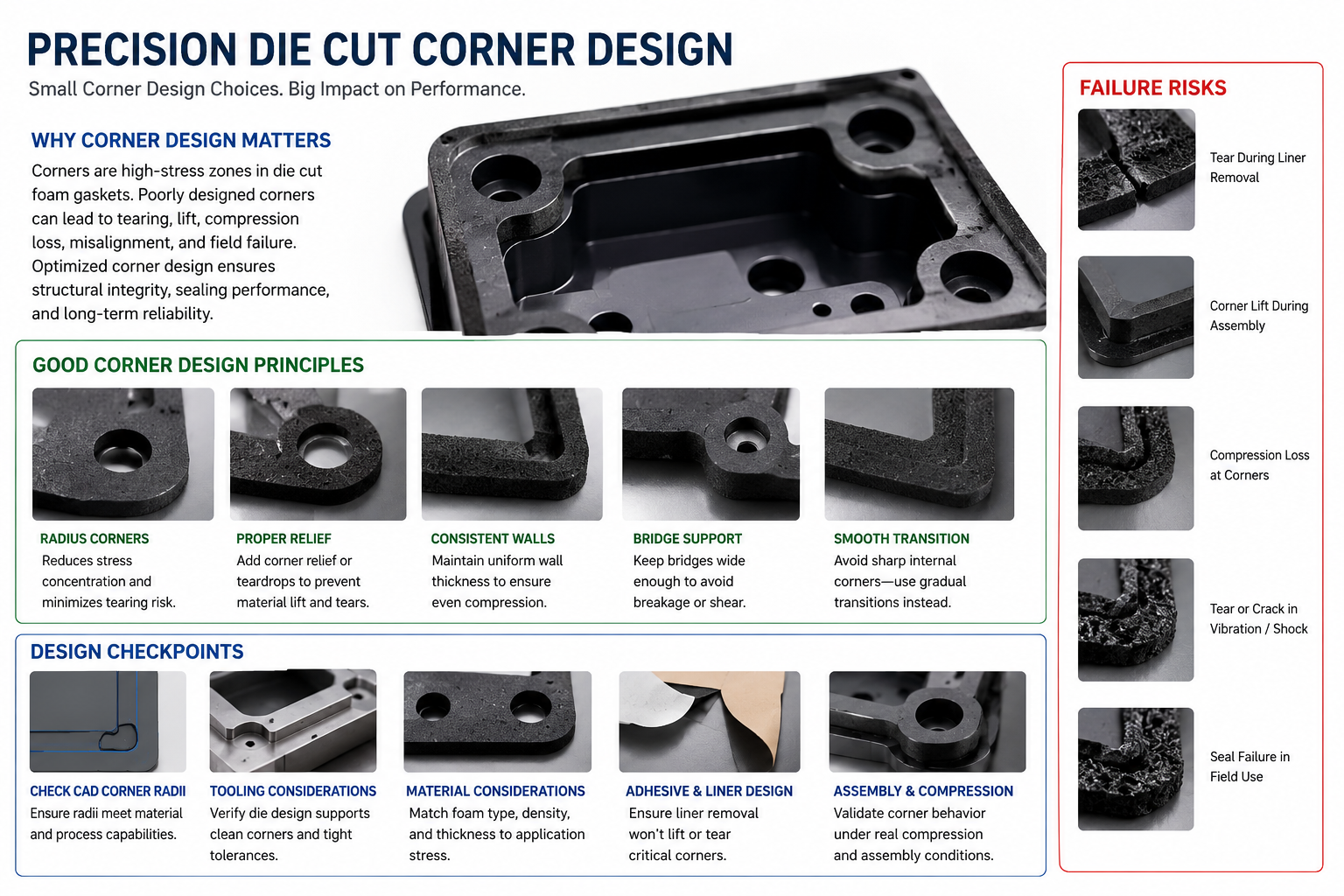
How Sharp Corners Cause Tearing
Tearing often begins at the weakest point.
In custom die cut components, that weak point is commonly a sharp inside corner, narrow bridge, or thin tail.
During liner removal, the operator pulls the part away from the release liner. If the adhesive release force is high, the corner absorbs much of the peeling stress.
This can cause:
- Corner tearing
- Film cracking
- Foam deformation
- Edge splitting
- Loss of shape accuracy
For thin adhesive-backed films, even a small radius can reduce tearing risk.
How Sharp Corners Cause Edge Lift
Adhesive-backed die cut parts often fail first at corners.
Corners have less bonding area and higher stress concentration. When the part is exposed to heat, vibration, surface movement, or adhesive shrinkage, the corner may begin to lift.
Once a corner lifts, dust and moisture can enter. The adhesive bond weakens further. Eventually, the part may fail completely.
This is common in:
- Foam tape gaskets
- Display adhesive frames
- Protective films
- Battery insulation pads
- Automotive interior felt pads
Rounded corners help distribute stress and improve adhesive stability.
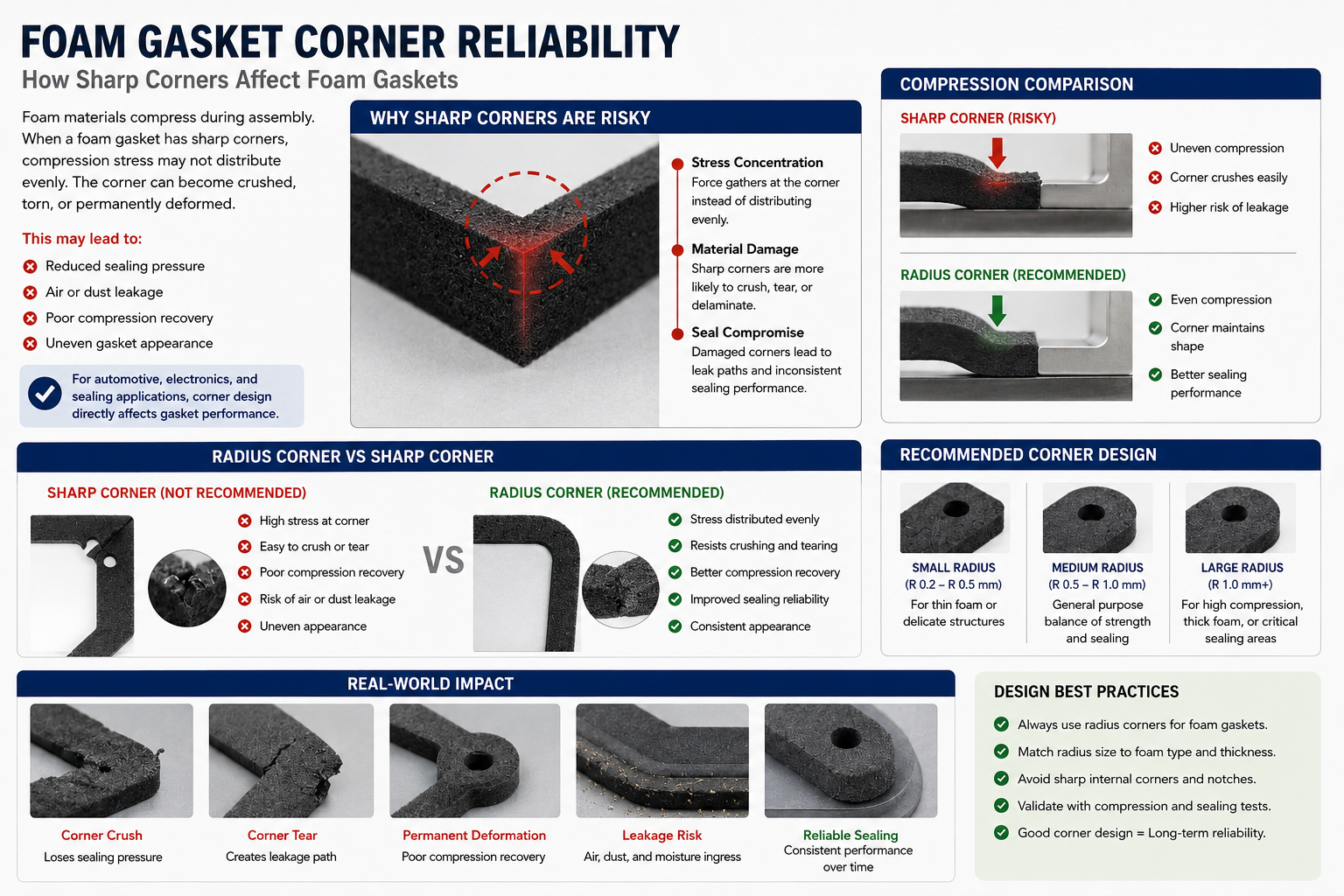
How Sharp Corners Affect Foam Gaskets
Foam materials compress during assembly.
When a foam gasket has sharp corners, compression stress may not distribute evenly. The corner can become crushed, torn, or permanently deformed.
This may lead to:
- Reduced sealing pressure
- Air or dust leakage
- Poor compression recovery
- Uneven gasket appearance
For automotive, electronics, and sealing applications, corner design directly affects gasket performance.
Theme: Foam Gasket Corner Reliability
How Sharp Corners Affect PET and TPU Films
PET and TPU films are widely used in consumer electronics and wearable devices.
They are often used for:
- Electrical insulation
- Protective layers
- Optical components
- Battery protection
- Spacer films
Sharp internal corners can become crack initiation points. During die cutting or assembly, stress may create tiny cracks that are difficult to see at first.
After heat cycling, bending, or vibration, these cracks can grow.
For thin films, adding a radius is one of the simplest ways to improve reliability.
How Sharp Corners Affect Multi-Layer Parts
Multi-layer die cut parts are more sensitive to corner stress because each layer behaves differently.
For example:
- Foam compresses
- PET film remains stiff
- Adhesive may shrink
- Non-woven fabric may stretch
- Rubber may rebound
At a sharp corner, these different behaviors combine and create stress imbalance.
Possible results include:
- Delamination
- Curling
- Edge lift
- Tearing
- Dimensional distortion
This is why multi-layer parts require early DFM review before tooling begins.
Why Corner Radius Matters
A corner radius spreads stress across a larger area.
Instead of forcing the load into one sharp point, the curve allows smoother material movement.
Benefits include:
- Lower tearing risk
- Better adhesive bonding
- Easier liner removal
- Better compression behavior
- Longer part life
- More stable mass production
In many cases, a small radius change can solve a major production issue without changing the main product structure.
How Sanken Supports Better Die Cut Part Design
Dongguan Sanken Electronics Manufacturing Co., Ltd. supports OEM and ODM customers with custom precision die cutting and material converting solutions.
Our capabilities include:
- Precision die cutting
- PET and TPU film converting
- Foam gasket manufacturing
- Non-woven felt processing
- Adhesive laminating
- Rubber and plastic sealing products
- Cleanroom precision production
- Mold development from drawings or samples
Key advantages include:
- ISO 9001 quality management
- RoHS and REACH compliant materials
- Domestic and overseas production bases
- Cleanroom precision manufacturing
- OEM/ODM customization
We support automotive NVH noise reduction components, optical and consumer electronics die-cut materials, wearable device parts, and custom sealing solutions.
Featured Snippet Summary
Sharp corners create weak points in custom die cut components because they concentrate stress in small areas. This can cause tearing, edge lift, cracking, delamination, or adhesive failure during liner removal, assembly, compression, vibration, or aging. Adding rounded corners and improving material support helps improve reliability.
Conclusion
Sharp corners may look clean and accurate, but they often reduce the durability of custom die cut components. They increase stress concentration and make parts more likely to tear, lift, crack, or deform.
By adding proper radii, improving material support, and reviewing part geometry early, OEM manufacturers can improve product reliability without changing the main design. Precision die cutting works best when geometry, material, adhesive, and production process are designed together.