How to Prevent Die Cut Parts from Curling After Production
Few quality issues frustrate OEM manufacturers more than receiving perfectly cut parts that begin curling before assembly. A foam gasket lifts from the liner, a PET film bends upward, or an adhesive-backed component refuses to sit flat during automated placement. These problems increase scrap rates, slow production lines, and create unnecessary rework costs.
Die-cut parts typically curl because of internal material stress, adhesive imbalance, liner mismatch, environmental conditions, or improper converting processes. Preventing curl requires proper material selection, balanced laminate construction, controlled die-cutting parameters, and optimized storage conditions throughout production and transportation.
For manufacturers producing precision die-cut components for automotive, consumer electronics, medical devices, and industrial equipment, controlling curl is essential for maintaining assembly efficiency and product quality.
Why Do Die Cut Parts Curl?
Curl occurs when one side of a material experiences different stresses than the other.
Common causes include:
- Uneven material tension
- Adhesive shrinkage
- Liner release imbalance
- Temperature changes
- Humidity fluctuations
- Lamination stress
- Material memory
The thinner the material, the more noticeable the curling effect becomes.
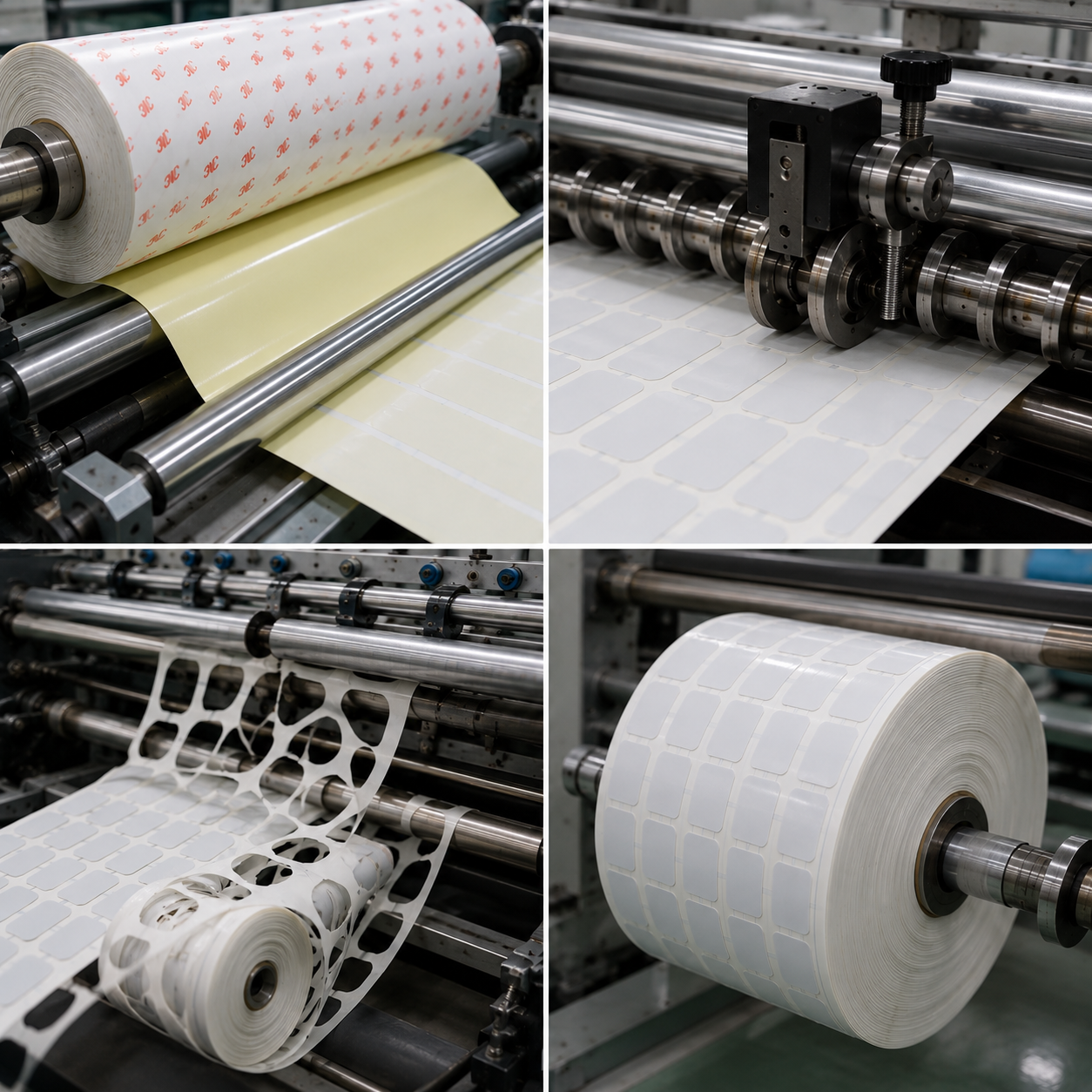
Theme: Precision Die Cutting Production
Understanding the Most Common Causes of Curling
1. Adhesive Shrinkage
Pressure-sensitive adhesives naturally shrink slightly after lamination.
When the adhesive contracts more than the carrier material, curl may develop.
Common examples include:
- PET adhesive components
- Foam tape assemblies
- Protective films
- Double-sided tape laminates
The effect becomes more visible as material thickness decreases.
2. Release Liner Mismatch
Many converters focus on adhesive performance but overlook liner characteristics.
A liner with excessive tension or different dimensional stability can introduce stress into the laminate.
Examples include:
- Paper liners
- PET release liners
- Glassine liners
Improper liner selection often causes parts to curl immediately after die cutting.
3. Lamination Tension
Excessive web tension during lamination creates stored stress within the material.
Once parts are removed from the roll or sheet, the stress is released.
The result:
- Edge lifting
- Part curling
- Dimensional distortion
Proper tension control is critical for precision converting.
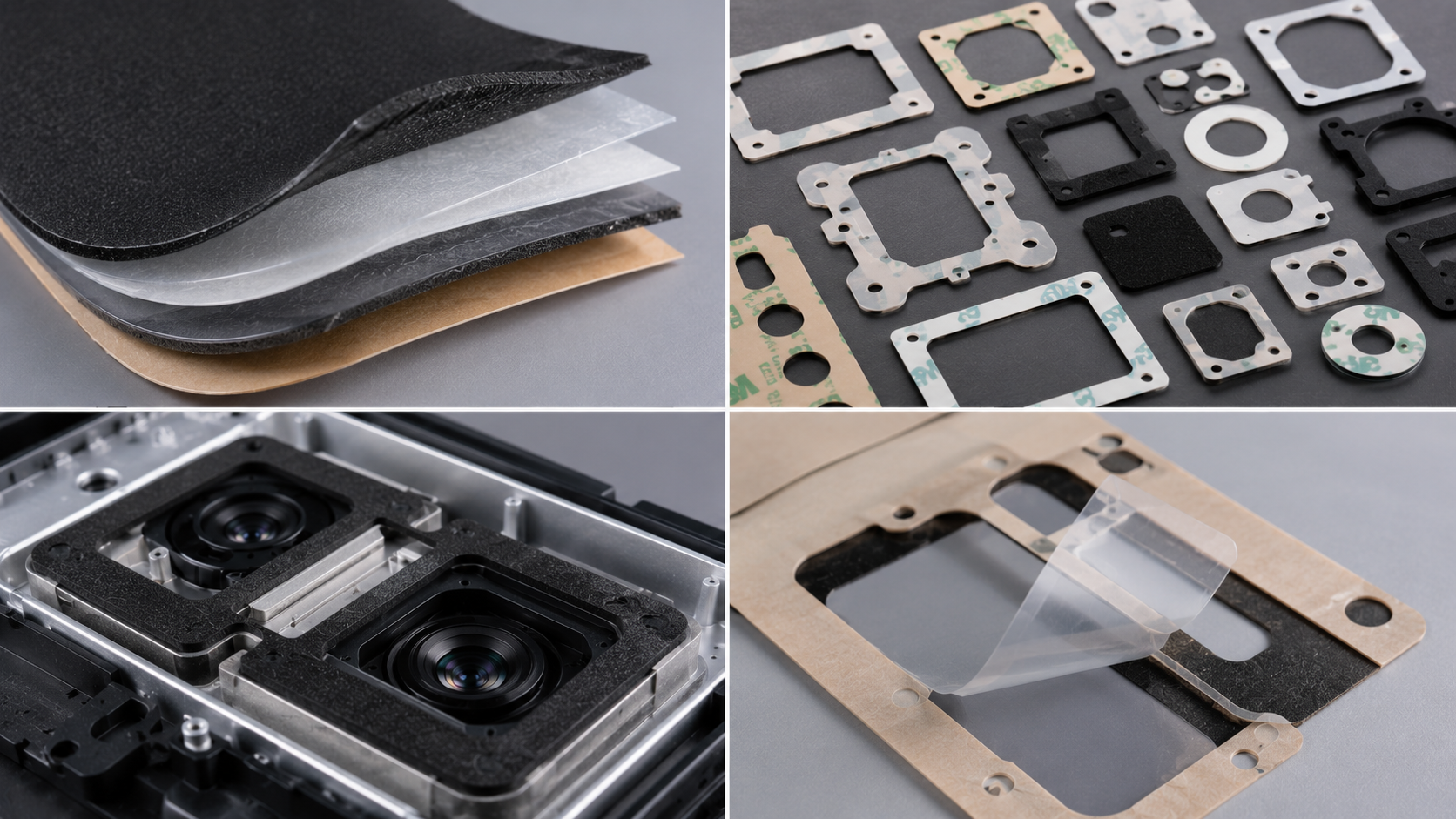
Theme: Laminated Die Cut Material Structure
How Material Selection Affects Curling
Some materials are naturally more stable than others.
Low-Risk Materials
- Cross-linked PE foam
- PET films
- Polyimide films
- High-density rubber materials
Higher-Risk Materials
- Thin PVC films
- Soft foam materials
- Thin non-woven materials
- Low-density foam tapes
Material thickness also plays a significant role.
Very thin films often require tighter process control.
How to Prevent Curling During Lamination
The lamination process is often the root cause of curl issues.
Best practices include:
Maintain Balanced Construction
Whenever possible:
- Match material thicknesses
- Balance adhesive layers
- Use dimensionally stable liners
Balanced structures reduce internal stress.
Control Web Tension
Avoid excessive tension during:
- Unwinding
- Laminating
- Rewinding
Modern converting equipment should continuously monitor web tension.
Use Proper Lamination Pressure
Excessive pressure can stretch materials and introduce permanent stress.
Consistent pressure helps maintain flatness.
How Die Cutting Parameters Influence Curl
Die cutting itself can contribute to curl if process settings are incorrect.
Over-Cutting
Excessive die pressure may:
- Stretch materials
- Distort edges
- Increase stress concentrations
Inconsistent Kiss-Cutting
Poor depth control may create uneven release characteristics.
This often causes:
- Corner lifting
- Edge curling
- Placement difficulties
Theme: Precision Die Cut Components

Storage and Environmental Controls
Even perfectly manufactured parts can curl during storage.
Temperature
Avoid:
- High temperatures
- Rapid temperature changes
Heat accelerates adhesive movement and material stress relaxation.
Humidity
Paper liners are particularly sensitive to humidity changes.
Maintain stable storage conditions whenever possible.
Roll Storage
Improper roll storage can create memory effects.
Best practices:
- Store horizontally when appropriate
- Avoid excessive stacking pressure
- Follow material supplier recommendations
Design Considerations to Reduce Curling
Good product design can significantly reduce risk.
Increase Material Thickness
Thicker constructions generally resist curling better.
Reduce Large Unsupported Areas
Large, thin sections are more prone to deformation.
Optimize Adhesive Coverage
In some applications, patterned adhesive layouts help reduce stress concentrations.
Validate Early
Prototype parts should be evaluated after:
- 24 hours
- 72 hours
- Environmental aging tests
This helps identify curling issues before mass production.
Quality Control Methods
Manufacturers should monitor:
- Flatness
- Curl radius
- Dimensional stability
- Environmental aging performance
Testing should occur both immediately after production and after storage simulations.
A part that looks flat on Day 1 may behave differently after transportation or warehouse storage.
How Sanken Manufacturing Prevents Die Cut Part Curling
Dongguan Sanken Electronics Manufacturing Co., Ltd. specializes in precision die-cut components for automotive, consumer electronics, medical devices, and industrial applications.
Our engineering team minimizes curl through:
- Material compatibility analysis
- Controlled lamination processes
- Precision tension management
- Optimized adhesive selection
- Stable release liner design
- Environmental validation testing
Key Advantages
- OEM and ODM customization
- ISO 9001 certified quality management
- RoHS and REACH compliant materials
- Domestic and overseas production bases
- Cleanroom precision manufacturing
- Tool development from drawings or samples
Our expertise includes automotive NVH insulation components, precision PET film assemblies, foam gasket solutions, and custom rubber sealing products.
Featured Snippet Summary
Die-cut parts curl after production primarily because of material stress, adhesive shrinkage, liner imbalance, lamination tension, or environmental factors. Preventing curl requires balanced laminate construction, proper tension control, optimized die-cutting parameters, stable storage conditions, and thorough validation testing.
Conclusion
Curling is one of the most common challenges in precision die cutting, especially for thin films, adhesive assemblies, and foam components. Although the problem may appear simple, its causes often originate from material selection, lamination processes, die-cutting parameters, and storage conditions.
By controlling these factors throughout the manufacturing process, OEM manufacturers can significantly reduce curl, improve assembly efficiency, and ensure consistent product performance from production through final application.