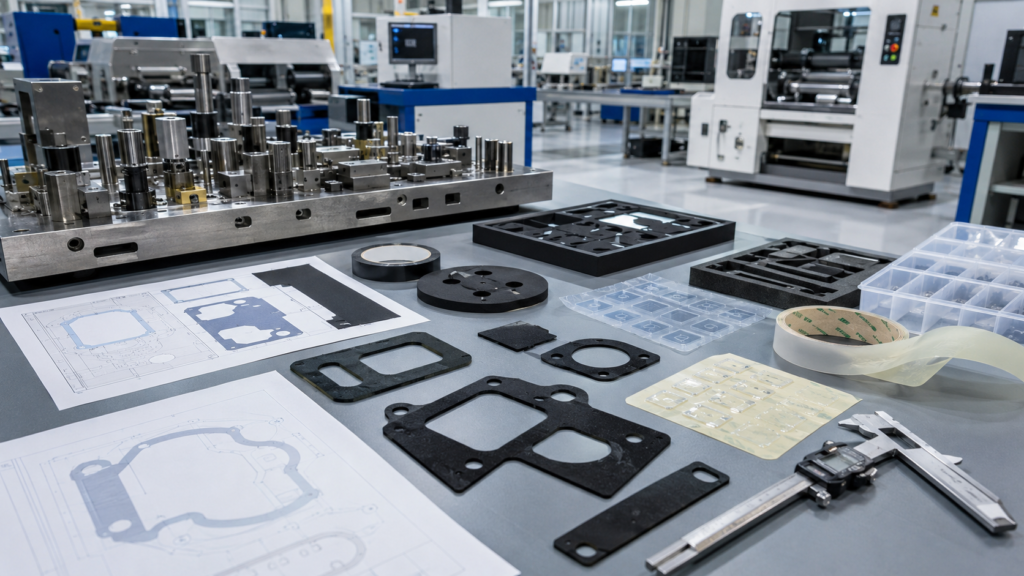
Minimum width looks like a small design detail, but it can destroy a die cut part before production starts. I have seen narrow foam walls tear, adhesive strips deform, PET films curl, and small gasket bridges fail during waste removal. The drawing looked clean. The material did not agree.
Engineers should know that minimum width in die cut parts is not a fixed number. It depends on material type, thickness, hardness, adhesive structure, cutting method, tolerance requirement, waste removal process, and final assembly use. A narrow feature that works in PET film may fail in soft foam. A thin adhesive ring may overflow or deform. At Sanken, we review minimum width early because it directly affects manufacturability, cost, yield, and mass production stability.
In simple words, if a feature is too narrow, the part may be possible on paper but painful in production. Paper is very patient. Production is not.
What does minimum width mean in die cut parts?
Minimum width means the narrowest usable section of a die cut part.
It may refer to:
- Narrow foam walls
- Thin gasket bridges
- Small adhesive strips
- Narrow rubber ribs
- Thin PET insulation sections
- Tight spaces between holes
- Thin areas around inner openings
These areas are often the weakest points in a design.
They are also the first areas to deform, tear, stretch, or shift during die cutting.
For engineers, minimum width is not only a geometry issue.
It is a manufacturability issue.
At Sanken, we check narrow features before tooling because they affect cutting quality, material stability, waste stripping, packaging, and assembly.

Why is minimum width important before tooling?
Tooling cost starts once the design is approved.
If the minimum width is too small, the first trial may fail.
Then the tool may need adjustment.
The material may need to change.
The shape may need redesign.
The timeline becomes longer.
The cost becomes higher.
This is why we prefer reviewing minimum width before tool making.
A small design change before tooling is cheap.
A design change after mass production starts is not cheap. It usually arrives with stress, emails, and unhappy meetings.
Why does material type change the minimum width?
Different materials behave differently during cutting.
That is the main reason there is no universal minimum width.
At Sanken, we commonly process:
| Material | Minimum Width Risk |
|---|---|
| Soft foam | Tearing, compression, deformation |
| Rubber | Rebound, burrs, edge distortion |
| PET film | Stretching, curling, static issues |
| Double-sided tape | Adhesive overflow, liner damage |
| Non-woven fabric | Fiber pulling, fuzzy edges |
| Silicone foam | Elastic deformation, bonding difficulty |
| Conductive materials | Layer misalignment, edge damage |
A narrow PET film feature may stay stable.
A narrow PU foam feature with the same width may tear or collapse.
A narrow adhesive tape feature may stretch during waste removal.
How does material thickness affect minimum width?
Thickness matters.
A thicker material usually needs more cutting force.
More cutting force can create more deformation, especially in foam, rubber, and adhesive-backed materials.
For example, a narrow strip made from thin PET film may be stable.
But the same narrow strip made from thick foam may bend, twist, or tear after cutting.
Engineers should think about the relationship between:
- Material thickness
- Narrow wall width
- Cutting pressure
- Compression behavior
- Edge stability
- Part removal method
A narrow part should not only survive cutting.
It must also survive waste removal, packaging, shipping, liner peeling, and final assembly.
At Sanken, we review all of these steps before recommending whether a narrow feature is safe for production.
Why are foam parts difficult when the width is too narrow?
Foam is useful because it compresses.
Foam is difficult because it compresses.
That is the little manufacturing joke that keeps proving itself true.
Foam materials such as EVA, PU, PE, EPDM, CR, and silicone foam can deform under cutting pressure.
If a foam wall is too narrow, it may:
- Tear during cutting
- Collapse under blade pressure
- Stretch during waste removal
- Lose shape after release
- Fail during compression assembly
- Create poor sealing contact
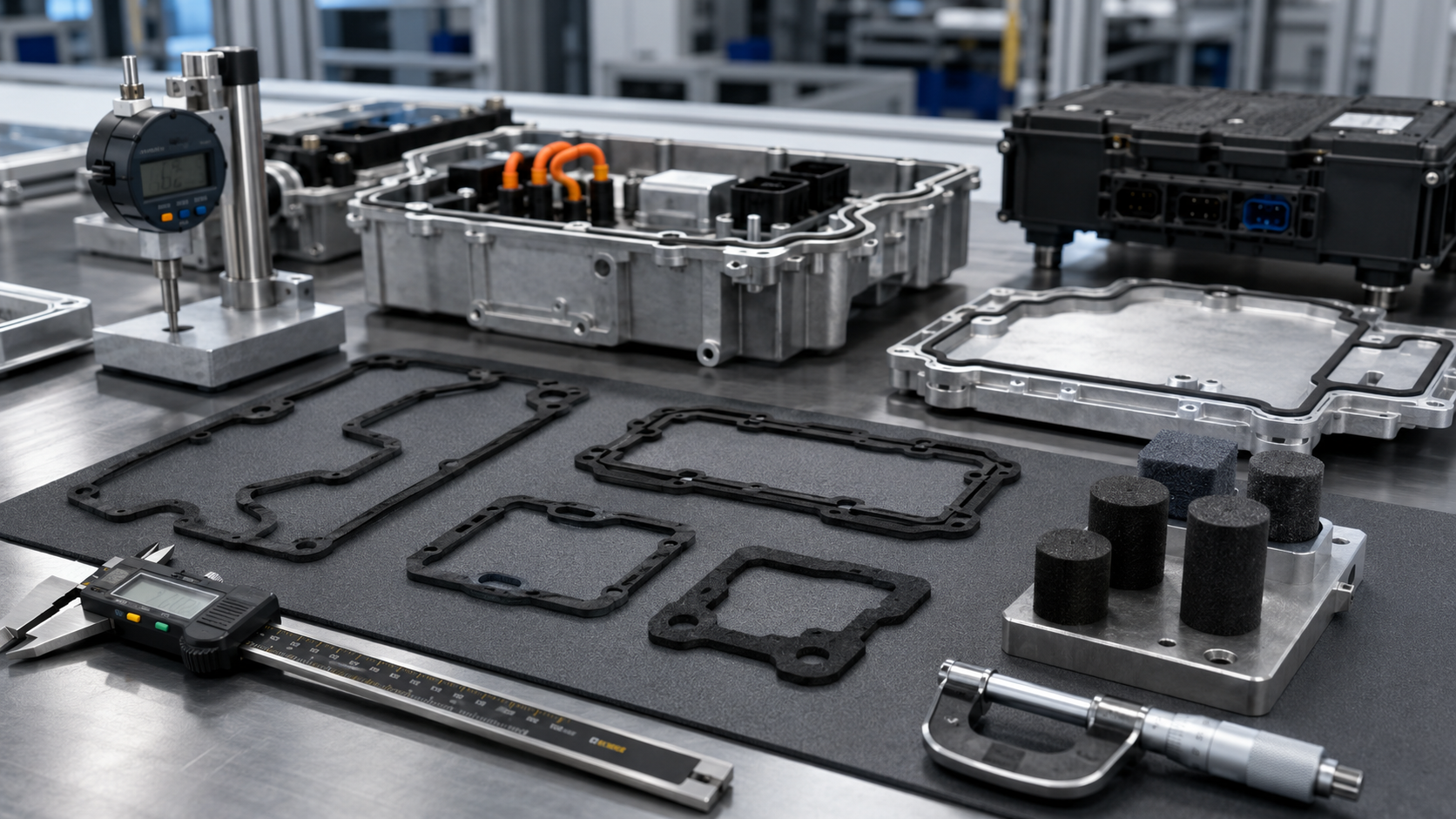
This is especially important for die cut foam gaskets.
A narrow gasket wall may not provide enough sealing surface.
It may also compress unevenly.
At Sanken, we check the gasket’s sealing path, compression range, and wall width together.
A gasket should not only be cut successfully.
It must seal successfully.
Why do adhesive tape parts need special minimum width review?
Adhesive tape parts are sensitive.
When the width is too narrow, the adhesive layer may move or overflow.
Common problems include:
- Edge glue overflow
- Adhesive strings
- Liner tearing
- Difficult peeling
- Narrow strips stretching
- Parts shifting on liner
- Waste sticking to finished parts
Kiss cutting depth becomes very important.
If the cut is too deep, the liner may be damaged.
If the cut is too shallow, waste removal becomes unstable.
For narrow adhesive parts, we also review liner type, adhesive softness, cutting pressure, roll tension, and storage condition.
At Sanken, we treat adhesive tape as a functional bonding structure, not just a sticky strip.
Sticky is not engineering.
Stable bonding is engineering.
How does waste removal affect minimum width?
Waste removal is one of the most overlooked problems.
After die cutting, the unwanted material must be removed cleanly.
This process is called stripping or waste removal.
For complex shapes, narrow sections may lift with the waste.
Small rings may tear.
Thin bridges may deform.
Adhesive waste may stick back onto the part.
This is why a shape that cuts successfully may still fail during production.
The part must survive the complete process.
Engineers should ask:
- Can the waste be removed cleanly?
- Will narrow sections stay on the liner?
- Will small holes strip properly?
- Will the adhesive pull the part out of position?
- Will the final part remain flat?
At Sanken, we review waste removal during trial production because it strongly affects yield and cost.
How does tolerance control relate to minimum width?
Minimum width and tolerance are closely connected.
A narrow feature becomes risky when tolerance is tight.
For example, if a gasket wall is only slightly wider than the tolerance range, normal production variation may make it too thin in some areas.
That can affect:
- Sealing performance
- Assembly fit
- Hole alignment
- Electrical insulation distance
- Adhesive placement
- Part strength
This is why engineers should identify critical dimensions early.
Not every dimension needs the tightest tolerance.
But narrow functional areas must be reviewed carefully.
At Sanken, we help customers separate critical dimensions from non-critical dimensions.
This reduces unnecessary cost while protecting product function.
What minimum width should engineers use as a rule?
There is no single rule that works for every material.
A safe minimum width depends on:
- Material type
- Material thickness
- Hardness or density
- Adhesive structure
- Tooling method
- Cutting direction
- Waste removal method
- Required tolerance
- Final application
For early design review, engineers should avoid making narrow walls unless they are truly necessary.
If a narrow feature is required, it should be discussed with the die cutting manufacturer before tooling.
At Sanken, we can review drawings and suggest whether the shape is safe, risky, or needs adjustment before sampling.
That saves time and avoids repeated trials.
What happens if the minimum width is too small?
If the minimum width is too small, several problems may happen before mass production.
| Problem | Result |
|---|---|
| Narrow foam wall tears | Poor sealing or scrap |
| Adhesive strip shifts | Assembly misalignment |
| PET film curls | Difficult installation |
| Rubber edge distorts | Poor fit |
| Waste does not release | Low production yield |
| Hole area weakens | Part breaks during handling |
| Tolerance becomes unstable | Batch quality problems |
These failures may not appear in one hand-made sample.
They often appear during real production speed.
That is why trial production is important for complex shapes.
A perfect sample made slowly does not always prove mass production stability.
How can engineers improve narrow die cut designs?
Engineers can reduce risk by improving the design early.
Useful methods include:
- Increase narrow wall width where possible
- Add radius to sharp corners
- Avoid extremely thin bridges
- Increase spacing between holes
- Choose a more stable material
- Use a stronger liner for adhesive parts
- Adjust tolerance based on function
- Confirm waste removal before mass production
- Test assembly with real parts
- Review the drawing with the supplier before tooling
Small design changes can create big production improvements.
For example, increasing a narrow gasket wall slightly may improve cutting stability, sealing contact, and yield.
This is why engineering review is valuable.
It is not about changing the customer’s design randomly.
It is about making the design easier to manufacture reliably.

Why do OEM customers choose Sanken for minimum width review?
At Sanken, we are not only a die cutting factory.
We are a precision material converting manufacturer.
We help customers review whether a design can move from drawing to stable production.
Our capabilities include:
- Precision die cutting
- Rotary die cutting
- Flatbed die cutting
- Adhesive laminating
- Kiss cutting
- Foam converting
- Rubber converting
- PET film converting
- Non-woven material converting
- Hot pressing
- Spraying and gluing
- Silk screen printing
- Injection molding support
For OEM customers, this means fewer design surprises, fewer trial failures, and more stable mass production.
What should engineers send for a minimum width review?
To review a part properly, we usually need:
- 2D drawing
- Material specification
- Thickness requirement
- Tolerance requirement
- Adhesive structure
- Application environment
- Assembly method
- Annual quantity
- Packaging requirement
- Testing requirement
If the design includes narrow walls, small holes, or adhesive-backed structures, we prefer reviewing it before tooling.
That is the fastest way to prevent unnecessary cost.
Conclusion
Minimum width in die cut parts affects strength, tolerance, waste removal, adhesive stability, sealing, and assembly performance. At Sanken, we help engineers review narrow features before tooling so OEM customers can reduce trial failures, save cost, and achieve more stable mass production.