
What Is Die Cutting? Process, Materials and Applications
Die cutting is a manufacturing process used to cut flexible materials into precise custom shapes. For OEM engineers and buyers, the real question is not only “What is die cutting?” The more important question is whether the die cut part can meet the required tolerance, material performance, assembly method, and mass production stability.
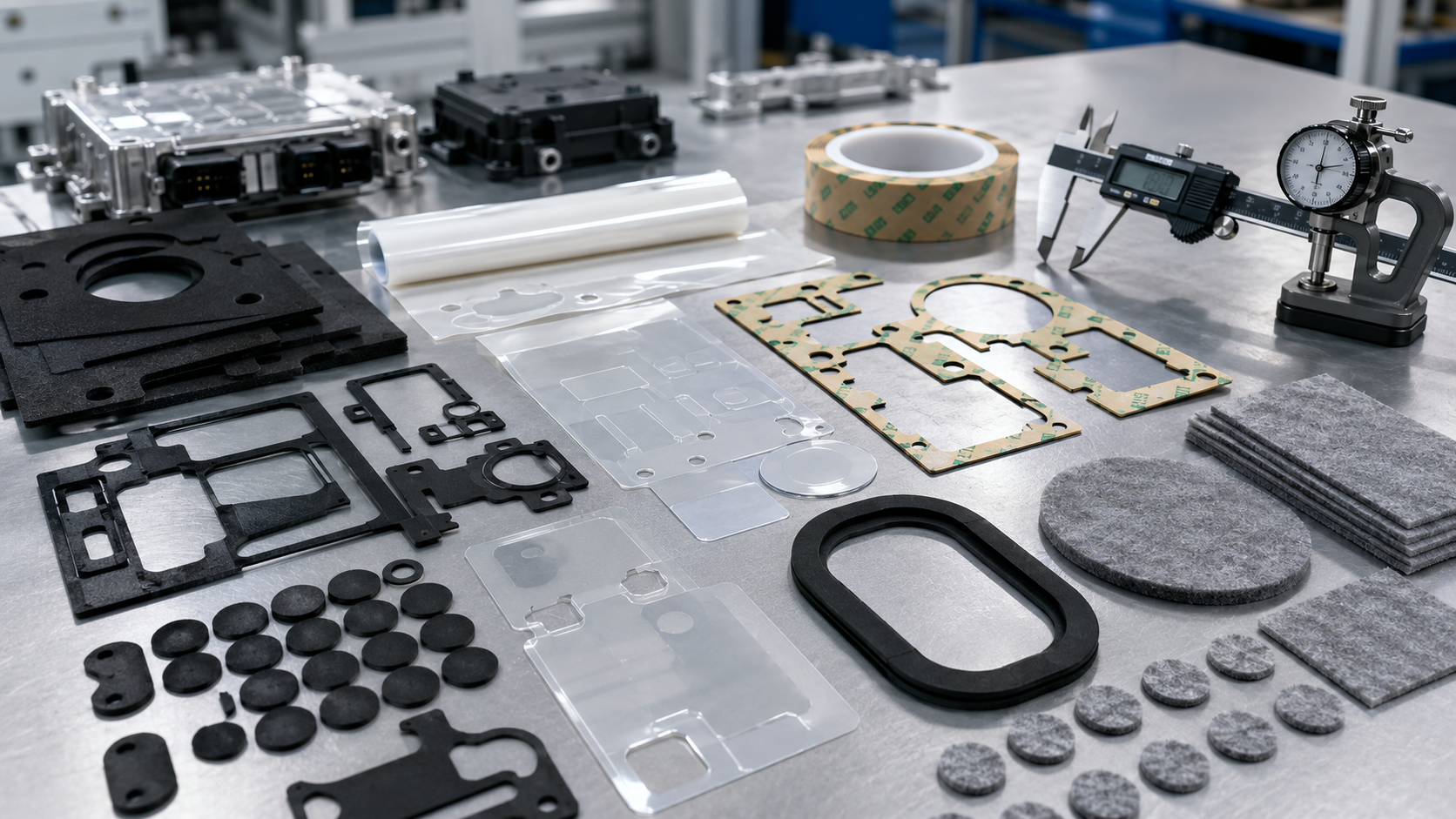
At Sanken, we work with customers who need custom die cut parts for sealing, bonding, insulation, cushioning, sound absorption, protection, and assembly support. A small foam gasket, PET insulation film, adhesive tape part, or non-woven felt pad may look simple, but if the material or process is wrong, it can create leakage, poor bonding, assembly delays, or repeated trial failures.
Why This Topic Matters for OEM Manufacturing
Die cutting matters because many OEM products depend on small functional components that must fit accurately.
These parts are often hidden inside automotive electronics, battery modules, appliances, medical devices, displays, industrial enclosures, and consumer electronics. Customers may not see them, but they affect product reliability.
A die cut component may need to:
- Seal against dust, water, air, or noise
- Cushion vibration or shock
- Insulate electrical components
- Bond two surfaces together
- Separate layers in an assembly
- Protect optical or electronic parts
- Reduce rattling in automotive interiors
- Support fast and clean assembly
For OEM manufacturing, die cutting is not only about cutting shape. It is about converting the right material into a stable part that works in the final product.
A buyer should not choose a die cutting supplier only by price. The supplier must understand materials, tolerances, adhesive behavior, tooling, waste removal, inspection, and packaging.

Common Problems and Production Risks
Die cutting problems often appear during sampling, assembly, or mass production. Many of them can be prevented if engineers review the design and material early.
| Problem | Common Cause | OEM Risk |
|---|---|---|
| Poor dimensional accuracy | Wrong tooling or unstable material | Assembly mismatch |
| Rough or torn edges | Incorrect blade, pressure, or material support | Poor sealing or appearance |
| Adhesive overflow | Excessive cutting pressure or soft adhesive | Contamination and rejected parts |
| Foam deformation | Low-density foam or narrow gasket design | Poor compression and sealing |
| Film curling | Thin PET or unstable tension | Difficult assembly |
| Waste removal failure | Complex shape or small holes | Low yield and higher cost |
| Liner damage | Incorrect kiss cutting depth | Peeling difficulty |
| Batch inconsistency | No process control plan | Mass production instability |
These problems are not only production issues. They affect purchasing cost, project timing, and customer confidence.
For example, if a foam gasket fails because the sealing wall is too narrow, the buyer may need another trial. If a PET insulation film shifts because tolerance is not controlled, assembly may stop. If an adhesive-backed tape part has liner release problems, operators may spend more time peeling and positioning each part.
This is why die cutting should be reviewed as an engineering process, not just a cutting service.
What Buyers or Engineers Should Check First
Before requesting a quotation or sample, engineers should prepare key project information. This helps the supplier choose the right material, tooling, and converting process.
| Checklist Item | What to Confirm | Why It Matters |
|---|---|---|
| Application function | Sealing, bonding, insulation, cushioning, shielding | Defines material and process |
| Material type | Foam, rubber, PET, adhesive tape, felt, silicone | Affects cutting behavior |
| Thickness | Nominal thickness and tolerance | Controls fit and compression |
| Critical dimensions | Holes, edges, inner windows, sealing walls | Prevents functional failure |
| Adhesive requirement | Adhesive type, bonding surface, liner | Prevents peeling or overflow |
| Tolerance level | Critical and non-critical dimensions | Balances quality and cost |
| Assembly method | Manual, fixture, automated, screw compression | Affects handling and design |
| Testing requirement | Aging, peel, compression, sealing, insulation | Confirms real performance |
| Delivery format | Roll, sheet, individual piece, kit | Supports efficient assembly |
Not every dimension needs the tightest tolerance.
The smarter approach is to define critical dimensions. A screw hole, sealing wall, adhesive area, or insulation clearance may need tighter control. A non-functional outer edge may allow a wider tolerance.
This helps avoid unnecessary cost while protecting the function of the part.
How the Die Cutting Process Works
The die cutting process usually starts with drawing review.
The supplier checks part shape, material thickness, tolerance, hole position, minimum width, adhesive area, and application requirements. If the design has narrow ribs, small holes, sharp corners, or short hole-to-edge distance, these areas should be reviewed before tooling.
Next comes material preparation.
The material may be foam, rubber, PET film, double-sided adhesive tape, non-woven felt, silicone foam, protective film, or multilayer laminated material. Some projects require adhesive lamination before cutting.
Then tooling is prepared.
Depending on the material, volume, and precision requirement, the supplier may use flatbed die cutting, rotary die cutting, steel rule dies, precision tooling, or kiss cutting tools.
After cutting, waste removal is critical.
A part may cut correctly but fail when the waste is stripped away. This is common for soft foam, adhesive-backed parts, small holes, and narrow gasket walls.
Finally, the parts are inspected, packed, and delivered in the format required by the customer’s assembly line.
Material and Process Considerations
Different materials require different die cutting strategies.
Foam is widely used for sealing, cushioning, vibration reduction, and gap filling. But foam can compress, stretch, or tear if the wall is too narrow or the cutting pressure is too high.
Rubber is often used for sealing and anti-vibration parts. It offers good rebound but may require careful control of edge quality and thickness.
PET film is commonly used for insulation, spacing, protection, and electronic components. It usually needs clean edges, stable dimensions, and accurate hole alignment.
Adhesive tape materials are used for bonding, mounting, and assembly support. These parts often require kiss cutting, stable liner release, and adhesive overflow control.
Non-woven felt is used for acoustic insulation, anti-rattle pads, filtration, and cushioning. Engineers should consider thickness variation, fiber condition, and edge cleanliness.
Silicone foam is used where heat resistance, elasticity, or long-term recovery is required. It may need special process control because of its elastic behavior.
Choosing the wrong material can cause more problems than choosing the wrong shape.
For example, a soft foam may seal well at first but tear during die cutting if the gasket wall is too narrow. A strong adhesive may bond well but create peeling difficulty if the liner is not selected correctly. A thin PET film may insulate properly but curl during handling if tension control is poor.
This is why material selection and process design should be reviewed together.
Common Applications of Die Cut Parts
Die cut parts are used in many industries because they can be customized for shape, thickness, adhesive structure, and assembly format.
In automotive electronics, die cut foam gaskets, rubber pads, PET insulation films, and adhesive tapes are used for sealing, cushioning, insulation, and anti-rattle performance.
In consumer electronics, die cut films and adhesive parts are used in displays, speakers, cameras, batteries, housings, and wearable devices.
In industrial equipment, die cut gaskets and insulation parts help protect components from dust, vibration, heat, and electrical contact.
In appliances, foam pads, felt strips, rubber seals, and adhesive tapes are used to reduce noise, improve sealing, and support assembly.
In medical and precision devices, clean cutting, stable materials, and reliable adhesive performance are important for safety and consistency.
The application decides the engineering priority.
A gasket used for waterproof sealing needs compression and rebound control. A PET film used for insulation needs dimensional stability and edge quality. An adhesive tape part used for assembly needs liner release and bonding reliability.
How Sanken Helps Reduce Risk Before Mass Production
Sanken Manufacturing Co., Ltd. supports OEM customers with precision die cutting, material converting, adhesive lamination, foam and rubber components, PET insulation films, non-woven felt parts, sealing gaskets, and custom industrial components.
Our value is not only cutting the requested shape.
We help customers review the part before mass production.
For foam gasket projects, we check thickness, density, compression range, sealing wall width, hole position, and waste removal risk.
For adhesive-backed parts, we review adhesive type, liner release, lamination stability, kiss cutting depth, and edge overflow.
For PET and insulation films, we focus on dimensional stability, clean cutting, hole alignment, and assembly fit.
For non-woven felt and acoustic parts, we check thickness, fiber condition, cutting edge, and application environment.
This early review helps buyers reduce repeated trials, tooling changes, scrap, assembly delays, and mass production risk.

FAQ
What is die cutting used for?
Die cutting is used to produce custom-shaped parts from flexible materials such as foam, rubber, PET film, adhesive tape, non-woven felt, silicone, and insulation materials. These parts are used for sealing, bonding, cushioning, insulation, protection, sound absorption, and assembly support.
What materials can be die cut?
Common die cut materials include PU foam, EVA foam, PE foam, EPDM foam, CR foam, rubber, silicone foam, PET film, PI film, PC film, double-sided tape, protective film, non-woven felt, sponge, and multilayer laminated materials.
Is die cutting suitable for tight tolerance parts?
Yes, but tolerance depends on material type, thickness, geometry, tooling, and process control. Rigid films usually hold tighter tolerances than soft foam. Critical dimensions should be reviewed before tooling.
What is the difference between kiss cutting and through cutting?
Kiss cutting cuts the top material layer without cutting through the release liner. It is often used for adhesive-backed parts. Through cutting cuts completely through the material to create individual pieces.
Why do die cut samples fail before mass production?
Samples may fail because of unsuitable material, unrealistic tolerance, adhesive overflow, rough edges, waste removal problems, poor liner release, or part design that is too narrow or complex for stable production.
How can buyers reduce die cutting risks?
Buyers can reduce risk by sharing drawings, material requirements, tolerance priorities, application details, adhesive needs, testing requirements, and assembly method before sampling. Early supplier review helps prevent repeated trials.
Conclusion
Die cutting is a precision manufacturing process that turns flexible materials into custom functional components for sealing, bonding, insulation, cushioning, protection, and assembly. For OEM buyers and engineers, successful die cutting depends on more than shape. It depends on material behavior, tolerance control, tooling, adhesive structure, waste removal, inspection, and mass production repeatability.
At Sanken, we help customers review these details before production, so custom die cut parts can move from drawing to sample and from sample to stable mass production with fewer risks.