
What Is the Difference Between Perforation and Die Cutting?
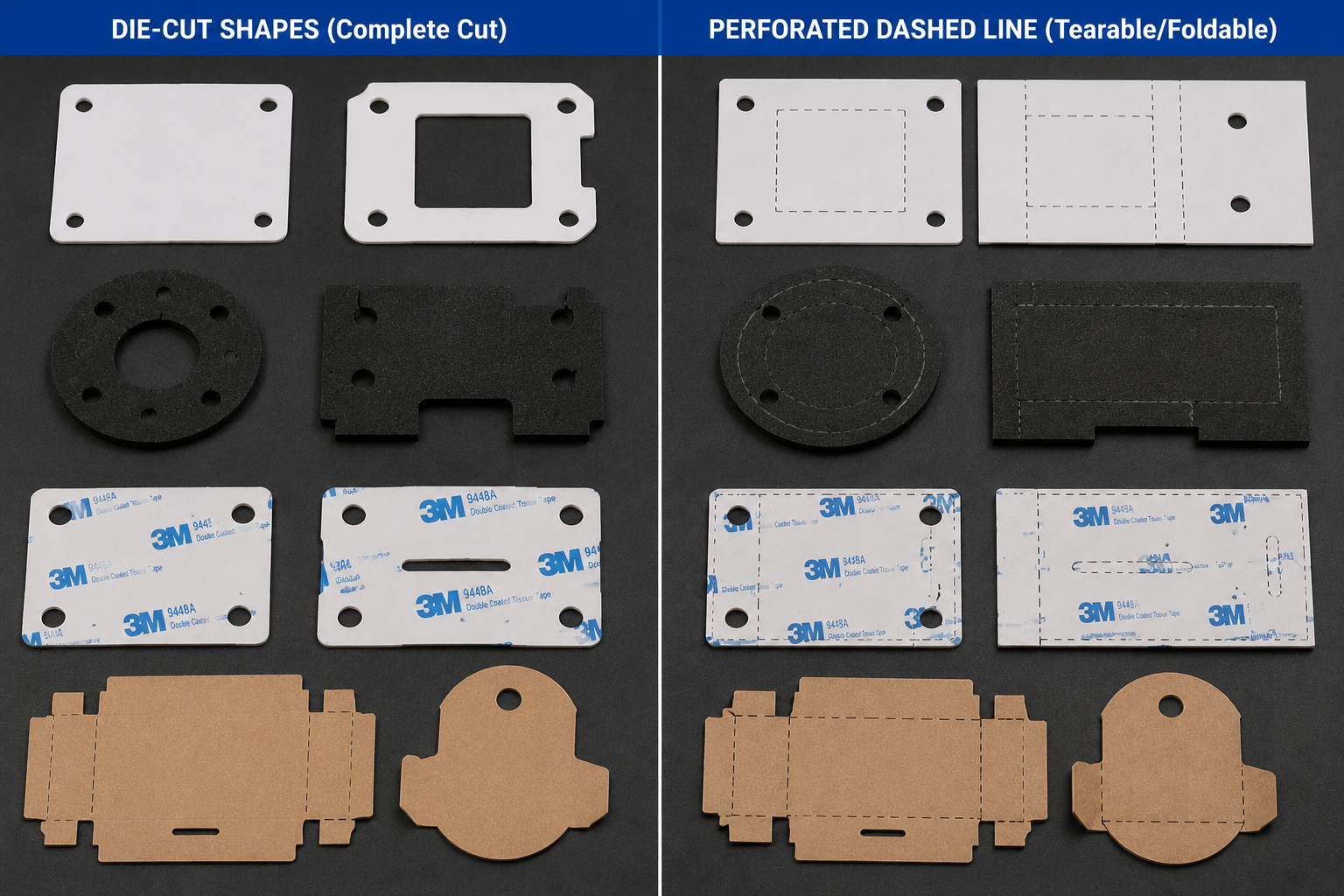
Perforation and die cutting are both cutting processes, but they are not the same. Die cutting cuts a material into a specific shape, while perforation creates a line of small cuts, holes, or weak points so the material can be torn, folded, vented, or separated later.
A simple way to understand it is:
Die cutting makes the part. Perforation controls how the part tears, bends, breathes, or separates.
For packaging, labels, adhesive tapes, foam parts, paper products, films, medical materials, non-woven fabric, and industrial components, choosing the wrong process can create real problems. A part may tear too early, fail to peel cleanly, block airflow, waste material, or slow down assembly.
For OEM buyers, the real question is not only “What is the difference between perforation and die cutting?” The better question is:
“Does my material need a finished shape, a controlled tear line, or both?”
What Is Die Cutting?
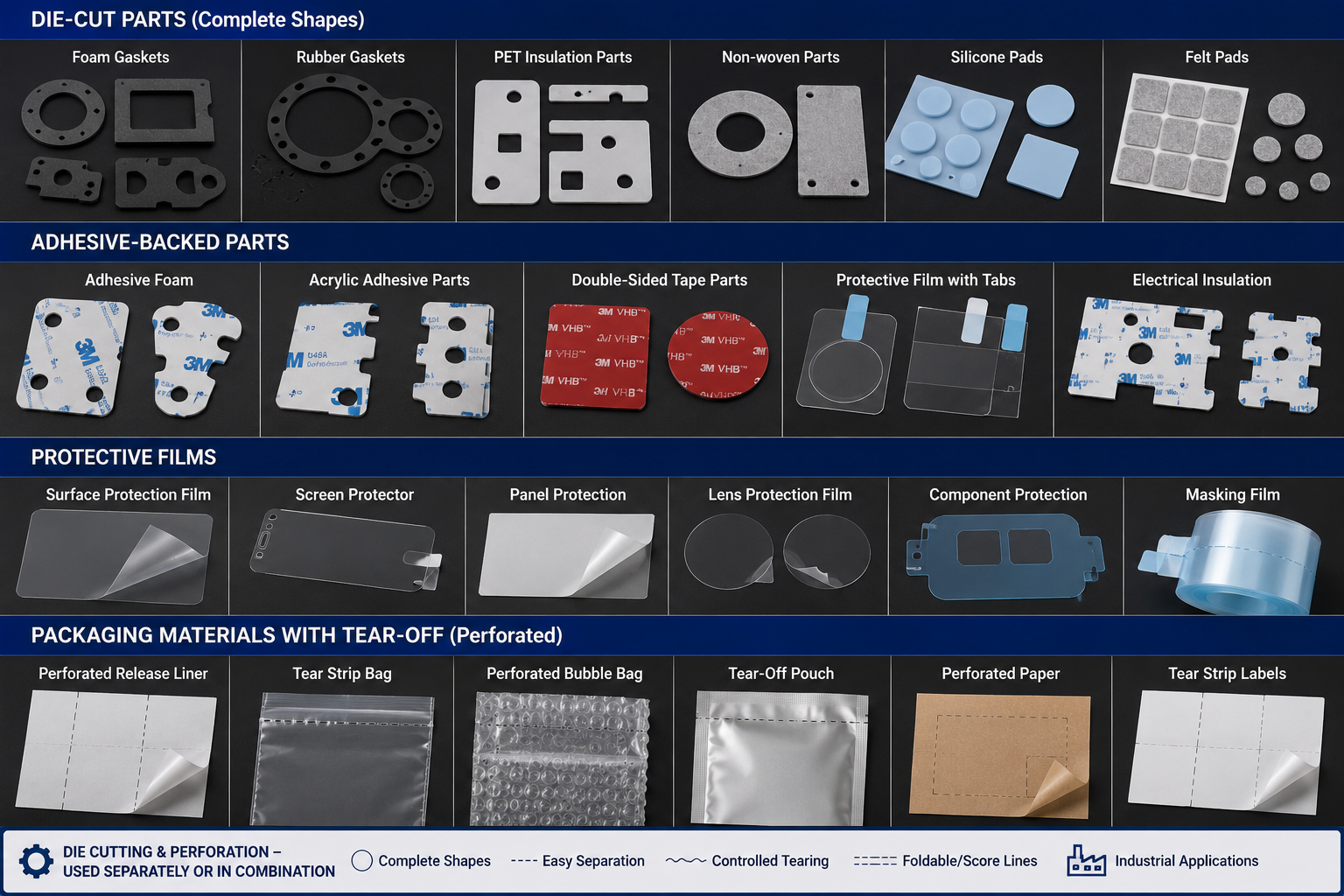
Die cutting is a process that cuts material into a custom shape using a die, blade, rotary tool, flatbed tool, or digital cutting system.
It can create:
- Gaskets
- Pads
- Labels
- Stickers
- Foam spacers
- Rubber seals
- PET insulation films
- Protective films
- Adhesive tape parts
- Non-woven filters
- Packaging inserts
- Display film components
In industrial manufacturing, die cutting is used when the final part needs a defined shape, size, hole, window, frame, or outline.
For example, a PET insulation film for electronics may be die cut to fit around a battery. A foam gasket may be die cut to match a housing. A double-sided tape frame may be die cut so workers can peel and apply it quickly during assembly.
Die cutting focuses on shape accuracy, edge quality, tolerance, material behavior, and production consistency.
What Is Perforation?
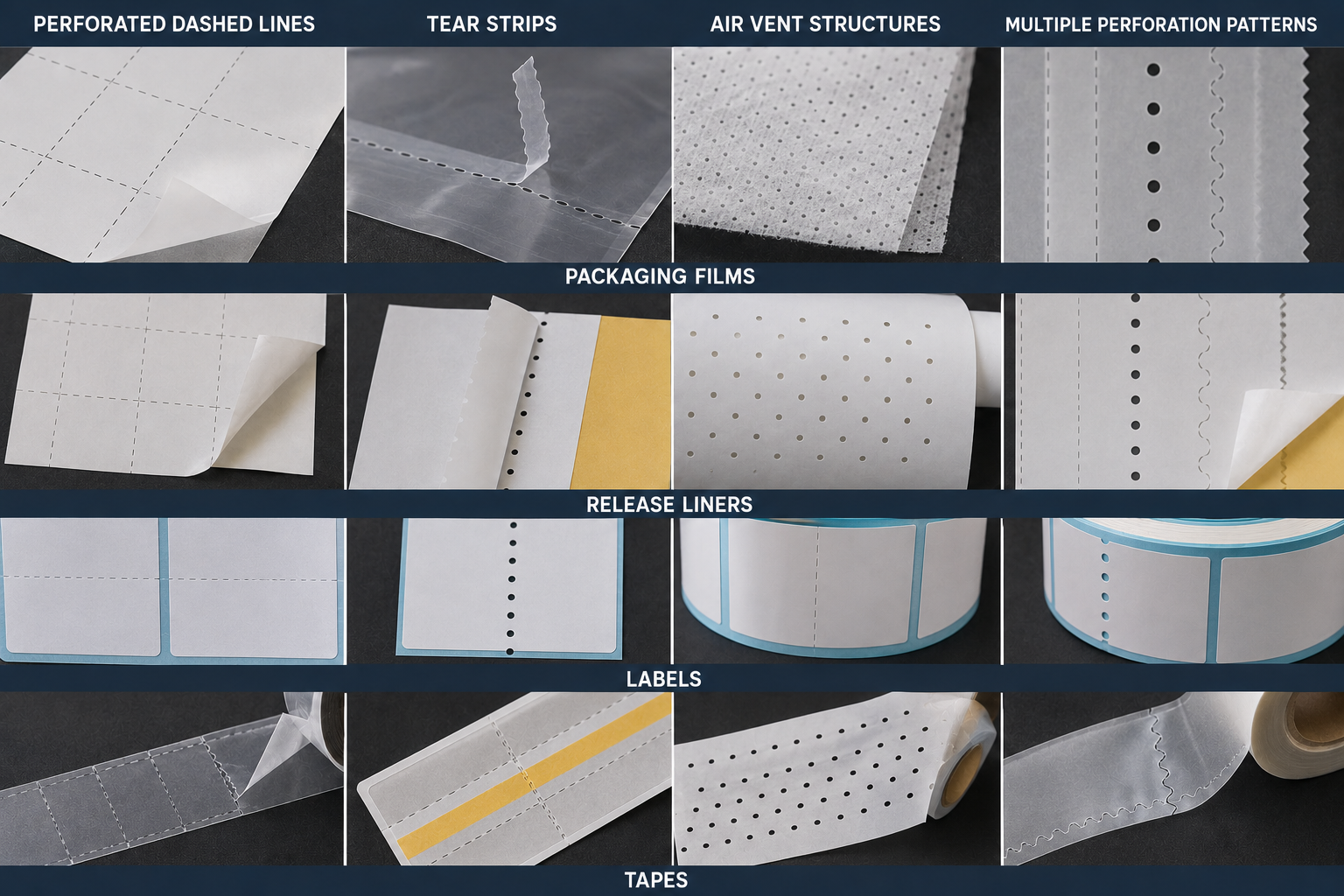
Perforation is a process that creates a row or pattern of small cuts, slits, holes, or weakened sections in a material.
The material is not usually fully separated immediately. Instead, the perforation allows it to tear, fold, vent, or separate more easily later.
Perforation is commonly used for:
- Tear-off labels
- Packaging openings
- Ticket stubs
- Coupon sheets
- Medical packaging
- Release liners
- Adhesive tapes
- Paper forms
- Plastic films
- Venting films
- Non-woven materials
- Protective covers
A perforation line can be strong or weak depending on the cut length, gap length, material thickness, and tear direction.
For example, a package may need a perforated opening line so the user can open it cleanly. A release liner may need perforation so operators can separate sections during assembly. A venting film may need small holes to allow air movement while still protecting the surface.
The Main Difference Between Perforation and Die Cutting
The biggest difference is the purpose.
Die cutting creates a final shape. Perforation creates controlled weakness or openings.
| Point | Die Cutting | Perforation |
|---|---|---|
| Main purpose | Cut material into a finished shape | Create tear, fold, vent, or separation line |
| Cutting result | Part is separated or kiss-cut from material | Material often stays connected |
| Common use | Gaskets, labels, films, pads, seals | Tear lines, vents, easy-open packaging |
| Key concern | Shape accuracy and edge quality | Tear strength and spacing control |
| Production risk | Poor fit, burrs, difficult peeling | Tears too easily or not easily enough |
| Typical materials | Foam, rubber, PET, tape, film, paper | Paper, film, tape, liner, non-woven, packaging |
A die-cut part is usually designed to be used as a component.
A perforated part is usually designed to be separated, opened, folded, or ventilated later.
When Should You Use Die Cutting?
Use die cutting when the material needs a finished shape.
This is common when the part must fit into a product assembly.
Examples include:
- A foam pad that must fit behind an automotive trim panel
- A rubber gasket that must seal a housing
- A PET film that must insulate a battery area
- A protective film that must match a display screen
- A double-sided tape frame that must bond a plastic cover
- A non-woven filter that must fit inside a device
Die cutting is the right choice when dimensions, holes, outer edges, inner windows, and assembly fit matter.
If the part must be peeled from a liner, kiss cutting may also be used. Kiss cutting cuts the top material layer without cutting through the backing liner. This is common for adhesive-backed components.
When Should You Use Perforation?
Use perforation when the material should stay connected first but separate or open later.
This is common in packaging, labels, rolls, liners, and disposable products.
Examples include:
- A tear-off label
- An easy-open packaging strip
- A ticket or coupon line
- A release liner split line
- A breathable film area
- A roll material that needs controlled separation
- A medical package that needs clean opening
- A protective cover that must be removed in sections
Perforation is useful when users or operators need control.
The material should not fall apart too early, but it should also not be too hard to tear.
Can One Part Use Both Perforation and Die Cutting?
Yes. Many products use both processes.
For example:
- A label may be die cut into shape and perforated for tear-off sections.
- A packaging insert may be die cut to size and perforated for folding.
- A release liner may be die cut with adhesive parts and perforated for easier removal.
- A protective film may be die cut to fit a screen and perforated to create peel tabs.
- A medical adhesive part may be die cut to shape and perforated for easier liner removal.
This is important for production efficiency.
A part may need die cutting for fit, but perforation for handling. If the customer only considers the outline shape and ignores how operators will remove or tear the part, assembly may become slow.
Why Perforation Quality Matters
Perforation looks simple, but poor perforation can cause serious problems.
If the perforation is too weak, the material may tear during production, transport, or application.
If it is too strong, users may struggle to open or separate it.
If the perforation spacing is inconsistent, the tear line may become uneven.
If the cuts are too deep, the material may break too early.
If the cuts are too shallow, the tear may not follow the intended line.
For packaging and medical products, poor perforation can create a bad user experience. For industrial liners and adhesive components, it can slow down assembly and increase scrap.
Why Die Cutting Quality Matters
Poor die cutting can also create production problems.
Common issues include:
- Rough edges
- Burrs
- Wrong dimensions
- Adhesive lifting
- Foam compression
- Film cracking
- Poor hole accuracy
- Difficult waste stripping
- Liner damage
- Part deformation
These defects may affect fit, sealing, bonding, cleanliness, and assembly speed.
For electronics, automotive, medical, display, and battery applications, die-cut quality is not only about appearance. It affects product reliability.
Material Behavior Changes the Process Choice
Different materials behave differently during die cutting and perforation.
PET film may need clean cutting and static control.
Foam may compress under pressure.
Rubber may stretch or deform.
Non-woven fabric may shed fibers.
Adhesive tape may stick to tooling or lift at the edge.
Paper may tear easily if perforation is too aggressive.
This is why process selection should consider the material, not only the drawing.
A perforation pattern that works on paper may not work on PET film. A die-cutting method that works for thin film may not be suitable for thick foam.
What Buyers Should Confirm Before Choosing
Before deciding between perforation and die cutting, buyers should ask:
- Does the part need a final custom shape?
- Does the material need to tear or separate later?
- Does it need both cutting and perforation?
- What material is being processed?
- Is the part adhesive-backed?
- Does it need a release liner?
- What tear strength is required?
- What tolerance is required?
- Will the part be applied manually or automatically?
- Should the finished parts be supplied in sheets, rolls, or kits?
- Will the material face heat, humidity, compression, or bending?
- Does the edge need to be clean or low-particle?
These questions help avoid wrong process selection.
How Sanken Supports Cutting and Perforation Projects
For OEM projects, Sanken Manufacturing helps customers review the real purpose behind the part.
Some customers need a clean die-cut shape. Some need a controlled tear line. Others need both.
Sanken supports precision die cutting, rotary die cutting, kiss cutting, adhesive tape converting, PET film die cutting, foam converting, rubber gasket cutting, non-woven fabric converting, protective film processing, liner control, and custom perforation solutions.
The focus is not only cutting material. The focus is helping the part work correctly during peeling, tearing, folding, bonding, sealing, packaging, and final assembly.
Conclusion
Perforation and die cutting are related, but they are different processes. Die cutting creates a finished shape. Perforation creates a controlled tear line, fold line, vent pattern, or separation point.
Use die cutting when the part must fit a product, seal a gap, bond a surface, insulate a component, or protect an assembly. Use perforation when the material needs to tear, open, fold, breathe, or separate later.
For OEM buyers, the best solution may be die cutting, perforation, or a combination of both. The right choice depends on the material, application, assembly method, and final product function.