
What Is the Best Die Cutting Method?
The best die cutting method depends on the material, order volume, tolerance, thickness, adhesive structure, and how the final part will be assembled. There is no single “best” method for every project.
For a thin adhesive film in roll form, rotary die cutting may be the best choice.
For thick foam or rubber sheets, flatbed die cutting may be better.
For a prototype or low-volume custom shape, digital cutting may be more practical.
For high-volume adhesive-backed parts, kiss cutting on a liner can improve assembly speed.
For OEM buyers, the real question is not “Which die cutting method is the best?” The better question is:
“Which die cutting method gives the cleanest, most stable, and most cost-effective result for my material and production goal?”
A wrong method can create rough edges, adhesive lifting, poor fit, material deformation, waste stripping problems, or slow assembly. The part may look simple, but the process choice can decide whether mass production runs smoothly.
Start With the Part Function, Not the Machine
Many buyers start by asking for a specific machine process. That can be risky.
A better starting point is the part function.
Ask what the part needs to do:
- Seal a gap
- Cushion a component
- Bond two surfaces
- Protect a screen
- Insulate a battery
- Reduce vibration
- Block dust
- Support a sensor
- Fit into a tight assembly
- Peel cleanly from a liner
The best die cutting method should support that function.
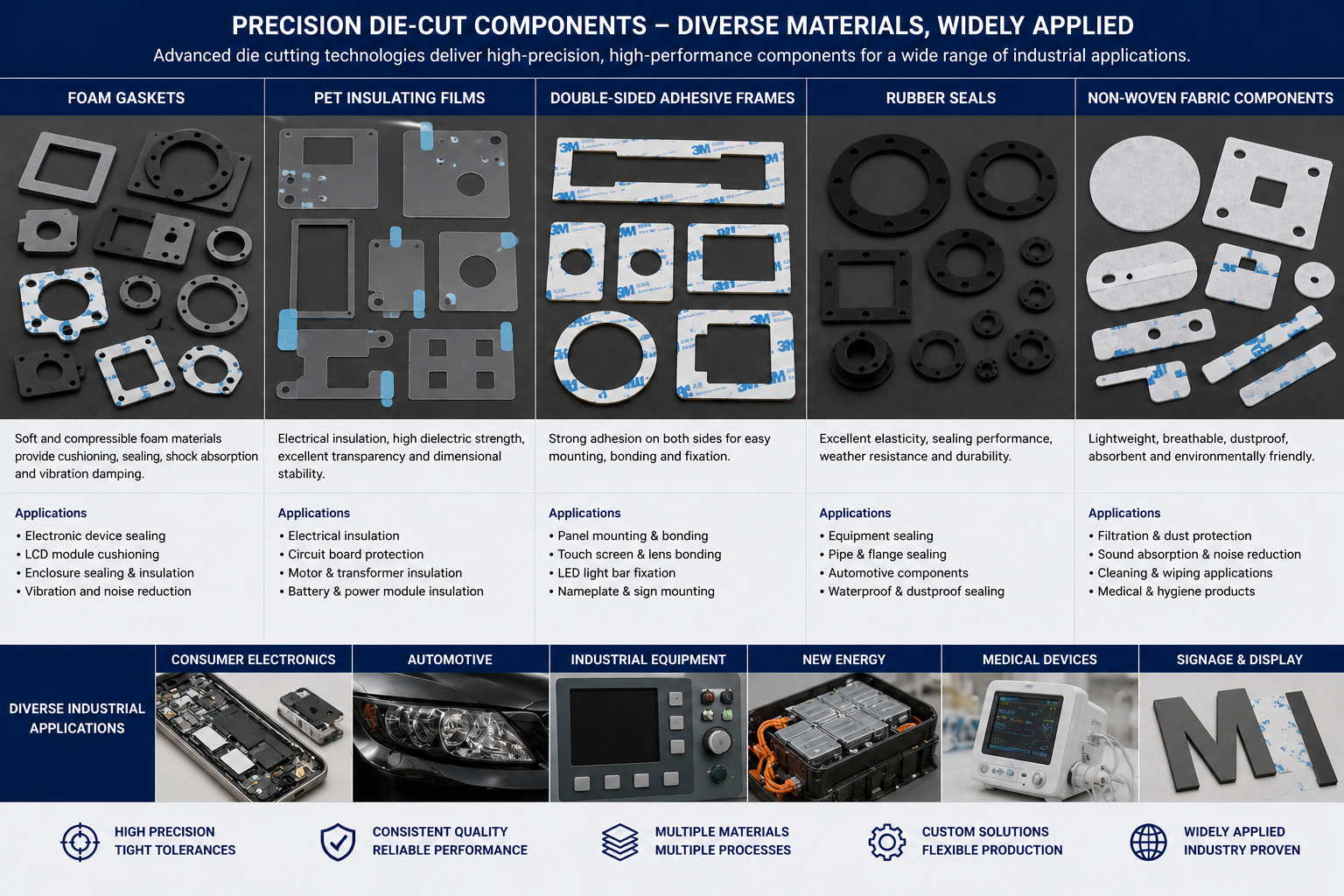
For example, a foam gasket needs compression control. A PET insulation film needs clean edges and accurate dimensions. A double-sided tape frame needs good liner release. A display film needs cleanliness and low particle risk.
The same shape may need different cutting methods depending on the material and application.
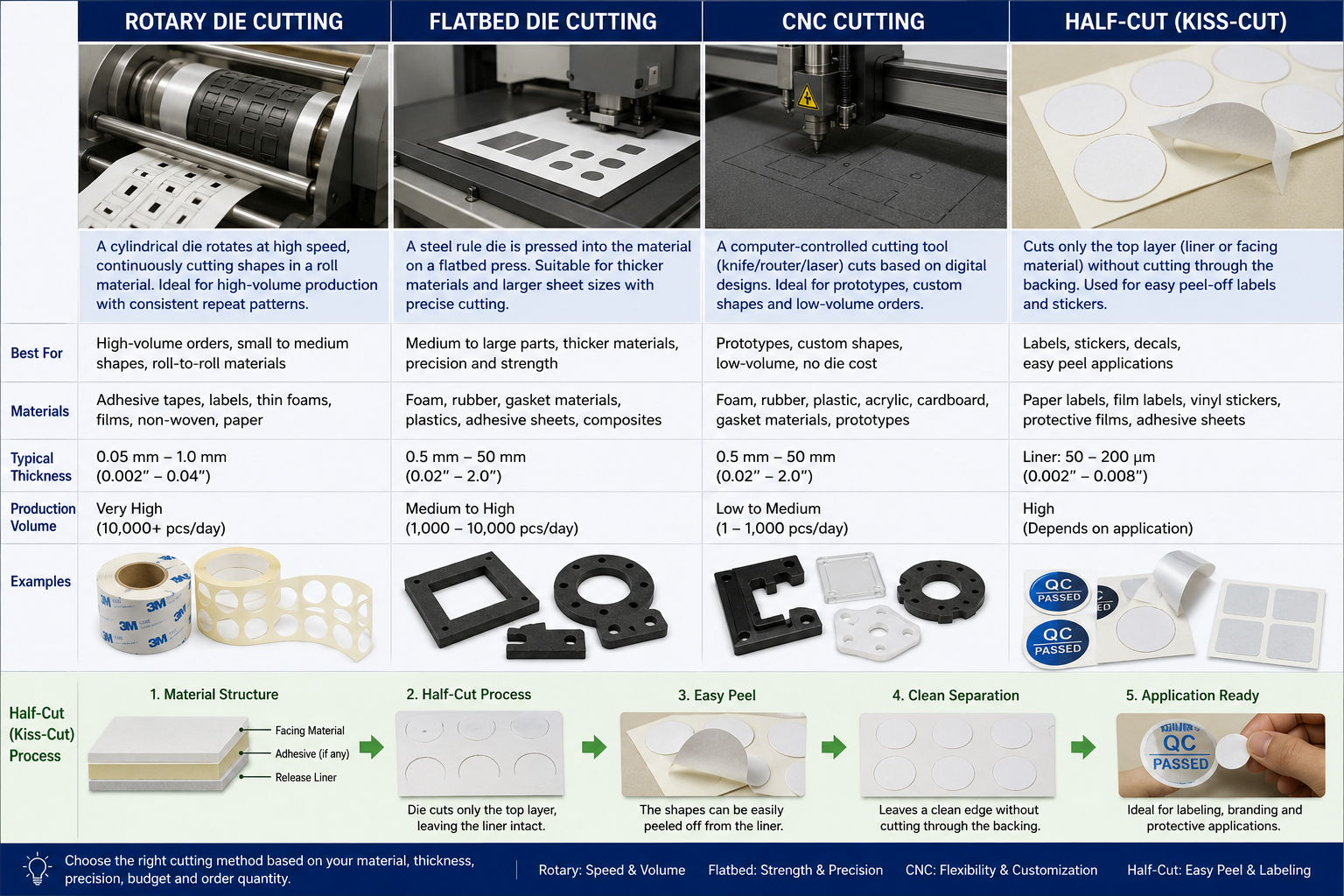
Rotary Die Cutting: Best for High-Volume Roll Materials
Rotary die cutting is often the best method for high-volume roll-to-roll production.
It uses a cylindrical die that rotates with the material. This makes it fast and efficient for continuous production.
Rotary die cutting is commonly used for:
- Adhesive tapes
- Foam tapes
- PET films
- Protective films
- Labels
- Non-woven materials
- Thin gaskets
- Insulation films
- Medical adhesive parts
- Display auxiliary films
Its biggest advantage is speed and consistency.
If the product needs thousands or millions of similar parts, rotary die cutting can reduce unit cost and improve production efficiency.
Rotary die cutting is also strong for kiss cutting. This means the top material can be cut while the release liner remains intact. For adhesive-backed parts, this is very useful because operators can peel and apply the part directly.
However, rotary die cutting is not always best for thick, rigid, or difficult-to-strip materials. Tooling cost may also be higher for short runs.
Flatbed Die Cutting: Best for Thicker Sheets and Flexible Volumes
Flatbed die cutting uses a flat die that presses down into the material.
It is often suitable for sheet materials, thicker foam, rubber, sponge, felt, non-woven fabric, and some packaging materials.
Flatbed die cutting is useful when the project needs:
- Medium-volume production
- Thicker materials
- Larger parts
- Foam or rubber gaskets
- Packaging inserts
- Automotive NVH pads
- Acoustic materials
- Prototype-to-production flexibility
Compared with rotary die cutting, flatbed die cutting is usually slower. But it can handle certain materials more easily, especially when thickness or compression behavior makes rotary cutting difficult.
For example, a thick foam pad may deform under continuous roll tension. A flatbed process may control the shape better.
Flatbed die cutting can be a strong choice when production volume is not extremely high and the material needs careful pressure control.
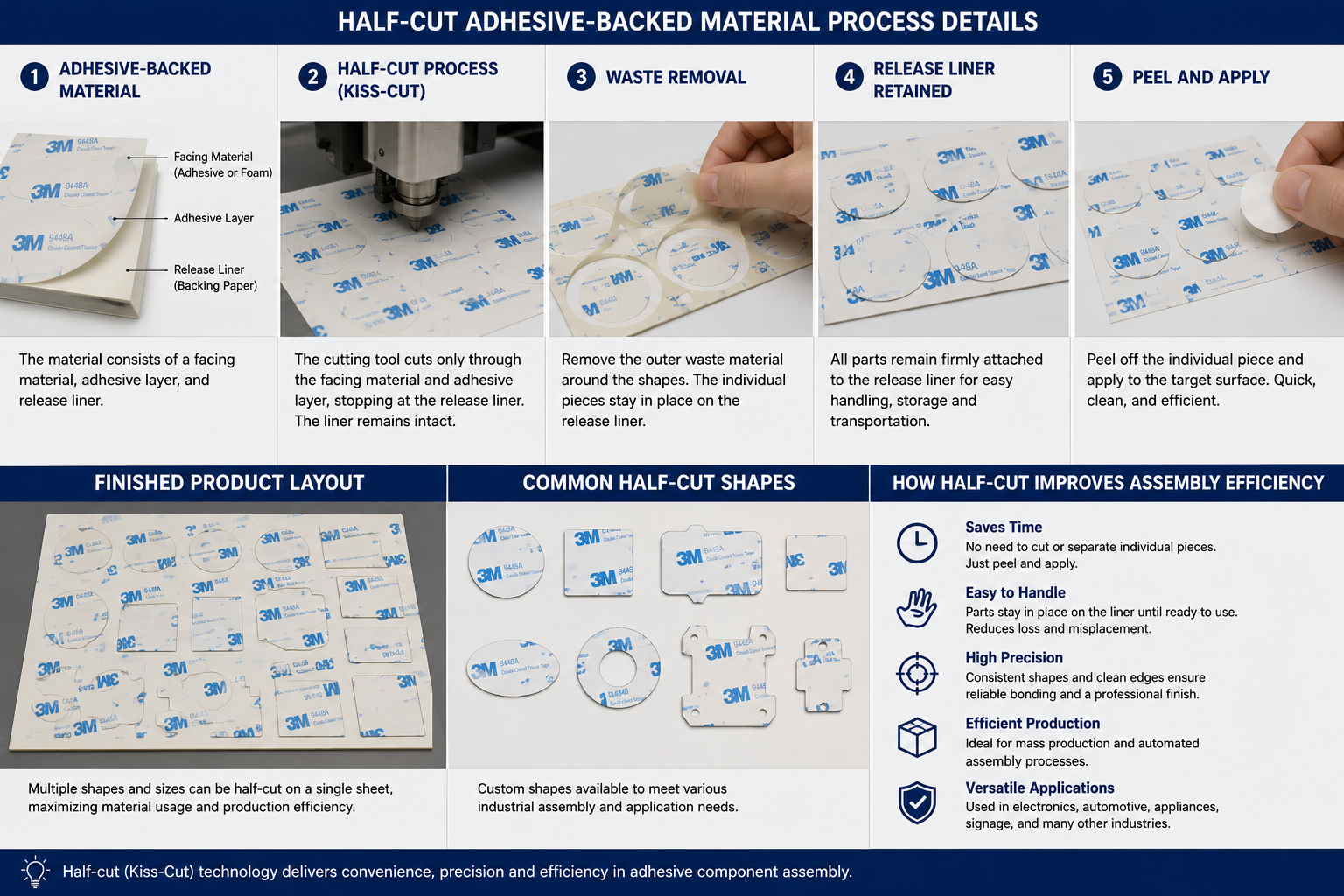
Kiss Cutting: Best for Adhesive-Backed Parts
Kiss cutting is not a separate machine category. It is a cutting method where the blade cuts through the top material but does not cut through the release liner.
It is widely used for:
- Double-sided tape parts
- PET adhesive films
- Foam tape gaskets
- Protective films
- Labels
- Display film parts
- Battery insulation patches
- Medical adhesive layers
Kiss cutting is valuable because it makes parts easier to use during assembly.
Instead of receiving loose small parts, the customer receives parts arranged on a liner. Operators can peel, position, and apply them quickly.
But kiss cutting must be controlled carefully.
If the cut is too shallow, parts will not peel cleanly.
If the cut is too deep, the liner may tear.
If the adhesive edge is damaged, the part may lift or leave residue.
For adhesive components, kiss cutting quality often affects assembly speed more than buyers expect.
Digital Cutting: Best for Prototypes and Low Volume
Digital cutting uses a computer-controlled blade or tool to cut shapes without traditional die tooling.
It is useful for:
- Prototypes
- Design testing
- Low-volume orders
- Sample validation
- Fast design changes
- Early-stage product development
The main advantage is flexibility. Buyers can test several designs without paying for multiple cutting dies.
However, digital cutting is usually slower than rotary or flatbed die cutting. It may not be the best choice for high-volume mass production.
Digital cutting is best when the design is still changing. Once the design is stable and volume increases, rotary or flatbed die cutting may become more efficient.
Laser Cutting: Useful, but Not Always Suitable
Laser cutting can create precise shapes without physical tooling. It is useful for some materials and complex designs.
However, laser cutting is not always suitable for foam, adhesive tape, rubber, optical film, or materials that may burn, melt, discolor, release odor, or leave heat-affected edges.
For display films, adhesive layers, foam gaskets, and clean electronic components, heat damage can be a problem.
Laser cutting may be useful for some prototypes or hard materials, but buyers should test edge quality, odor, discoloration, and material performance before choosing it for production.
Which Method Is Best by Application?
The best method changes by project.
| Application | Recommended Direction |
|---|---|
| High-volume adhesive tape parts | Rotary die cutting with kiss cutting |
| Thick foam pads | Flatbed die cutting |
| PET insulation films | Rotary or flatbed die cutting depending on volume |
| Display protective films | Clean rotary die cutting or precision flatbed cutting |
| Rubber gaskets | Flatbed die cutting for many thicknesses |
| Prototype samples | Digital cutting |
| Packaging inserts | Flatbed die cutting |
| Labels and stickers | Rotary kiss cutting |
| Medical adhesive parts | Rotary die cutting with controlled liner handling |
| Automotive NVH pads | Flatbed or rotary depending on material format |
A good supplier should not force one method on every project. The method should match the material, function, quantity, and assembly process.
Material Behavior Decides the Process
Different materials behave differently during cutting.
Foam compresses.
Rubber stretches.
PET film may attract static dust.
Adhesive tape may lift or flow at the edge.
Non-woven fabric may shed fibers.
TPU film may deform under tension.
Optical film may scratch or trap particles.
This is why the “best” die cutting method cannot be chosen from the drawing alone.
The supplier should understand the material stack:
- Base material
- Adhesive layer
- Release liner
- Thickness tolerance
- Compression behavior
- Edge quality requirement
- Cleanliness requirement
- Final assembly method
A clean drawing does not always mean easy production.
Common Mistakes Buyers Make
Choosing Only by Price
The cheapest process may create higher scrap, slower assembly, and more complaints.
Ignoring Volume
A prototype method may not work well for mass production.
Forgetting the Liner
For adhesive-backed parts, liner choice can affect peeling and placement.
Setting Unrealistic Tolerance
Soft materials cannot always hold the same tolerance as hard plastic or metal.
Testing Only the First Sample
A sample may look fine, but mass production may reveal waste stripping, curling, or adhesive lifting problems.
What Buyers Should Confirm Before Choosing a Die Cutting Method
Before selecting a process, confirm:
- What material will be cut?
- Is the material supplied in rolls or sheets?
- What is the order volume?
- Does the part need adhesive backing?
- Is kiss cutting required?
- What tolerance is truly necessary?
- Does the part need clean edges?
- Will it be assembled manually or automatically?
- Is waste stripping difficult?
- Will the part face heat, humidity, vibration, or compression?
- Should finished parts be supplied in rolls, sheets, or kits?
- Is the design final or still changing?
These questions help prevent choosing the wrong method too early.
How Sanken Helps Choose the Right Method
At Sanken Manufacturing, we help customers choose the die cutting method based on the application, not only the drawing.
A customer may need a foam gasket, PET film, rubber seal, adhesive tape frame, non-woven filter, or protective film. But the real issue may be poor bonding, difficult peeling, screen pressure, noise, dust leakage, compression failure, or unstable batch quality.
Sanken supports rotary die cutting, flatbed die cutting, kiss cutting, adhesive lamination, foam converting, PET film die cutting, rubber gasket cutting, non-woven converting, and prototype-to-mass-production support.
The goal is to help customers reduce trial-and-error and receive parts that fit, peel, bond, seal, and assemble reliably.
Conclusion
The best die cutting method depends on the material, volume, tolerance, adhesive structure, and final application.
Rotary die cutting is often best for high-volume roll materials. Flatbed die cutting is often better for thicker sheets, foam, rubber, and flexible production. Kiss cutting is ideal for adhesive-backed parts. Digital cutting is useful for prototypes and low-volume design testing.
For OEM buyers, the best method is not the fastest or cheapest one on paper. It is the process that produces stable parts, reduces assembly risk, and performs consistently in real production.