
Why Do Die Cut Adhesive Parts Fail After Assembly?
Die cut adhesive parts usually fail after assembly because the adhesive, material structure, surface condition, pressure, liner, or application process was not matched to the real product environment. The part may look perfect before assembly, but after heat, humidity, vibration, compression, or handling, problems begin to appear.
Common failures include edge lifting, peeling, adhesive residue, bubbles, shifting, weak bonding, liner tearing, foam collapse, and poor sealing.
For OEM buyers, the real question is not only “Why did the adhesive part fail?” The better question is:
“Which hidden factor was missed before mass production?”
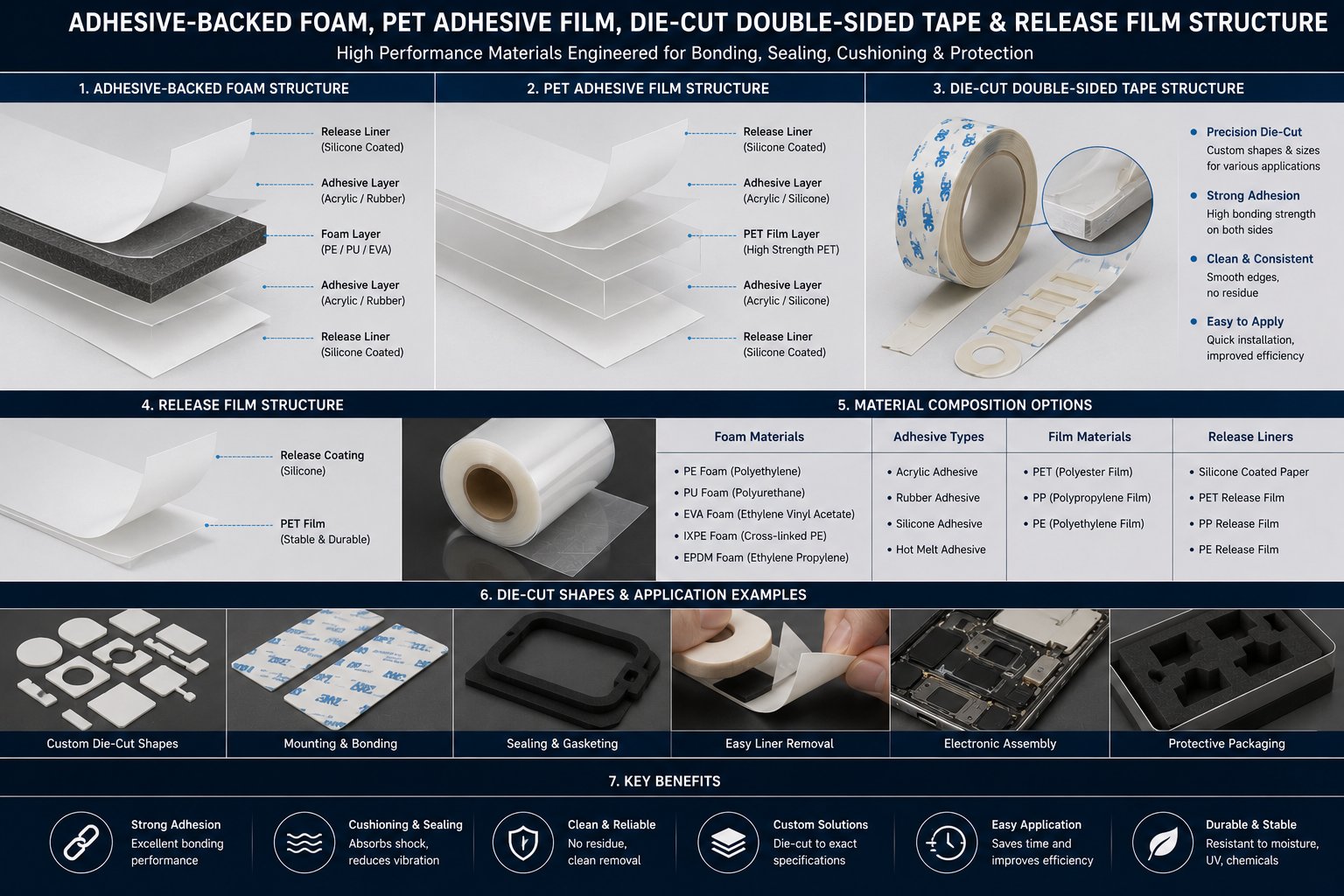
A die cut adhesive part is not just a shape with glue. It is a complete structure: base material, adhesive layer, release liner, die cut design, bonding surface, assembly pressure, and final use condition. If one part of this structure is wrong, the finished product may fail after assembly.
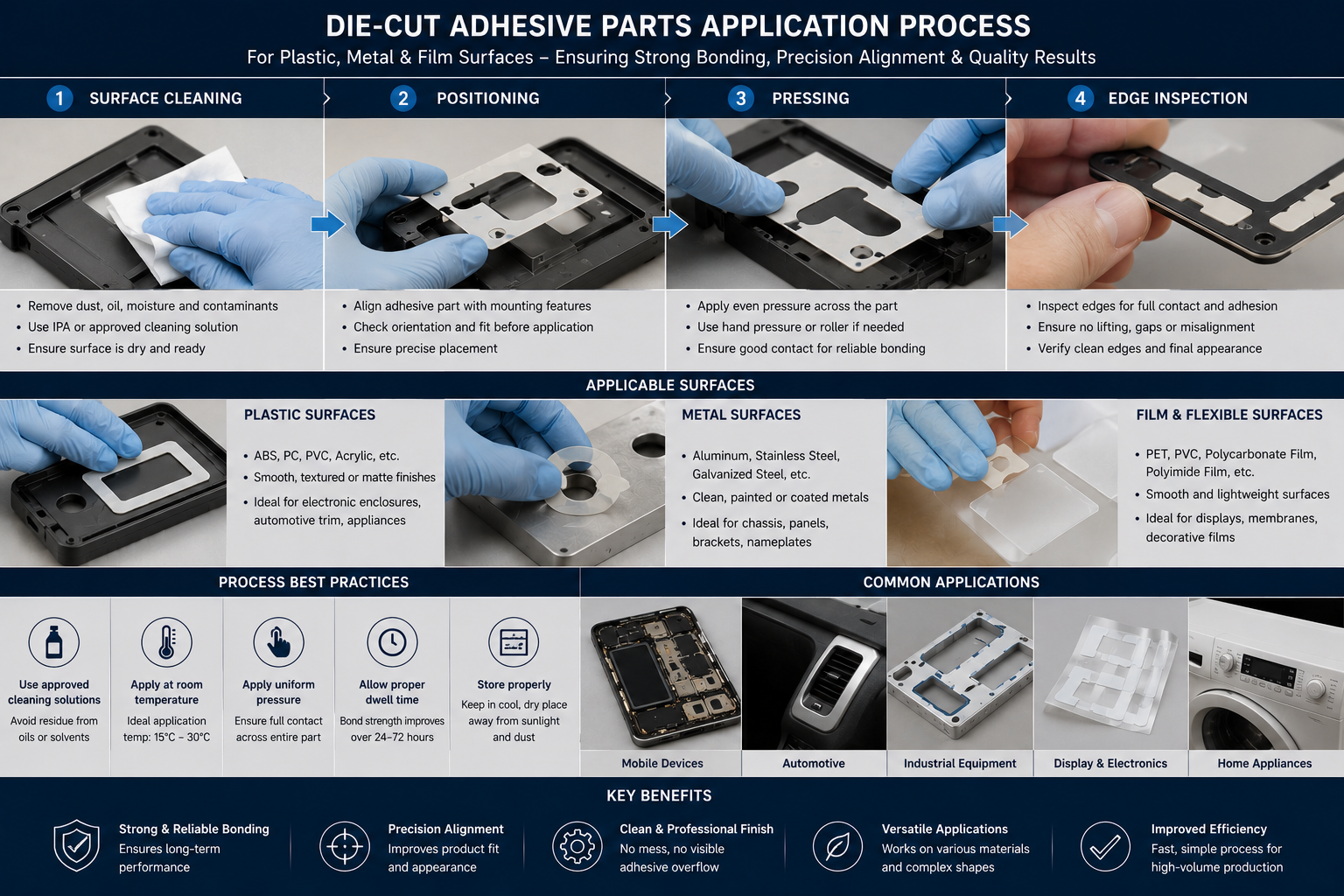
1. The Surface Was Not Clean Enough
One of the most common reasons adhesive parts fail is poor surface cleanliness.
Adhesive needs direct contact with the bonding surface. If dust, oil, moisture, release agent, fingerprints, powder, or coating residue remains on the surface, the adhesive bonds to contamination instead of the product.
This can cause:
- Weak initial bonding
- Edge lifting
- Peeling after aging
- Bubbles
- Adhesive transfer
- Unstable assembly quality
This problem is especially common with injection molded plastic parts. Mold release agents may remain on the surface. Even if the part looks clean, the adhesive may not bond well.
For automotive, electronics, display, medical, and industrial assemblies, surface cleaning should be part of the production process, not a last-minute manual action.
2. The Adhesive Does Not Match the Surface
Not all adhesives work on all materials.
Acrylic adhesive, rubber adhesive, silicone adhesive, removable adhesive, and high-temperature adhesive all behave differently.
The bonding surface may be:
- ABS plastic
- PC plastic
- PP plastic
- PE plastic
- Metal
- Glass
- Painted surface
- Powder-coated surface
- Rubber
- Foam
- PET film
- Silicone surface
Low-surface-energy plastics such as PP and PE are difficult to bond. Silicone rubber is also difficult for many standard adhesives.
A tape that bonds well to metal may fail on textured plastic. A protective adhesive that removes cleanly from glass may not perform the same on coated plastic.
This is why adhesive selection should be tested on the real production surface, not only on a standard test panel.
3. Not Enough Pressure Was Applied
Pressure-sensitive adhesive needs pressure to work properly.
When pressure is applied, the adhesive flows into tiny surface irregularities and creates better contact. If the operator only places the part lightly, the bond may look fine at first but fail later.
Poor pressure can cause:
- Low bond strength
- Poor wet-out
- Edge lifting
- Early peeling
- Weak sealing
- Uneven bonding
This is common with small die cut parts, narrow adhesive strips, foam tape gaskets, and frame-shaped adhesive parts.
A roller, fixture, or controlled pressing step may be needed for stable bonding. Manual finger pressure is often not consistent enough for mass production.
4. The Part Was Stressed Too Soon
Many adhesives do not reach full strength immediately.
After application, the adhesive continues to wet the surface and build bond strength over time. If the assembly is bent, pulled, packed, tested, or loaded too soon, the adhesive may fail before the bond becomes stable.
This can happen when:
- Parts are assembled too quickly.
- Products are packed immediately after bonding.
- The adhesive part is under bending stress.
- The bonded surface is curved.
- The part faces vibration before bond strength develops.
For high-volume production, curing time or dwell time should be included in the process plan.
A part that passes instant inspection may still fail after shipment if it was stressed too early.
5. The Adhesive Thickness Was Wrong
Adhesive thickness affects bonding performance.
If the adhesive layer is too thin, it may not contact textured or uneven surfaces well.
If it is too thick, it may create pressure, squeeze out at the edge, shift during assembly, or affect final product tolerance.
For die cut adhesive parts used in displays, sensors, batteries, and electronics, total thickness is critical.
The total structure may include:
film or foam + adhesive + release liner during handling
Buyers should not only check the base material thickness. They should confirm the full laminated structure and tolerance.
A small thickness error can cause screen pressure marks, sensor offset, poor sealing, or difficult assembly.
6. The Release Liner Was Not Suitable
Release liner problems are often ignored until assembly starts.
The liner controls how the adhesive part is peeled and applied. If the release force is too high, small parts may stretch, deform, or tear during peeling. If the release force is too low, parts may lift during storage, transport, or handling.
Poor liner selection can cause:
- Difficult peeling
- Part deformation
- Liner tearing
- Adhesive transfer
- Slow assembly
- Operator mistakes
- High scrap rate
For kiss-cut adhesive parts, cutting depth and liner strength must work together.
If the cut is too deep, the liner may break. If the cut is too shallow, the part may not peel cleanly.
7. The Die Cut Design Creates Stress
Some adhesive parts fail because the shape itself creates stress.
Common risky designs include:
- Very narrow strips
- Sharp internal corners
- Thin adhesive frames
- Small rings
- Long unsupported edges
- Very small peel tabs
- Tight hole spacing
- Large parts on curved surfaces
Sharp corners can become starting points for peeling. Narrow strips may stretch during peeling. Thin frames may deform during waste removal. Large adhesive parts may trap air during application.
A good die cut design should consider how the part is peeled, placed, pressed, and used.
The drawing may look correct, but the production behavior may still be poor.
8. Heat, Humidity, or Aging Was Not Tested
Some adhesive failures appear only after environmental exposure.
A part may bond well at room temperature but fail after:
- Heat aging
- Humidity exposure
- Temperature cycling
- UV exposure
- Vibration
- Compression
- Chemical contact
- Long-term storage
In automotive interiors, temperatures can become high. In electronics, heat may come from batteries, circuits, or displays. In medical and wearable products, sweat, moisture, or cleaning fluids may affect adhesive performance.
Testing should reflect the real use environment.
A sample that looks good after one hour is not enough for products that must last months or years.
9. Foam or Film Behavior Was Not Considered
Many adhesive parts are laminated to foam, PET film, TPU film, rubber, or non-woven material.
Each material behaves differently.
Foam can compress and lose rebound.
PET film can curl if lamination tension is poor.
TPU film can stretch.
Rubber may deform.
Non-woven fabric may shed fibers.
Adhesive tape may flow at the edge.
If the base material changes after assembly, the adhesive part may fail even if the glue is suitable.
For example, foam tape may lift because the foam collapses. PET adhesive film may peel because the film curls. A non-woven adhesive part may fail because fibers reduce bonding area.
The adhesive cannot be evaluated alone. The whole material stack must be reviewed.

10. Packaging and Storage Were Poor
Adhesive parts can fail before they reach the assembly line if packaging or storage is poor.
Risks include:
- Dust contamination
- Moisture absorption
- Liner deformation
- Adhesive blocking
- Edge sticking
- Film curling
- Foam compression
- Temperature exposure
- Long storage time
Finished die cut adhesive parts should be packed based on material behavior and customer use method.
Small parts may need sheet format. Roll parts need tension control. Clean display films may need anti-static and dust-controlled packaging. Foam adhesive parts may need protection from compression.
Good packaging protects the adhesive function, not only the appearance.
How to Prevent Die Cut Adhesive Part Failure
Before mass production, buyers should confirm:
- What surface will the part bond to?
- Is the surface clean, coated, textured, or low surface energy?
- Is the adhesive permanent or removable?
- What pressure will be applied during assembly?
- How long should the bond build before stress?
- What temperature and humidity will the part face?
- Does the part need foam, film, rubber, or non-woven backing?
- Is the liner easy to peel?
- Does the shape create peeling stress?
- Will the part be applied manually or automatically?
- Does the part need clean packaging?
- Has the part been tested under real use conditions?
These questions help prevent failures that are not visible in the first sample.
How Sanken Helps Reduce Adhesive Part Failure
Sanken Manufacturing helps OEM customers review die cut adhesive parts from the full assembly perspective.
Instead of only cutting the shape, we help evaluate material selection, adhesive matching, liner design, die cut tolerance, kiss-cut depth, waste stripping, surface bonding risk, packaging format, and mass production handling.
For adhesive projects, Sanken supports double-sided tape die cutting, foam tape converting, PET adhesive film processing, protective film converting, adhesive lamination, kiss cutting, pull-tab design, prototype testing, and mass production supply.
The goal is to help customers reduce edge lifting, peeling, residue, bubbles, poor fit, difficult peeling, and late-stage assembly failures.
Conclusion
Die cut adhesive parts fail after assembly because of surface contamination, wrong adhesive selection, insufficient pressure, early stress, poor liner design, unsuitable thickness, difficult part geometry, environmental aging, material deformation, or poor packaging.
A successful adhesive part is not only a cut shape. It is a complete bonding system designed for the real surface, assembly method, and product environment.
For OEM buyers, solving adhesive failure early can reduce scrap, rework, customer complaints, and production delays. The best result comes from reviewing the adhesive structure before mass production, not after failures appear on the assembly line.