
Why Tiny Holes and Narrow Slots Make Die Cut Parts Harder to Produce?
Tiny holes and narrow slots may look simple on a drawing, but they often become major challenges during die cutting. A small vent hole, thin adhesive window, or narrow foam slot can cause incomplete cuts, waste-removal failures, dimensional drift, and higher scrap rates. For OEM buyers, these “small features” can delay sampling, increase tooling revisions, and slow mass production.
Tiny holes and narrow slots make die cut parts harder to produce because they reduce material strength, increase tooling stress, complicate waste removal, and require tighter control of material, adhesive, die pressure, and liner support. The smaller the feature, the more likely the part is to tear, deform, clog, or shift during production.
This is why precision die cutting is not only about the outer shape. Internal details often decide whether a part can be manufactured efficiently at scale.
Why Small Features Are Difficult in Die Cutting
Die cutting uses pressure to cut material into a specific shape. When the design includes tiny holes or narrow slots, the cutting edge must form very small details repeatedly and cleanly.
Problems often appear when:
- The material is too soft
- The adhesive is too aggressive
- The slot is too narrow
- The waste area is difficult to remove
- The part has weak bridges or thin walls
- Tooling pressure is not perfectly controlled
A drawing may show a clean opening, but production must remove that small waste piece thousands of times without damaging the part.
Theme: Precision Die Cut Micro Features
Challenge 1: Waste Removal Becomes Harder
Tiny holes create tiny waste pieces.
These small waste pieces may:
- Stay inside the part
- Stick to adhesive
- Clog the cutting tool
- Fall onto finished components
- Create contamination
This is especially difficult with pressure-sensitive adhesive materials.
For example, a small adhesive hole may cut correctly but fail during waste removal because the waste remains attached to the liner or transfers back onto the part.
In high-volume production, even a small waste-removal issue can stop the line.
Challenge 2: Narrow Slots Can Tear or Stretch
Narrow slots create weak sections in the part.
Materials such as foam, non-woven fabric, rubber, and thin films may stretch during cutting or liner removal.
Common defects include:
- Slot widening
- Torn bridges
- Distorted edges
- Deformed corners
- Poor dimensional stability
For adhesive-backed parts, peeling from the liner can increase stress around narrow slots.
If the feature is too narrow, the part may tear during assembly even if it passes visual inspection.
Challenge 3: Tooling Stress Increases
Small holes and narrow slots require fine cutting edges.
Fine tooling features are more fragile than larger outlines.
They may wear faster or become damaged more easily.
Tool wear can cause:
- Rough edges
- Incomplete cuts
- Dimensional variation
- Higher scrap rates
For high-volume projects, tooling design must consider both the part geometry and expected production life.
Challenge 4: Material Thickness Affects Accuracy
Material thickness has a major impact on small-feature die cutting.
A narrow slot that works well in thin PET film may fail in thick foam or rubber.
Thicker materials require more cutting force.
More force can cause:
- Compression
- Edge deformation
- Part distortion
- Poor waste release
This is why material selection and feature size must be reviewed together.
Theme: Die Cut Depth Inspection
Challenge 5: Adhesive Makes Small Features More Complex
Adhesive-backed materials are harder to process than non-adhesive materials.
The adhesive layer may:
- Stretch during cutting
- Ooze into small openings
- Hold waste pieces in place
- Create edge contamination
- Increase liner removal force
For small holes and slots, adhesive behavior can be the difference between stable production and repeated rejection.
Proper release liner selection is also critical.
A liner that releases too tightly may cause the part to tear around narrow features during removal.
Challenge 6: Tolerance Becomes More Difficult to Maintain
Small features usually have tighter functional requirements.
A hole may need to align with a sensor.
A slot may need to clear a connector.
A vent opening may need consistent airflow.
Even a small dimensional shift can create assembly failure.
Common causes of tolerance variation include:
- Web tension changes
- Material shrinkage
- Tool wear
- Lamination stress
- Temperature and humidity changes
This is especially important for consumer electronics, wearable devices, and automotive electronic modules.
How Design Can Reduce Production Risk
Small-feature designs can often be improved without changing the main product function.
Useful design changes include:
- Increasing hole diameter where possible
- Widening narrow slots
- Adding corner radii
- Increasing bridge width
- Avoiding extremely sharp internal corners
- Changing peel direction
- Using stronger carrier films
- Selecting a more stable liner
These small adjustments can greatly improve manufacturability and reduce cost.
Why Early DFM Review Matters
Design for Manufacturing review is essential for die-cut parts with small holes and slots.
Before tooling begins, the supplier should check:
- Minimum feature size
- Material thickness
- Adhesive behavior
- Waste-removal path
- Tool durability
- Assembly method
- Required tolerance
Early review prevents repeated tooling changes and production delays.
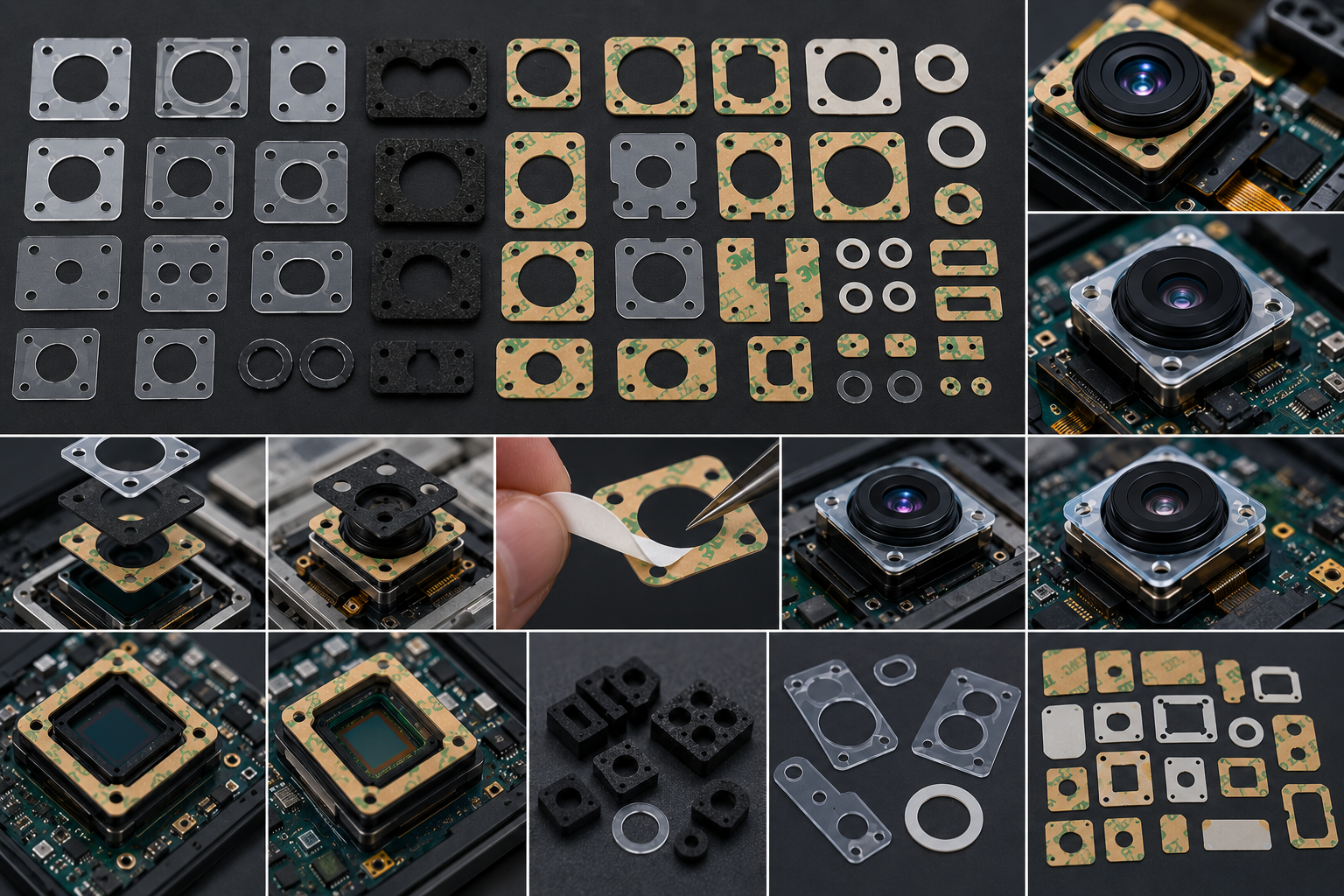
Theme: Custom Precision Die Cut Components

How Sanken Supports Complex Die Cut Features
Dongguan Sanken Electronics Manufacturing Co., Ltd. supports OEM customers with precision die cutting and converting solutions for complex components.
Our capabilities include:
- Precision die cutting
- PET and TPU film converting
- Foam gasket manufacturing
- Non-woven felt processing
- Adhesive laminating
- Rubber sealing products
- Cleanroom precision production
Key advantages include:
- OEM and ODM customization
- ISO 9001 quality management
- RoHS and REACH compliant materials
- Domestic and overseas production bases
- Tool development from drawings or samples
- Cleanroom manufacturing for precision components
We support automotive NVH parts, consumer electronics die-cut materials, wearable device components, optical assemblies, and custom sealing solutions.
Featured Snippet Summary
Tiny holes and narrow slots make die cut parts harder to produce because they increase waste-removal difficulty, weaken the part structure, require finer tooling, and make material distortion more likely. Proper material selection, tooling design, liner control, and early DFM review help reduce production risk.
Conclusion
Tiny holes and narrow slots may look like minor design details, but they often create major die-cutting challenges. They affect waste removal, tooling life, dimensional accuracy, adhesive behavior, and assembly performance.
By reviewing these features early and optimizing material, geometry, and tooling, OEM manufacturers can reduce scrap, improve production stability, and receive die-cut parts that perform reliably at scale.