

What is the Injection Mold-Making Process?
Injection molding sounds simple on the surface. You inject molten material into a cavity and wait. But from my experience at Sanken, the real pain begins long before that moment. Customers come to us after failed trials, unstable dimensions, and delayed launches. The root cause is almost always the same: mold-making was underestimated. That is where cost quietly explodes.
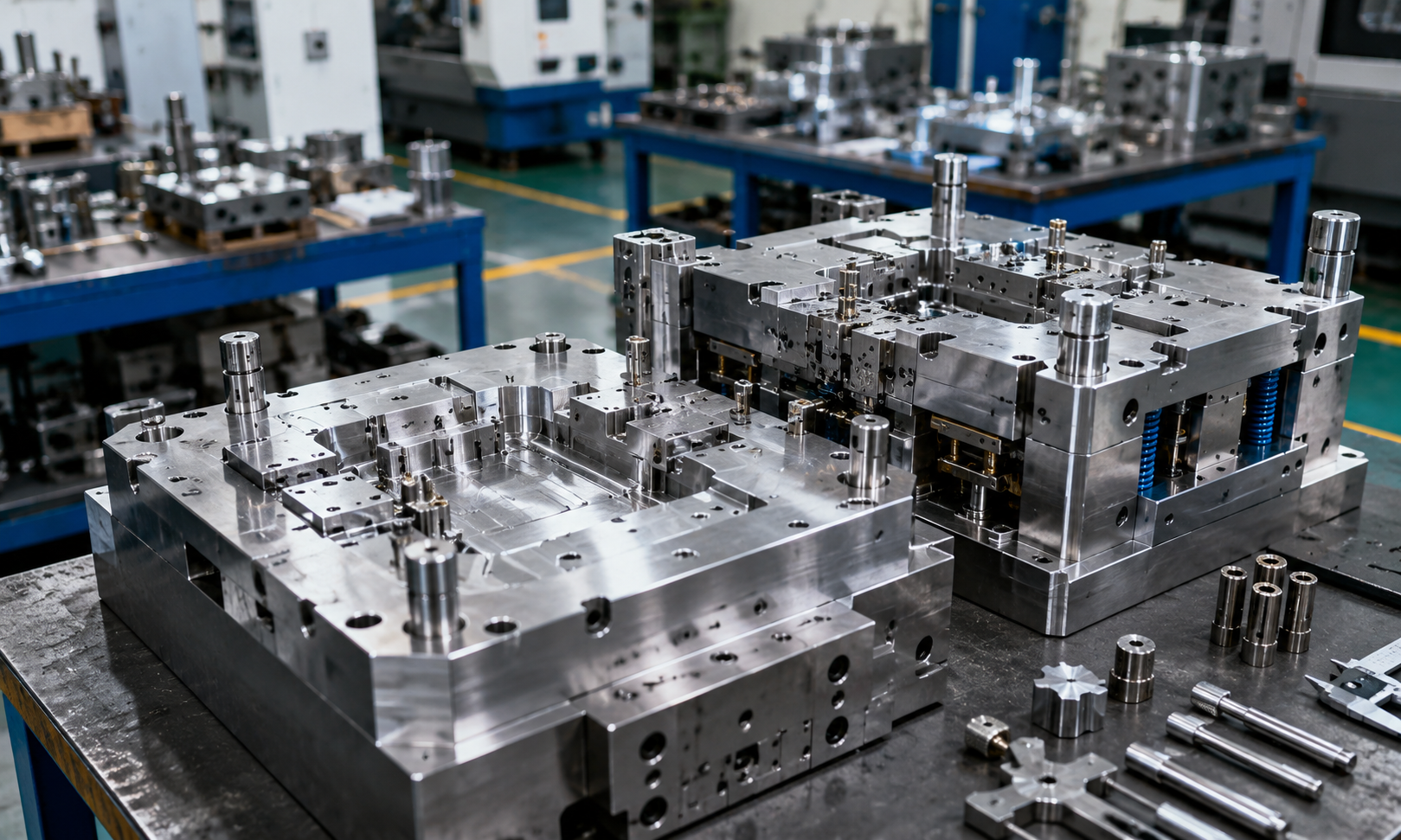
Injection mold-making is the engineering process of designing and building a precision steel mold that shapes molten plastic into a finished part. At Sanken, I see it as the “DNA stage” of every product. A well-built mold controls accuracy, cycle time, surface quality, and long-term stability. A weak mold creates defects that no downstream process can fix, no matter how advanced your injection machine is.
Many buyers think the machine is the hero. I don’t. The mold is.
Before a single part is produced, we are already deciding the fate of yield rate, scrap cost, and production stability.
Where do injection molding failures actually begin in the mold-making process?
Most problems don’t happen during production. They start in design.
Here are the real questions I hear from OEM engineers:
Key questions engineers ask (and often struggle with)
- What is the correct approach for mold design optimization?
- How does injection molding cycle time affect cost?
- Why do parts shrink unevenly after cooling?
- How to avoid flash, burrs, and dimensional drift?
- What determines steel selection for different applications?
- How do we ensure long-term mold durability in high-volume production?
- Why does the same design fail across different suppliers?
From my side at Sanken, I can tell you something blunt:
80% of mold failures come from early-stage assumptions.
If geometry is wrong, no machine can save it. If material flow is not simulated, defects become inevitable.
That is why we always start with engineering validation, not machining.
How does Sanken approach mold-making differently in real production?
I don’t treat mold-making as a machining job. I treat it as a risk-control system.
At Sanken, we break it into three controlled layers:
1. Design & Development Layer
We analyze:
- Material shrinkage behavior
- Wall thickness balance
- Gate positioning
- Flow simulation and thermal distribution
This is where we prevent problems before steel is cut.
2. Precision Manufacturing Layer
We use multi-process integration:
- Precision CNC machining
- EDM detailing
- Polishing & surface control
- Assembly tolerance calibration
This ensures every cavity behaves consistently under pressure.
3. Production Validation Layer
We test real behavior:
- Trial molding cycles
- Dimensional inspection
- Stability verification under repeated runs
If a mold cannot survive repeatability testing, it is not released.

This is where many suppliers fail. They stop at “it works once.” We don’t.
Why do so many injection molds fail in mass production?
I’ll be direct. Most molds fail not because of machining quality, but because of system gaps.
Common failure points we see in the industry:
- Poor material selection for steel hardness vs. production volume
- Lack of thermal balance design
- Ignored venting structures
- No consideration for long-term wear
- Inconsistent cavity-to-cavity tolerance
- Weak process control during trial runs
When customers come to us, the story is often the same:
“It worked during sampling, but failed after 50,000 cycles.”
That is not a machining issue. That is a lifecycle planning issue.
At Sanken, we design molds backwards—from failure prevention, not just success creation.
How does injection mold-making connect to real manufacturing cost?
Here is what most buyers underestimate.
A good mold is not an expense. It is a cost multiplier.
A bad mold creates:
- Higher scrap rate
- Longer cycle time
- More machine downtime
- Frequent maintenance
- Unstable product quality
A well-designed mold does the opposite.
It stabilizes:
- Output consistency
- Labor efficiency
- Energy consumption
- Product assembly accuracy
We often calculate ROI using internal references like:
- total cost of mold lifecycle efficiency
- production yield stability models
- defect rate reduction curves
Because in real OEM production, small percentage improvements mean massive financial impact.
What makes a mold “production-ready” in Sanken’s definition?
For us, a mold is only ready when it passes three conditions:
1. Repeatability
It must produce identical parts across long cycles.
2. Stability
No drifting dimensions after extended production.
3. Maintainability
It must be easy to service without losing precision.
We don’t ship “working molds.”
We deliver “production-safe systems.”
That mindset is why many clients in automotive, electronics, and medical sectors stay with us long-term.
Final thoughts from my side
Injection mold-making is not just engineering. It is risk control at microscopic precision. At Sanken, we build molds to survive production reality, not lab conditions. That is the difference that protects your yield rate and timeline.
If your current supply chain struggles with instability, the problem is likely already in the mold stage—not the production floor.