

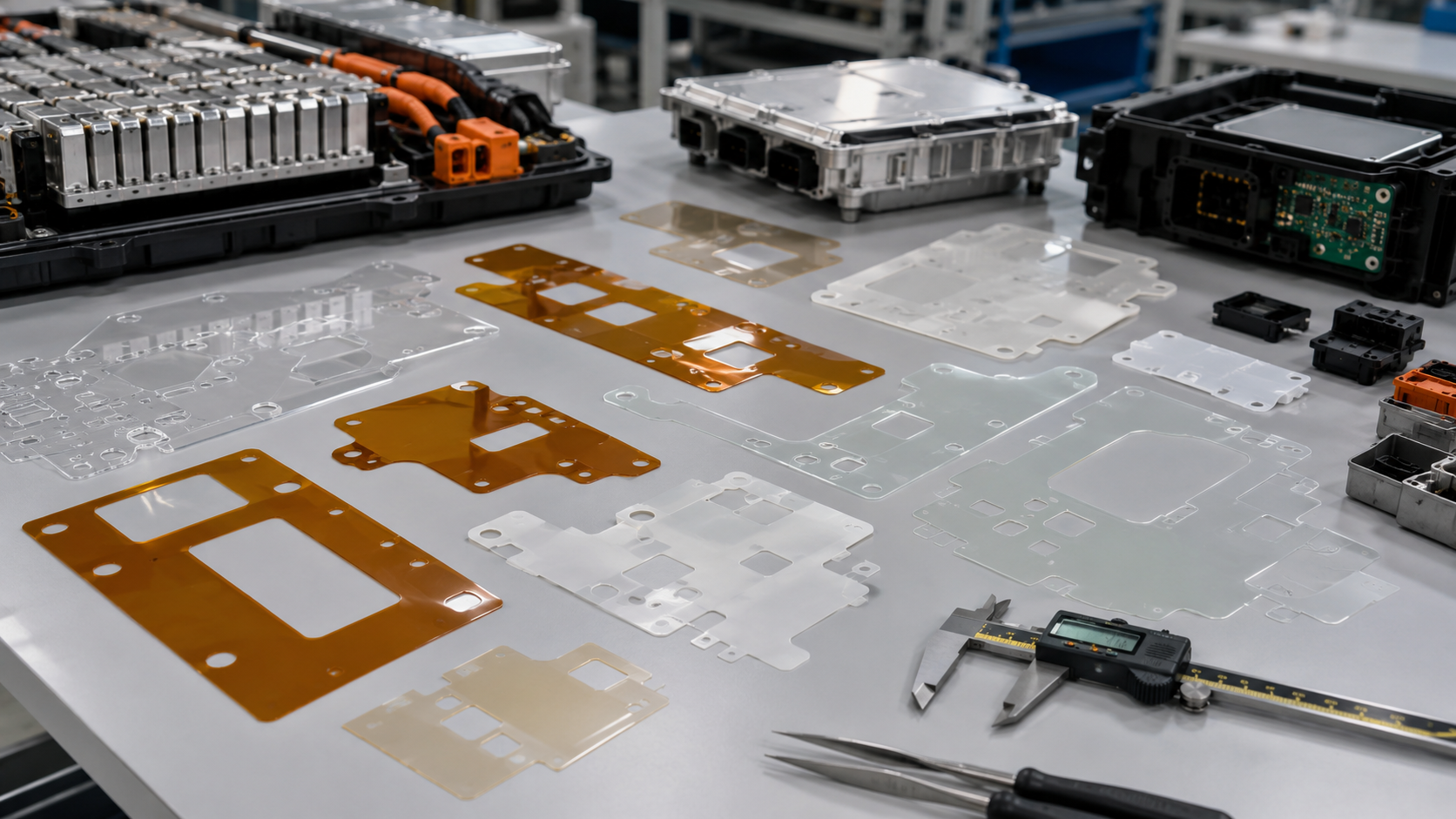
Die cut PET insulation films are used in battery and electronics applications to provide electrical insulation, surface protection, spacing, abrasion resistance and assembly support. These parts may look simple, but film thickness, adhesive structure, hole position, edge quality, flatness and tolerance can directly affect product reliability.
For OEM buyers and engineers, PET insulation films should not be treated as basic plastic sheets. They should be reviewed as functional insulation components that must match the real assembly position, bonding surface, dielectric requirement, packaging method and mass production process.
For OEM projects, precision die cutting services help convert PET film, adhesive tape, foam, rubber and non-woven materials into stable production-ready components.
Why This Topic Matters for OEM Manufacturing
Battery and electronics products are becoming thinner, lighter, and more compact. This means insulation parts must fit into smaller spaces while still protecting critical components.
A PET insulation film may be used between battery cells, under a circuit board, around a connector, inside an electronic housing, or near a metal bracket. If the film shifts, curls, tears, or has poor dimensional accuracy, the assembly may fail.
For battery and electronics OEMs, PET insulation films may need to provide:
- Electrical insulation
- Surface protection
- Spacing between components
- Abrasion resistance
- Dielectric separation
- Dust and particle protection
- Adhesive positioning support
- Clean assembly performance
A simple flat film can become a critical safety and reliability component when it is used inside a battery pack, control module, sensor, display, or circuit assembly.
That is why buyers should not treat die cut PET film as a basic plastic sheet. It should be reviewed as a precision insulation component.
Common Problems and Production Risks
Many PET insulation film problems happen because the part looks simple on the drawing. In real production, thin films can shift, curl, stretch, collect dust, or become difficult to assemble if the material and process are not controlled well.
| Problem | Common Cause | OEM Risk |
|---|---|---|
| Hole misalignment | Poor tolerance control or film movement | Assembly mismatch |
| Film curling | Thin material, tension issue, or adhesive imbalance | Difficult handling |
| Rough edges | Unsuitable tooling or poor cutting process | Particles or poor fit |
| Adhesive overflow | Excessive pressure or soft adhesive | Contamination |
| Liner release issue | Wrong liner or kiss cutting depth | Slow assembly |
| Insulation failure | Wrong thickness or material grade | Electrical risk |
| Film deformation | Poor packaging or handling | Poor positioning |
| Batch inconsistency | Weak process control | Mass production instability |
For example, a PET film used inside a battery module may need accurate holes and clean edges. If a hole shifts even slightly, the film may interfere with screws, tabs, connectors, or positioning pins.
In electronics assemblies, thin PET films may be placed near circuit boards, speakers, cameras, sensors, displays, and batteries. Poor edge quality or adhesive residue may affect nearby components.
A supplier must understand these risks before cutting the first sample.
What Buyers or Engineers Should Check First
Before ordering die cut PET insulation films, buyers and engineers should confirm the functional requirements. This helps avoid wrong material selection, repeated samples, and mass production problems.
| Checklist Item | What to Confirm | Why It Matters |
|---|---|---|
| Application area | Battery pack, PCB, module, housing, connector | Defines insulation and fit requirements |
| PET thickness | Nominal thickness and tolerance | Controls insulation, stiffness, and assembly |
| Film grade | Standard, flame-retardant, matte, clear, coated | Matches environment and function |
| Adhesive backing | With or without adhesive | Affects positioning and bonding |
| Critical dimensions | Holes, slots, edges, windows | Protects assembly accuracy |
| Edge quality | Clean cut, no burrs, no particles | Reduces contamination risk |
| Dielectric requirement | Insulation voltage or customer standard | Protects electrical performance |
| Assembly method | Manual, fixture, automated | Defines liner and delivery format |
| Packaging method | Sheets, rolls, trays, liner-backed parts | Prevents curling and deformation |
The most important point is to define which dimensions are critical.
A screw hole may require tight tolerance.
A connector clearance area may need accurate positioning.
A non-functional outer edge may not need the same level of control.
This helps balance cost and performance.
Material and Process Considerations
PET film is widely used because it offers good dimensional stability, insulation performance, mechanical strength, and processability. It can be cut into complex shapes, laminated with adhesive, and supplied in formats that support fast assembly.
However, PET film still requires proper process control.
Thin PET may curl or shift if tension is unstable.
Thicker PET may require different tooling pressure.
Adhesive-backed PET requires careful kiss cutting to avoid cutting through the release liner.
Small holes and narrow features require stable tooling and clean waste removal.
For battery and electronics applications, engineers should review several material factors.
First, thickness matters. Thicker PET may offer stronger insulation and better handling, but it may not fit in a tight assembly. Thinner PET may save space, but it may curl, fold, or become difficult to place.
Second, adhesive structure matters. Some PET insulation films need adhesive backing for positioning. The adhesive must match the bonding surface, temperature condition, and assembly process.
Third, edge quality matters. Rough edges, dust, or particles can become a serious issue in electronic assemblies.
Fourth, packaging matters. PET films must be protected from bending, contamination, and static-related handling problems.
At Sanken, we review PET film thickness, adhesive backing, liner release, cutting method, dimensional tolerance, and packaging before mass production.

Key Applications in Battery and Electronics
Die cut PET insulation films are used in many battery and electronics products.
In battery modules, PET films may be used for cell insulation, busbar protection, side insulation, terminal isolation, module spacing, and surface protection.
In automotive electronics, PET insulation films can protect electronic control units, sensors, connectors, lighting modules, and battery-related components.
In consumer electronics, PET films may be used in displays, speakers, cameras, battery compartments, wearable devices, and internal housing structures.
In industrial electronics, PET insulation parts may protect power supplies, control panels, motors, inverters, and electronic enclosures.
Each application has different priorities.
A battery insulation film may need stronger dielectric performance and heat resistance.
A display film may need clean cutting and precise positioning.
A sensor insulation part may need small holes and stable adhesive.
A control module film may need good dimensional stability after assembly.
This is why one PET material cannot solve every problem. The design, thickness, adhesive, and process must match the real application.
Why PET Insulation Films Fail During Sampling
PET insulation film samples may fail for several reasons.
Sometimes the drawing does not mark critical dimensions clearly.
Sometimes the selected film is too thin for handling.
Sometimes the adhesive is not suitable for the bonding surface.
Sometimes the hole-to-edge distance is too small.
Sometimes the release liner is too difficult to peel.
Sometimes the supplier cuts the sample successfully but cannot repeat the same result in mass production.
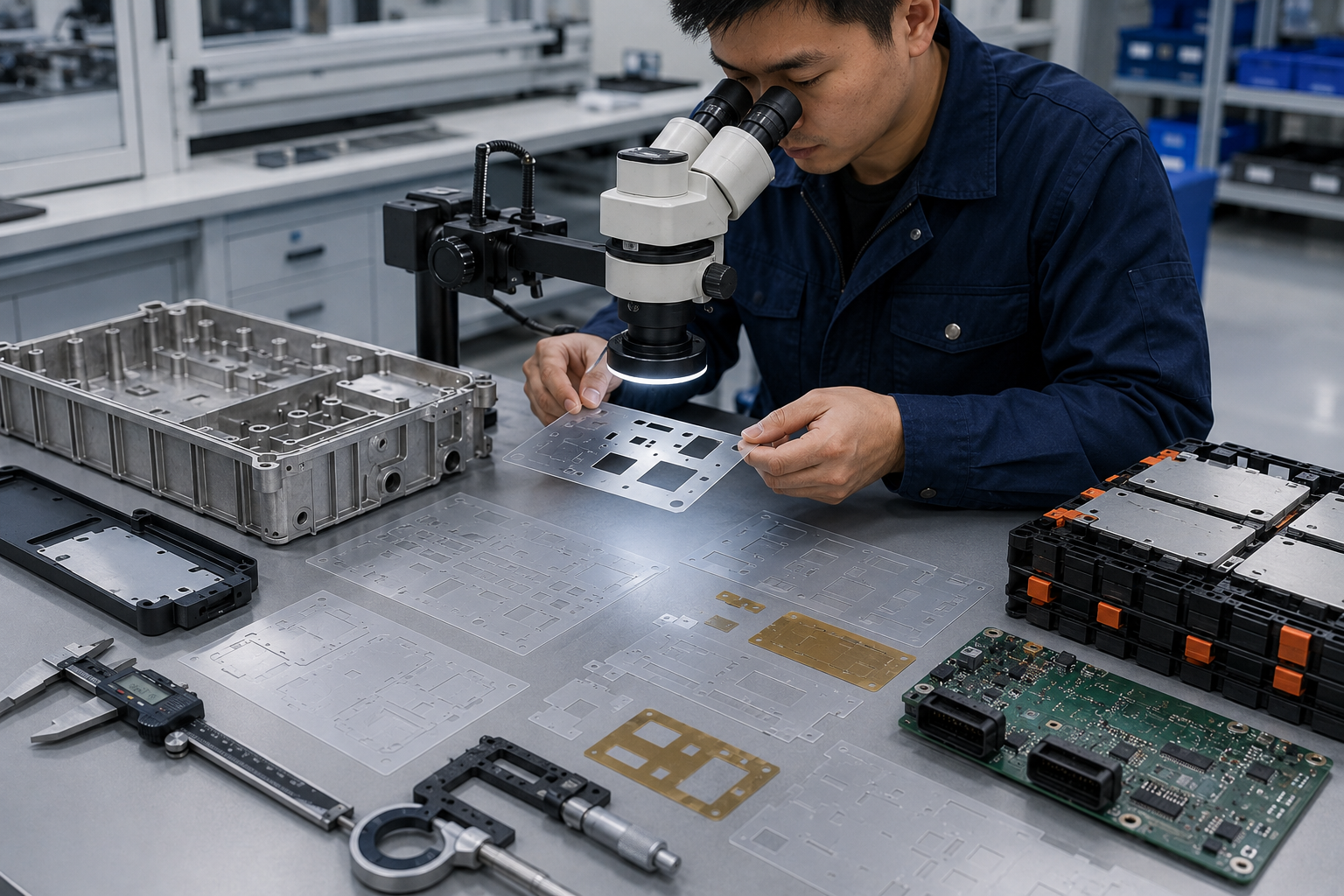
A good sample should be checked for more than appearance.
Engineers should confirm:
- Hole position
- Edge cleanliness
- Film flatness
- Adhesive coverage
- Liner release
- Insulation performance
- Assembly fit
- Packaging condition
- Batch repeatability
A PET insulation film that looks clean on the table may still fail if it curls during assembly or shifts inside the product.
How Sanken Helps Reduce Risk Before Mass Production
Sanken Manufacturing Co., Ltd. helps OEM customers reduce risk before mass production by reviewing die cut PET insulation films as functional parts.
For battery and electronics projects, we focus on material selection, thickness control, adhesive lamination, precision die cutting, kiss cutting, hole accuracy, edge cleanliness, and packaging stability.
If the part is adhesive-backed, we check the adhesive type, liner structure, peel performance, and cutting depth.
If the part has small holes or complex openings, we review tooling, waste removal, and dimensional tolerance.
If the film is used in a battery or electronic module, we review the insulation area, assembly direction, bending risk, and packaging format.
Our goal is to help customers avoid repeated sampling, tooling changes, poor assembly fit, film curling, adhesive overflow, and unstable mass production.
For buyers, a reliable supplier should do more than cut PET film. The supplier should understand the function of the part inside the final product.
That is where engineering review creates real value.
Conclusion
Die cut PET insulation films for battery and electronics applications must be designed and produced with material behavior, insulation needs, tolerance, adhesive structure, edge cleanliness, and assembly stability in mind. A small film can protect important electrical and mechanical functions inside the final product.
At Sanken, we help OEM customers convert PET films into precision insulation components with controlled cutting, lamination, inspection, and packaging, so battery and electronics projects can move from sample to mass production with fewer risks.