

Die cut and kiss cut are two common cutting methods used for adhesive parts, protective films, foam gaskets, PET insulation films, double-sided tape components, and other custom OEM materials. They may sound similar, but they are not the same. Choosing the wrong cutting method can cause hard peeling, liner tearing, adhesive lifting, poor fit, waste removal problems, and slower final assembly.
For OEM buyers and engineers, the key question is not only “Can this material be cut?” The better question is: should the part be fully cut through, or should it remain on a release liner for easy peeling and application?
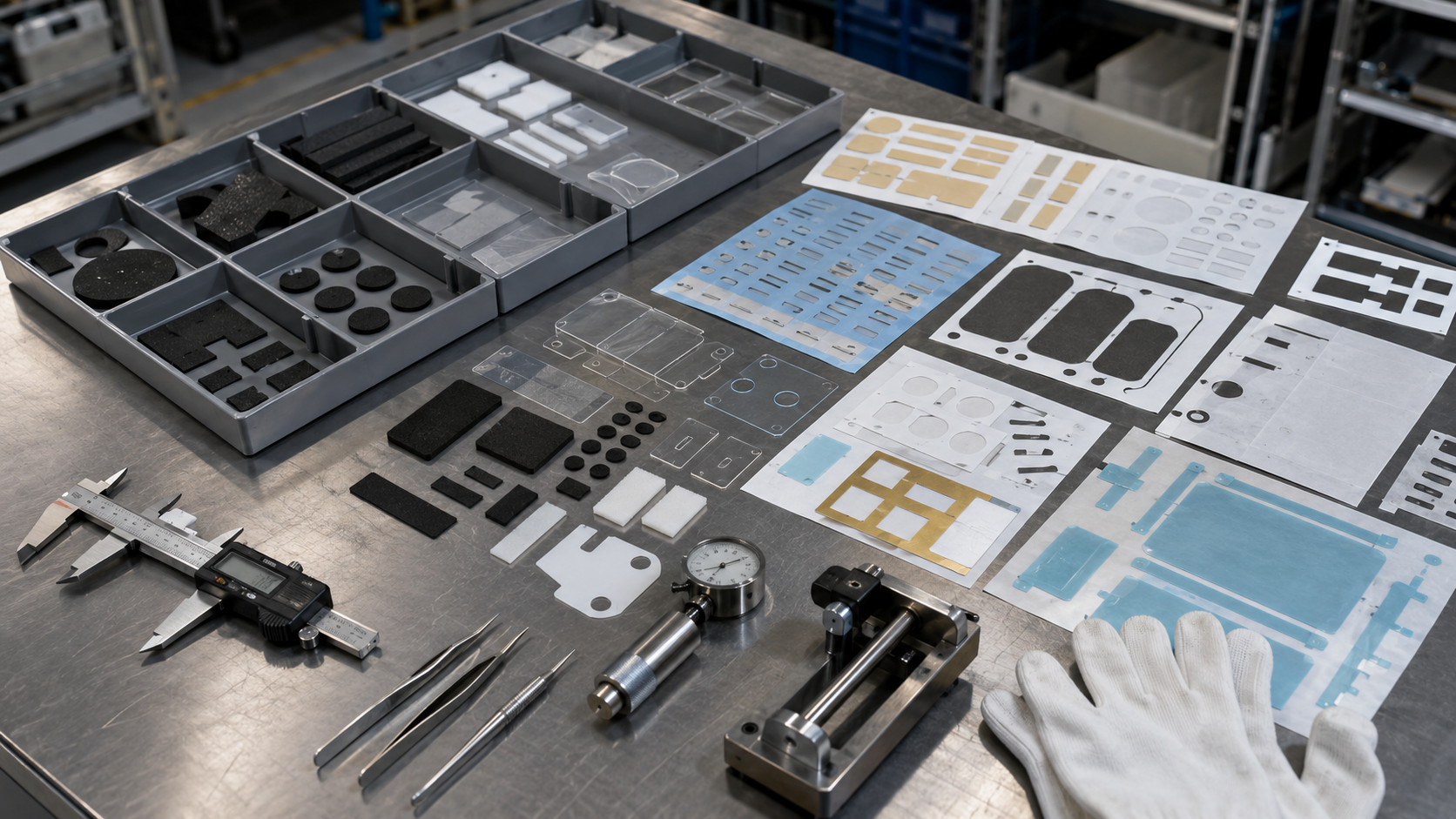
At Sanken, we support OEM customers with custom precision die cutting, kiss cutting, adhesive lamination, material converting, foam and rubber components, PET and PI insulation films, protective films, adhesive tape parts, non-woven felt parts, and multilayer converted components for automotive, electronics, battery, medical device, appliance, and industrial applications.
What Is Die Cutting?
Die cutting is a converting process that uses a tool, blade, or precision cutting system to cut flexible materials into custom shapes. In OEM manufacturing, die cutting is used to produce parts from foam, rubber, PET film, PI film, protective film, double-sided tape, non-woven felt, sponge, insulation materials, and multilayer laminated materials.
A die cut part can be fully separated from the raw material. This is often called through cutting or full cutting.
Die cut parts may be supplied as:
- Individual pieces
- Sheets
- Rolls
- Tray-packed parts
- Kitted components
- Assembly-ready sets
Full die cutting is useful when the customer needs separate parts that can be picked, packed, inserted, placed, or assembled directly.
Common full die cut parts include rubber pads, foam spacers, insulation films, non-adhesive gaskets, protective pads, and custom-shaped components.
What Is Kiss Cutting?
Kiss cutting is a special cutting method mainly used for adhesive-backed materials. The blade cuts through the top material and adhesive layer, but does not cut through the release liner.
This allows the finished part to stay on the liner until the customer peels it off during assembly.
Kiss cutting is commonly used for:
- Double-sided tape parts
- Foam tape gaskets
- PET adhesive films
- Protective film tabs
- Transfer adhesive shapes
- Adhesive-backed felt strips
- Adhesive-backed rubber pads
- Display bonding tapes
- Battery insulation adhesive parts
- Medical adhesive components
The release liner acts as a carrier. It keeps the parts organized, flat, clean, and easy to peel.
For OEM assembly, kiss cutting can make adhesive components much easier to handle.
Die Cut vs Kiss Cut: Main Difference
The main difference is how deep the material is cut.
| Cutting Method | What Gets Cut | Final Format | Best For |
|---|---|---|---|
| Die cut / through cut | Full material stack | Separate pieces or fully cut sheets | Non-adhesive parts, loose parts, inserts, pads |
| Kiss cut | Top material and adhesive only | Parts remain on liner | Adhesive parts and protective films |
| Perforation | Partial cut or dotted cut line | Controlled tearing or separation | Tear-off sections or venting features |
| Slitting | Continuous width cutting | Narrow rolls | Roll material preparation |
In simple terms, full die cutting creates separate parts. Kiss cutting creates peelable parts on a liner.
Why OEM Buyers Should Care
The cutting method affects how the part is used on the production line.
A fully die cut part may be easy to count and pack, but small adhesive parts can be difficult to handle if they are separated too early.
A kiss cut part stays on the liner until use, but if the cutting depth is wrong, it may be hard to peel or may damage the liner.
OEM buyers should care because the wrong cutting method can increase assembly cost.
Common problems include:
- Operators cannot peel the part easily
- Release liner tears during peeling
- Adhesive part stretches or deforms
- Protective film curls after removal
- Small holes remain blocked
- Waste material is not removed cleanly
- Parts shift on the liner
- Adhesive lifts at the corners
- Assembly speed becomes slower
- Rework increases before shipment
A good cutting method should support both part quality and assembly efficiency.
When to Choose Full Die Cutting
Full die cutting is usually better when the part does not need to stay on a liner.
It is suitable for:
- Non-adhesive foam pads
- Rubber washers
- Rubber damping pads
- Foam inserts
- Loose cushioning parts
- Non-adhesive PET or PI insulation films
- Thick gasket parts
- Packaging foam inserts
- Industrial spacers
- Parts that will be placed manually into trays or kits
Full die cutting can be practical when the part is large enough to handle and does not require peel-and-stick assembly.
However, full die cutting may not be ideal for very small adhesive parts. Once the adhesive part is separated from the liner, it can stick to other parts, deform, collect dust, or become difficult to position.
When to Choose Kiss Cutting
Kiss cutting is usually the better choice for adhesive-backed materials and protective films that need controlled peeling.
It is suitable for:
- Adhesive-backed foam gaskets
- Double-sided tape components
- PET adhesive insulation films
- Protective films with pull tabs
- Adhesive-backed non-woven felt strips
- Foam tape sealing strips
- Transfer adhesive parts
- Display bonding tapes
- Battery adhesive insulation parts
- Thin film components for electronics
Kiss cutting helps keep parts in a stable layout. Operators can peel the part from the liner and apply it directly to the product.
This is especially useful for automotive electronics, consumer electronics, EV battery modules, displays, sensors, medical devices, appliances, and industrial enclosures.

Why Kiss Cutting Depth Is Critical
Kiss cutting sounds simple, but it requires careful depth control.
The blade must cut through the top material and adhesive layer while leaving the liner strong enough to support the part.
If the cut is too shallow, the part may not separate cleanly from the waste material. Operators may pull up extra material, stretch the part, or damage the adhesive edge.
If the cut is too deep, the liner may tear during peeling. The liner may also lose strength during packaging or transport.
Important kiss cutting control factors include:
- Top material thickness
- Adhesive thickness
- Carrier film thickness
- Release liner thickness
- Adhesive softness
- Cutting pressure
- Tool sharpness
- Web tension
- Waste removal method
- Part shape and spacing
For thin PET adhesive films, protective films, and transfer adhesive parts, even a small depth difference can affect peeling and application.
Protective Films Need Special Handling
Protective films are often used to protect screens, lenses, plastic housings, metal panels, display modules, and electronic surfaces during manufacturing.
They are usually kiss cut because the film needs to stay flat and clean on a release liner before application.
Protective film die cut parts may include:
- Pull tabs
- Easy-peel corners
- Custom windows
- Holes
- Edge clearance
- Adhesive-free handling areas
- Liner-backed sheets
- Assembly-ready spacing
A protective film should peel smoothly, apply cleanly, and remove without residue. If the film curls, traps dust, scratches, or leaves adhesive residue, it can create customer complaints.
For electronics and display applications, protective film cutting must control dust, scratches, static attraction, liner release, and surface cleanliness.
Adhesive Parts Need Liner and Waste Control
Adhesive-backed die cut parts rely on the release liner for handling. The liner is not only packaging. It is part of the assembly system.
A good liner layout helps operators pick and place parts quickly.
Important liner design factors include:
| Factor | Why It Matters |
|---|---|
| Part spacing | Helps operators peel parts without damage |
| Liner release force | Controls peeling effort |
| Pull tab design | Improves handling |
| Sheet or roll format | Matches manual or automated assembly |
| Waste removal | Prevents extra material from lifting |
| Liner flatness | Prevents curling and misalignment |
| Packaging method | Keeps parts clean and stable |
For adhesive foam gaskets, if the liner release is too tight, the foam may stretch. For PET adhesive films, poor liner control may cause curling. For transfer adhesive, handling can be difficult without a stable carrier.
Common Mistakes in Die Cut and Kiss Cut Parts
| Mistake | Possible Result |
|---|---|
| Using full die cutting for tiny adhesive parts | Difficult handling and contamination |
| Kiss cutting too deep | Liner tearing and poor peeling |
| Kiss cutting too shallow | Waste remains attached |
| Ignoring liner release | Slow assembly and part deformation |
| No pull tab on protective film | Difficult peeling |
| Sharp corners on adhesive parts | Edge lifting |
| Tight part spacing on liner | Hard picking |
| Poor waste removal | Blocked holes and loose particles |
| Weak packaging | Curling, shifting, or deformation |
Most of these problems can be prevented during drawing review, material selection, tooling design, and sample testing.
How to Choose the Right Method
OEM buyers should choose the cutting method based on final part use.
| Application | Recommended Method | Reason |
|---|---|---|
| Loose rubber pad | Full die cut | Easy to handle as a separate part |
| Non-adhesive foam insert | Full die cut | No liner needed |
| Adhesive foam gasket | Kiss cut | Easier peeling and placement |
| Double-sided tape part | Kiss cut | Keeps adhesive part on liner |
| PET insulation film without adhesive | Full die cut or sheet cut | Depends on handling format |
| PET adhesive film | Kiss cut | Supports clean application |
| Protective film with pull tab | Kiss cut | Prevents contamination and curling |
| Transfer adhesive shape | Kiss cut | Requires liner support |
The supplier should also consider material thickness, adhesive strength, part size, tolerance, waste removal, packaging, and assembly method.
How Sanken Supports Die Cut and Kiss Cut OEM Parts
Sanken Manufacturing Co., Ltd. supports OEM customers with precision die cutting, kiss cutting, adhesive lamination, material converting, clean handling, inspection, and assembly-ready packaging.
For adhesive parts, we review adhesive structure, release liner, kiss cutting depth, part spacing, pull tabs, waste removal, edge quality, and bonding surface.
For protective films, we review film thickness, surface cleanliness, static risk, liner release, peeling direction, pull tab design, and residue control.
For foam gaskets, we review foam density, compression, adhesive backing, gasket width, die cut tolerance, and liner format.
For PET and PI insulation films, we review hole alignment, edge cleanliness, film flatness, adhesive layer, and packaging.
For rubber, felt, and multilayer components, we review material behavior, lamination stability, cutting method, and final assembly use.

Our goal is to help customers reduce hard peeling, liner tearing, adhesive lifting, poor fit, curling, blocked holes, rework, and unstable mass production.
A good die cut or kiss cut component should be clean, accurate, easy to peel, easy to apply, and stable in the customer’s real assembly process.
What Buyers Should Provide Before Quotation
To choose the right method, buyers should provide:
- Drawing or sample
- Material requirement
- Adhesive requirement
- Release liner requirement
- Part size and shape
- Thickness requirement
- Tolerance requirement
- Bonding surface
- Peeling method
- Assembly method
- Manual or automated application
- Packaging format
- Testing requirement
- Estimated quantity
This information helps the supplier decide whether the part should be full die cut, kiss cut, supplied on sheets, supplied in rolls, packed in trays, or designed with pull tabs.
Conclusion
Die cut and kiss cut parts serve different OEM assembly needs. Full die cutting is suitable for separate foam, rubber, film, and non-adhesive components. Kiss cutting is usually better for adhesive parts and protective films that need to stay on a release liner before application.
For OEM buyers, the right choice depends on material type, adhesive structure, liner release, part size, peeling method, tolerance, packaging, and assembly process.
At Sanken, we help customers choose the right cutting method for adhesive parts, protective films, foam gaskets, PET insulation films, rubber pads, felt strips, and multilayer converted components so the finished parts are clean, accurate, easy to handle, and stable in mass production.