

How Are Die Cut Parts Made?
Many buyers think die cuts are created by simply placing material into a machine and pressing a button. I wish it were that easy. In reality, I’ve seen multimillion-dollar production programs delayed because of tiny die cut defects most people would never notice with the naked eye. A small adhesive misalignment. A foam compression inconsistency. A burr smaller than a grain of dust. These “small” problems can quietly destroy assembly efficiency, product reliability, and customer confidence.
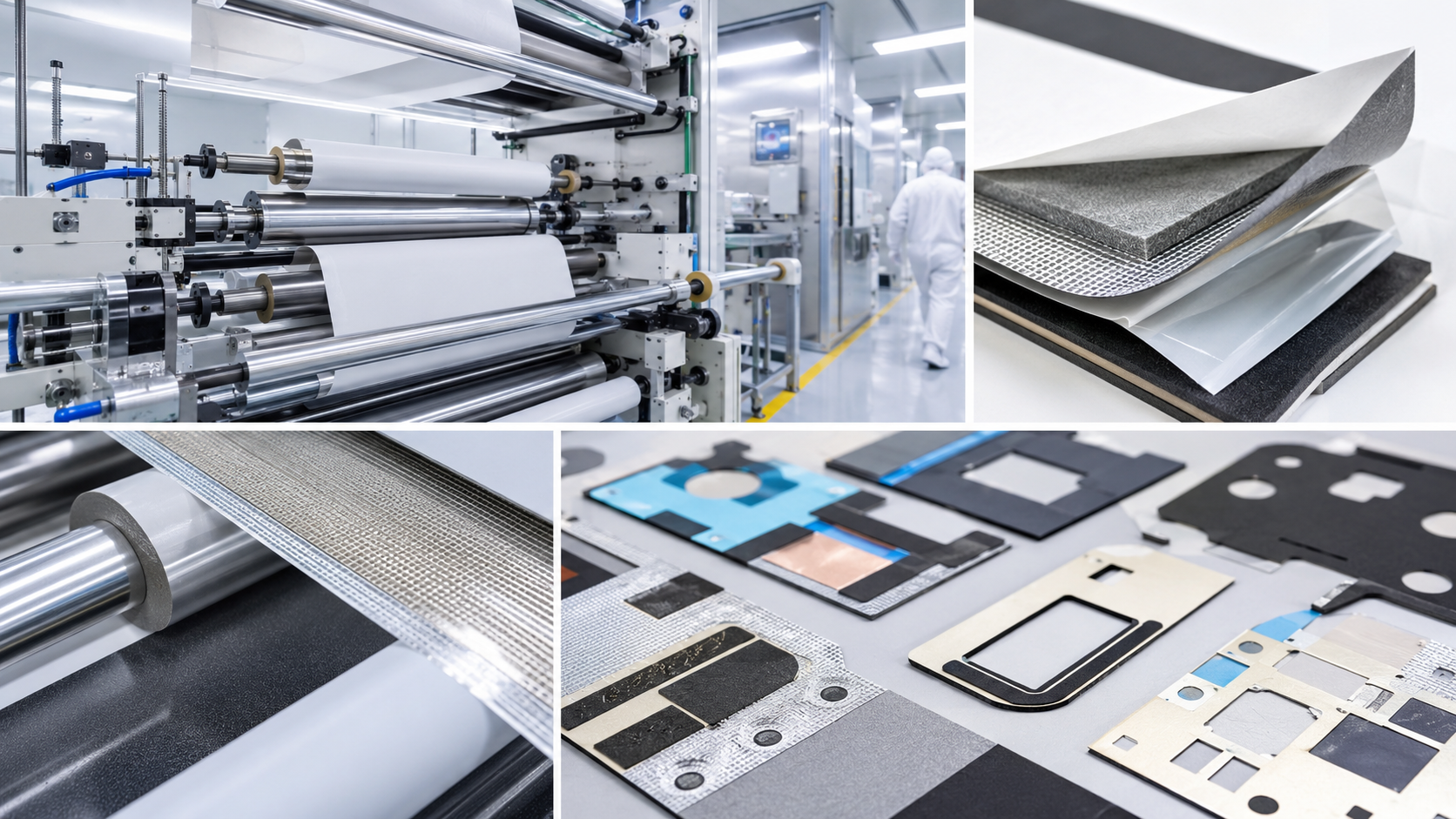
Die cuts are made through a highly controlled manufacturing process that combines tooling engineering, material converting, laminating, tension control, precision cutting, inspection, and process optimization to transform raw materials into functional industrial components. Modern die cutting is used to manufacture precision parts for automotive, electronics, medical, appliance, energy, and industrial applications where consistency, scalability, and tight tolerances are critical.
At Sanken, we do not see die cutting as “material cutting.” We see it as precision manufacturing engineering designed to solve customer production challenges before they become expensive failures.
Why Modern Products Depend on Die Cutting
Most consumers never notice die cut parts.
But manufacturers rely on them everywhere.
Without die cutting, many products could not function properly.
For example:
- EV battery insulation systems
- Smartphone waterproof seals
- Laptop thermal management pads
- Medical adhesive components
- Automotive anti-vibration foam
- Appliance noise reduction systems
These components may look simple.
But producing them consistently at mass-production scale is extremely demanding.

Step 1: Understanding the Customer’s Real Problem
This is where professional die cutting begins.
Not at the machine.
Not at the tooling room.
It starts with understanding what the customer is truly trying to solve.
At Sanken, we first evaluate:
- Product application
- Assembly environment
- Temperature exposure
- Compression requirements
- Adhesive performance
- Electrical insulation needs
- Production scalability
Why?
Because a die cut component that works perfectly in a sample may completely fail during mass production if these factors are ignored.
Step 2: Material Engineering and Selection
This stage is far more technical than most buyers realize.
Different materials behave completely differently during converting.
For example:
| Material | Common Manufacturing Challenge |
|---|---|
| Foam | Compression deformation |
| PET film | Tension stretching |
| Adhesive tape | Glue overflow |
| Rubber | Edge tearing |
| Non-woven fabric | Fiber dust |
| Thermal materials | Layer shifting |
At Sanken, we help customers analyze material behavior before tooling production begins.
This dramatically reduces manufacturing risk later.
Step 3: Tooling Development
Tooling acts as the “heart” of die cutting accuracy.
The tooling determines:
- Cutting precision
- Edge quality
- Production speed
- Long-term consistency
Depending on the project, tooling may include:
- Rotary dies
- Flatbed dies
- Steel rule dies
- Precision engraved tooling
At Sanken, tooling optimization is one of our biggest strengths because different materials require completely different cutting strategies.
A tooling setup suitable for thin PET film may fail badly when processing thick industrial foam.
Step 4: Material Laminating and Converting
Modern die cuts are rarely single-layer structures anymore.
Many OEM projects now involve complex multilayer assemblies.
For example:
- Foam + adhesive
- PET + conductive shielding
- Double-sided tape + release liner
- Thermal insulation + reinforcement film
This stage requires:
- Precise alignment
- Stable adhesive bonding
- Tension synchronization
- Bubble prevention
Poor laminating creates major downstream issues such as:
- Layer separation
- Misalignment
- Adhesive lifting
- Assembly instability
That is why advanced converting capability matters so much.
Step 5: Precision Cutting
This is the stage most people imagine first when hearing “die cutting.”
But by this point, most of the engineering work has already happened.
The actual cutting process may use:
Rotary Die Cutting
Ideal for high-speed roll materials such as adhesive tapes and films.
Flatbed Die Cutting
Better for thick foam, rubber, and complex assemblies.
Kiss Cutting
Cuts the surface layer without penetrating the liner.
Laser Cutting
Used for prototyping and intricate geometries.
At Sanken, selecting the correct cutting process is one of the most important decisions for achieving stable mass production.
Step 6: Inspection and Quality Verification
This is where many low-cost suppliers fail.
They focus heavily on production speed but ignore verification systems.
At Sanken, inspection includes:
- Dimensional measurement
- Adhesive performance testing
- Material consistency checks
- Visual defect inspection
- Compression recovery verification
- Functional testing
Why is this important?
Because many defects only appear after assembly or long-term use.
Catching problems early protects customers from expensive production disruptions later.
The Biggest Pain Point Buyers Face
Most OEM buyers are under enormous pressure.
They need:
- Faster lead times
- Lower costs
- Stable quality
- Fewer suppliers
- Faster engineering support
Unfortunately, many suppliers only offer “simple cutting services.”
At Sanken, we solve much larger manufacturing challenges by integrating:
- Precision die cutting
- Adhesive laminating
- Rotary converting
- Hot pressing
- Spraying and gluing
- Silk screen printing
- Injection molding
This one-stop manufacturing system helps customers reduce operational complexity significantly.
Why Production Stability Is More Important Than Sample Quality
This is one of the most misunderstood parts of die cutting.
Many factories produce beautiful samples.
But mass production is where the real test begins.
At large production scale, manufacturers must control:
- Material variation
- Tool wear
- Adhesive flow behavior
- Machine tension
- Environmental conditions
Without strong process control, defect rates increase quickly.
At Sanken, we focus heavily on manufacturing repeatability because our OEM customers depend on long-term production stability.

Why OEM Customers Choose Sanken
Customers choose us because we understand real-world manufacturing pressure.
OEM buyers do not simply need parts.
They need a supplier capable of supporting:
- Stable delivery schedules
- Fast engineering response
- Consistent large-scale production
- Material optimization
- Supply chain simplification
Our facilities operate under:
- IATF 16949
- ISO 9001
- ISO 14001
We support global automotive, electronics, medical, appliance, industrial, and new energy customers with precision die cutting and advanced material converting solutions designed for scalable OEM manufacturing.
What Separates Great Die Cutting Manufacturers?
Many companies own machines.
Far fewer understand manufacturing engineering deeply.
The real difference comes from:
- Material expertise
- Process integration
- Tooling optimization
- Inspection capability
- Production scalability
- Engineering responsiveness
At Sanken, our goal is not simply to cut materials.
Our goal is to help customers build more stable, efficient, and reliable manufacturing systems.
Conclusion
Die cuts are made through a highly engineered process involving material analysis, tooling development, laminating, precision cutting, inspection, and production optimization. At Sanken, we combine advanced die cutting technology with deep manufacturing expertise to help OEM customers reduce risk, improve product consistency, and achieve long-term production success.