

Sharp corners look clean on a drawing.
They make a component look precise, sharp, and intentional.
But in real production, sharp corners can become troublemakers.
They can cause tearing, edge lift, cracking, poor adhesive bonding, and early failure.
Sharp corners create weak points in custom die cut components because they concentrate stress in one small area. During cutting, liner removal, compression, vibration, or long-term use, that stress can damage foam, rubber, PET film, adhesive tape, non-woven felt, and multi-layer laminated materials. Adding proper corner radii helps improve manufacturability, durability, and product reliability.
At Sanken, we see this often.
A customer sends us a beautiful drawing.
Then the material behaves like it has its own opinion.
That is why we always review corner geometry before tooling.
Why Do Sharp Corners Matter in Die Cut Parts?
Die cut components are used in real assemblies.
They are peeled.
Pressed.
Compressed.
Bent.
Exposed to heat.
Shipped across oceans.
Installed by operators under production pressure.
A sharp corner may look harmless at CAD stage.
But during production, it becomes a stress concentration point.
This is especially risky for:
- Foam gaskets
- PET insulation films
- TPU protective films
- Adhesive frames
- Rubber seals
- Non-woven felt parts
- Light-blocking materials
- Multi-layer die cut components
When force gathers at one corner, the material is more likely to tear, lift, crack, or deform.
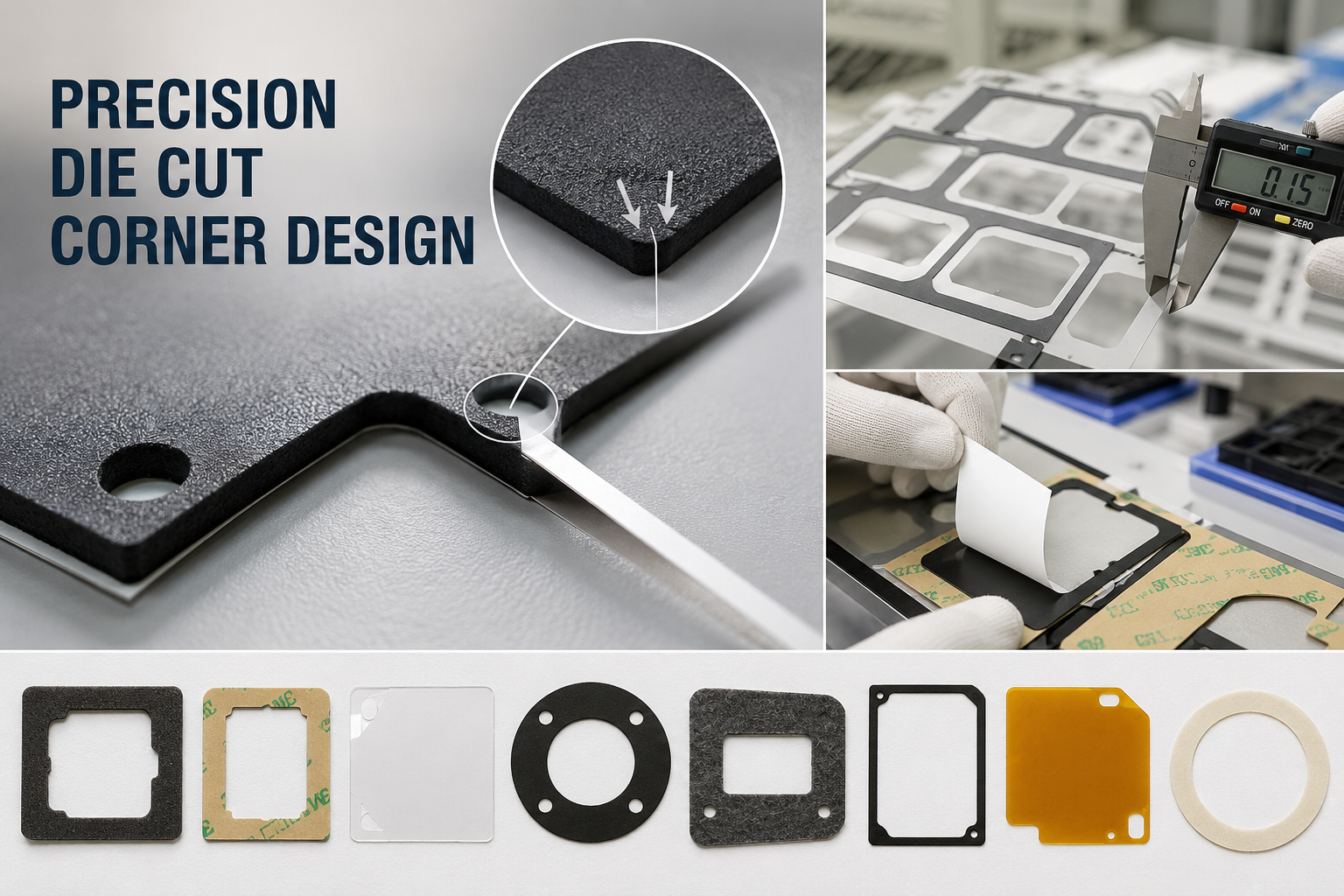
Theme: Precision Die Cut Corner Design
How Sharp Corners Cause Tearing?
Tearing often starts from the weakest point.
In die cut components, sharp internal corners are usually one of those weak points.
During liner removal, adhesive-backed parts experience peel force.
If the release liner is tight, the operator must pull harder.
That pulling force gathers at sharp corners.
This may cause:
- Corner tearing
- Film cracking
- Foam deformation
- Adhesive frame breakage
- Material elongation
This problem is common in thin adhesive parts, optical films, and small electronic components.
A small corner radius can often reduce tearing risk without changing the main product design.
How Sharp Corners Cause Edge Lift?
Adhesive-backed die cut parts often fail first at corners.
Why?
Because corners have less bonding support and more stress.
When the part is exposed to heat, vibration, humidity, or adhesive shrinkage, the sharp corner may begin to lift.
Once the corner lifts, dust and moisture can enter.
Then the adhesive bond becomes weaker.
Eventually, the part may fail.
This is common in:
- Foam tape gaskets
- Display adhesive frames
- Battery insulation pads
- Protective films
- Automotive interior pads
For OEM production, edge lift is not just a cosmetic issue.
It can become a reliability problem.
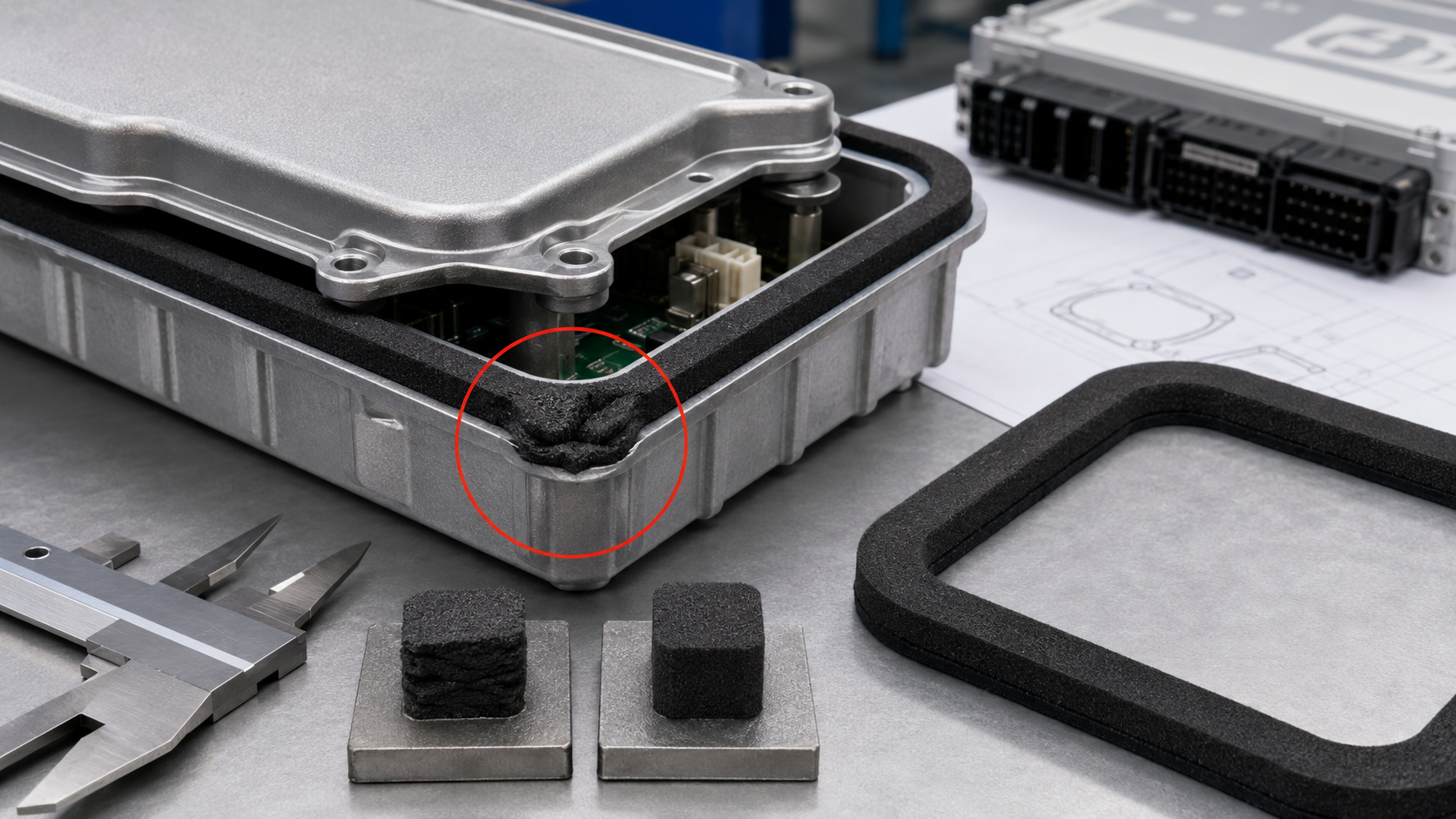
How Sharp Corners Affect Foam Gaskets?
Foam gaskets are designed to compress.
But foam does not like sudden geometry changes.
When a foam gasket has sharp corners, compression stress may not spread evenly.
The corner may become crushed or permanently deformed.
This can lead to:
- Uneven sealing pressure
- Poor compression recovery
- Water or dust leakage
- Noise and vibration problems
- Reduced gasket life
For automotive, electronics, and industrial sealing applications, corner design directly affects sealing performance.
Theme: Foam Gasket Corner Reliability
How Sharp Corners Affect PET and TPU Films?
PET and TPU films are widely used in consumer electronics and optical applications.
They are often used for:
- Electrical insulation
- Battery protection
- Display protection
- Optical spacing
- Surface protection
These films are thin and precise.
Sharp internal corners can become crack starting points.
At first, the crack may be invisible.
But after bending, heat cycling, vibration, or assembly stress, the crack may grow.
That is why we recommend rounded corners for thin film die cut parts whenever possible.
How Sharp Corners Affect Rubber Parts?
Rubber is elastic, but it is not magic.
Sharp corners can still create weak points.
In die cut rubber gaskets, sharp corners may cause:
- Cutting burrs
- Edge tearing
- Uneven compression
- Stress concentration
- Shorter sealing life
For silicone, EPDM, NBR, and other rubber materials, proper radius design helps improve both cutting quality and long-term durability.
At Sanken, we often suggest adjusting sharp corners before tooling.
This is much cheaper than fixing failed parts after mass production.
How Sharp Corners Affect Multi-Layer Die Cut Components?
Multi-layer parts are more sensitive.
A part may include:
- Foam
- PET film
- Adhesive tape
- Rubber
- Non-woven felt
- Release liner
Each layer behaves differently.
Foam compresses.
Film stays stiff.
Adhesive may shrink.
Rubber rebounds.
Non-woven material may stretch.
At a sharp corner, these different forces meet.
Possible problems include:
- Delamination
- Curling
- Edge lift
- Tearing
- Dimensional distortion
This is why multi-layer die cut parts need early DFM review.
What Is the Best Way to Prevent Corner Failure?
The best solution is simple:
Use proper corner radii.
A radius helps spread stress across a larger area.
Instead of forcing all stress into one sharp point, the curve allows smoother material movement.
Benefits include:
- Lower tearing risk
- Better adhesive bonding
- Easier liner removal
- Better compression behavior
- Longer part life
- More stable production
A small radius change can solve a big production headache.
And yes, I like boring stable production.
Boring means the customer is not calling at midnight.
What Design Rules Should OEM Engineers Consider?
When designing custom die cut parts, we recommend:
- Avoid sharp internal corners
- Add radius wherever space allows
- Increase bridge width near narrow features
- Avoid very thin tails
- Match adhesive strength with material strength
- Test liner removal before mass production
- Use stronger carrier films for fragile designs
- Review material behavior before tooling
A die cut part should not only fit the product.
It should survive production, assembly, and real use.
How Sanken Reviews Sharp Corner Risks?
At Sanken, we review die cut drawings from a manufacturing perspective.
We check:
- Minimum feature size
- Corner radius
- Material thickness
- Adhesive behavior
- Liner release force
- Compression direction
- Assembly method
- Waste removal difficulty
Our goal is not to make the drawing look beautiful.
Our goal is to make the part work in mass production.
That is where real value comes from.
How Sharp Corners Affect Cost?
Sharp corners may increase cost because they can cause:
- More tooling adjustments
- Higher scrap rate
- Slower cutting speed
- More inspection work
- More sample revisions
- More assembly failures
Sometimes, customers try to save space with very sharp corners.
But if that corner causes 10% scrap, the “small design detail” becomes expensive.
Good design reduces cost.
Bad geometry sends invoices wearing a smile.
How Sanken Supports Custom Die Cut Component Design
Sanken provides custom precision die cutting and material converting solutions for OEM customers.
Our capabilities include:
- Precision die cutting
- Foam gasket converting
- PET and TPU film processing
- Adhesive laminating
- Rubber sealing components
- Non-woven felt converting
- Multi-layer material assembly
- Cleanroom precision production
We support automotive, consumer electronics, wearable devices, optical components, medical devices, and industrial equipment.
Our advantage is not only cutting parts.
We help customers improve material selection, manufacturability, assembly performance, and long-term reliability.
More Related Questions
What corner radius is best for die cut parts?
It depends on material thickness, adhesive strength, part size, and application. In general, larger radii reduce stress and improve manufacturability.
Can sharp corners be die cut?
Yes, sharp corners can be die cut, but they increase the risk of tearing, burrs, edge lift, and tooling wear.
Do foam gaskets need rounded corners?
Yes, rounded corners usually improve compression behavior and sealing reliability in foam gaskets.
Why do adhesive parts lift at corners?
Adhesive parts lift at corners because stress concentrates there, and corners have less bonding support than straight edges.
Are sharp internal corners worse than external corners?
Usually, yes. Sharp internal corners are more likely to start tears or cracks during peeling, bending, or compression.
Can Sanken help improve my die cut design?
Yes. We can review drawings, materials, adhesive structure, and assembly requirements before tooling to reduce production risk.
Featured Snippet Summary
Sharp corners create weak points in custom die cut components because they concentrate stress in small areas. This can cause tearing, edge lift, cracking, deformation, delamination, and adhesive failure. Adding proper corner radii improves durability, manufacturability, assembly stability, and long-term product reliability.
Conclusion
Sharp corners may look precise, but they often reduce die cut part reliability.
Rounded corners help materials survive cutting, peeling, compression, vibration, and aging.
At Sanken, we design custom die cut components for real production—not just perfect drawings.