
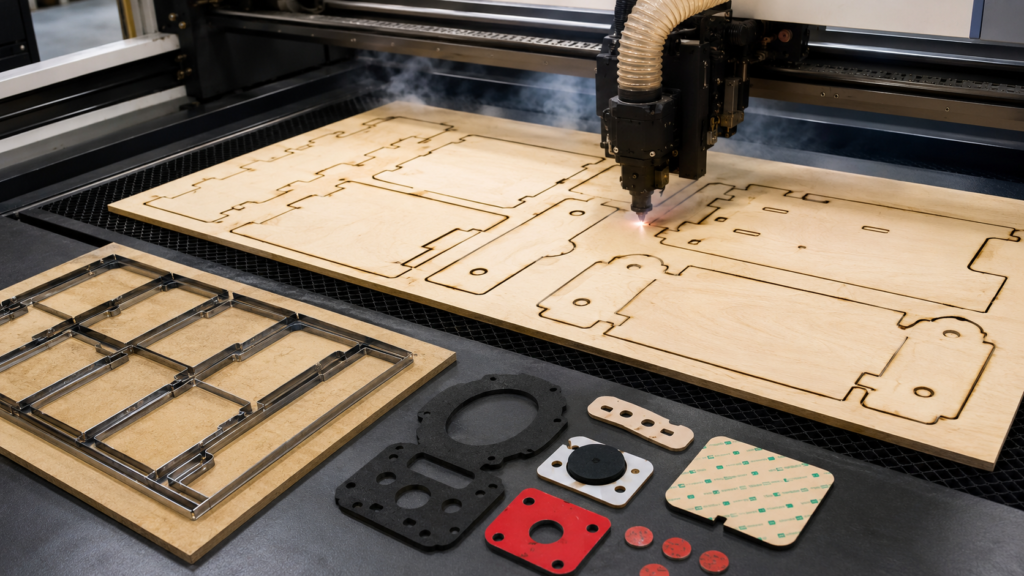
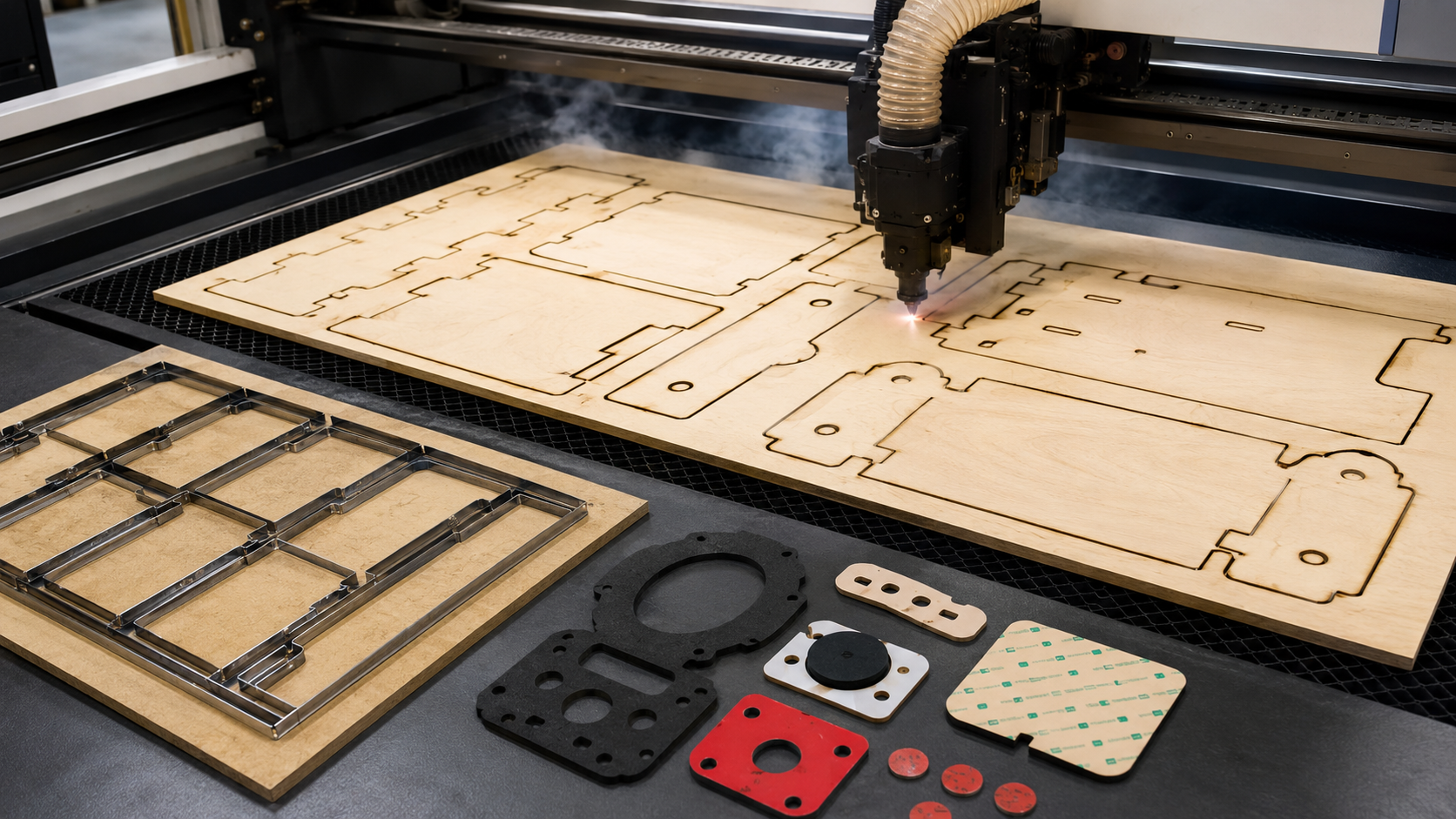
Cutting plywood for die cutting with a laser is commonly used to make die boards, cutting templates, packaging prototypes, display mockups, craft tools, and steel rule die bases. A laser can cut plywood with high accuracy, clean repeatability, and flexible digital control, but good results depend on choosing the right plywood, preparing the design file correctly, controlling laser power and speed, and checking edge quality before production.
For buyers, designers, and manufacturers, the key question is not only whether plywood can be laser cut. The better question is whether the laser-cut plywood can support accurate die cutting, stable tooling, clean material separation, and repeatable production.
At Sanken, our core expertise is precision die cutting and material converting for foam, rubber, PET film, adhesive tape, protective film, non-woven felt, gaskets, and OEM components. While plywood die boards are part of tooling preparation rather than finished components, the same manufacturing logic applies: material stability, cut accuracy, edge quality, tooling fit, and production repeatability all matter.
What Does It Mean to Cut Plywood for Die Cutting?
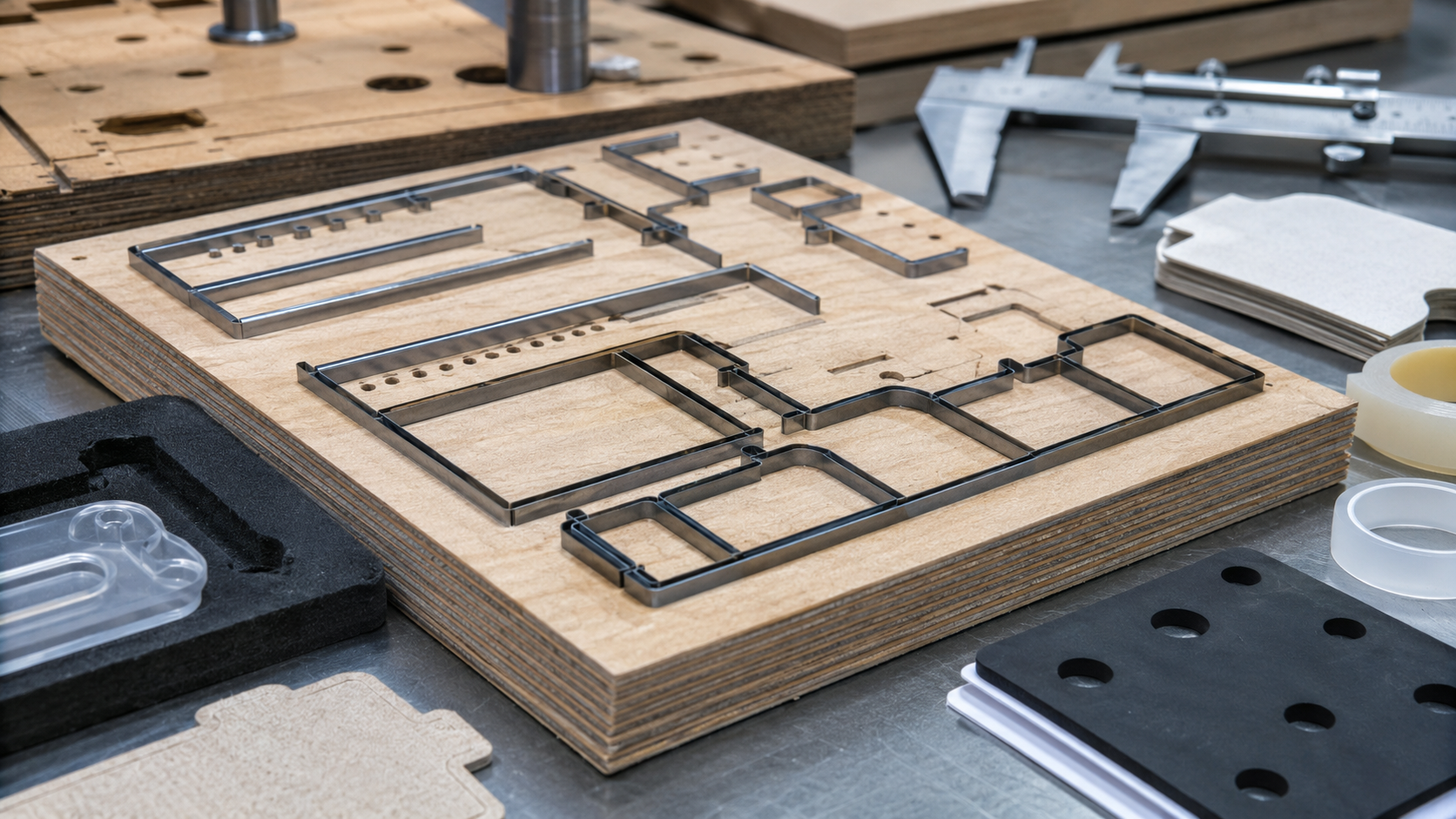
In die cutting, plywood is often used as a base board for steel rule dies. The laser cuts narrow slots into the plywood, and steel cutting rules are inserted into those slots to create a custom cutting tool.
This type of plywood board may be used to cut:
- Paper packaging
- Labels
- Foam pads
- Rubber parts
- Gaskets
- Adhesive-backed materials
- Protective films
- Cardboard inserts
- Non-woven felt components
- Custom packaging samples
Laser cutting plywood can also be used to make templates, fixtures, sample tools, and prototype cutting forms.
The quality of the plywood slot affects how accurately the steel rule fits. If the slot is too loose, the rule may move. If it is too tight, the rule may be difficult to insert or may deform the board. If the plywood burns too much, the edge can become weak or inconsistent.
Choose the Right Plywood
Not all plywood is suitable for laser cutting.
For die cutting tools, the plywood should be stable, flat, dense enough to hold steel rule, and consistent in thickness. Poor-quality plywood may warp, burn unevenly, delaminate, or create inaccurate slots.
| Plywood Factor | What to Check | Why It Matters |
|---|---|---|
| Thickness | Common die board thickness depends on tooling need | Affects steel rule support |
| Flatness | Board should not warp or twist | Protects cutting accuracy |
| Glue type | Laser-safe and consistent bonding | Reduces smoke and burning issues |
| Density | Stable and uniform | Helps hold steel rule firmly |
| Surface quality | Smooth surface with low defects | Improves layout and handling |
| Internal voids | Avoid gaps inside plywood | Prevents weak slot areas |
| Moisture content | Board should be dry and stable | Reduces warping and inconsistent cutting |
For precision die boards, high-quality birch plywood or laser-grade plywood is often preferred because it tends to have better layer consistency and fewer internal voids.
Avoid plywood with unknown glue, excessive resin, strong odor, or poor lamination. Some plywood materials can release heavy smoke or cut unevenly. Always follow laser safety guidelines and confirm the material is suitable for laser processing.
Prepare the Design File Correctly
The laser follows the digital cutting path, so the design file must be accurate.
A typical laser cutting file may be prepared in DXF, AI, SVG, PDF, or other vector formats depending on the laser software. For die board cutting, the file should include clear slot lines, cutting paths, registration marks, and any required reference points.
Important file preparation rules include:
- Use clean vector paths
- Remove duplicate lines
- Confirm correct scale
- Use closed shapes where required
- Separate cut lines, score lines, and reference lines
- Add registration marks if needed
- Check slot width for steel rule
- Avoid unnecessary small details
- Confirm kerf compensation
- Match the file to the final die cutting material
Kerf is the width of material removed by the laser beam. If kerf is ignored, the final slot may become too wide or too narrow.
For steel rule dies, slot width is very important. The slot must match the steel rule thickness and board compression behavior. A small difference can affect tooling fit and cutting stability.
Understand Laser Power, Speed, and Kerf
Laser cutting plywood is controlled mainly by power, speed, frequency, focus, air assist, and the number of passes.
Higher power cuts faster but may create more burning.
Lower power may reduce burn marks but may not cut through the board.
Slower speed increases cutting depth but may create wider charred edges.
Faster speed may reduce burn but may leave incomplete cuts.
| Parameter | If Too High | If Too Low |
|---|---|---|
| Power | More burn, wider kerf | Incomplete cutting |
| Speed | May not cut through | More burning and wider char |
| Air assist | Can disturb light parts if excessive | More smoke and burning |
| Focus | Poor edge if incorrect | Poor edge if incorrect |
| Passes | Too much heat buildup | Incomplete slot depth |
The correct setting depends on plywood thickness, laser wattage, lens, material density, and cutting requirement.
For die board slots, the goal is not only cutting through plywood. The goal is producing accurate, clean, stable slots that can hold cutting rule properly.
A test cut is always necessary before cutting the full die board.
Basic Workflow for Laser Cutting Plywood Die Boards
A practical workflow usually includes the following steps.
First, choose a stable plywood board with suitable thickness and low internal defects.
Second, prepare the cutting design based on the die cutting shape, steel rule type, and required cutting layout.
Third, clean the vector file and remove duplicate paths to prevent repeated burning.
Fourth, run a small test cut to confirm slot width, cutting depth, edge quality, and rule fit.
Fifth, adjust laser settings based on the test result.
Sixth, cut the full plywood board.
Seventh, inspect the slots for burn, width, straightness, and depth consistency.
Eighth, insert steel rule, creasing rule, perforation rule, or other tooling elements if the board is used for a die cutting tool.
Finally, test the die on the actual material before production.
This workflow helps prevent a common mistake: cutting the full board before confirming laser settings and rule fit.
Common Problems When Laser Cutting Plywood
Laser cutting plywood can produce accurate results, but several problems may appear if the material or settings are wrong.
| Problem | Common Cause | Result |
|---|---|---|
| Excessive burning | Power too high or speed too slow | Weak edges and poor appearance |
| Incomplete cut | Power too low or speed too fast | Slot not usable |
| Loose steel rule fit | Kerf too wide | Poor cutting accuracy |
| Tight steel rule fit | Slot too narrow | Difficult rule insertion |
| Board warping | Poor plywood or heat buildup | Tooling inaccuracy |
| Delamination | Weak plywood bonding | Poor durability |
| Heavy smoke stains | Poor air assist or wrong plywood | Dirty surface |
| Inaccurate shape | File error or wrong scale | Tool mismatch |
For die cutting tools, even small slot problems can affect finished part quality. If the steel rule shifts, the final foam gasket, PET film, rubber pad, label, or packaging part may have poor dimensions.
Safety and Ventilation Are Important
Laser cutting plywood creates smoke, fumes, heat, and possible flame risk.
Good ventilation and extraction are required. Air assist helps reduce burning and keeps smoke away from the cutting area. The laser should never be left unattended during cutting.
Before cutting any plywood, confirm that the material does not contain harmful coatings, unknown glue, PVC, or unsuitable additives. PVC and some coated materials should not be laser cut because they can release dangerous fumes and damage equipment.
Basic safety checks include:
- Use proper exhaust ventilation
- Keep fire prevention tools nearby
- Do not leave the laser unattended
- Confirm the plywood is laser-safe
- Clean the laser bed regularly
- Avoid cutting unknown coated boards
- Test small samples first
- Follow the machine supplier’s safety instructions
In professional production, safety control is just as important as cutting accuracy.
How Laser-Cut Plywood Supports Die Cutting Quality
A die cutting tool must transfer shape accuracy from the design file to the finished material. The plywood board helps hold the cutting rules in position.
If the board is accurate, the tool can cut more consistently.
If the board is unstable, the final parts may show variation.
For industrial components, this can affect:
- Foam gasket shape
- Adhesive tape alignment
- PET insulation film hole position
- Rubber pad outer profile
- Packaging insert fit
- Protective film window accuracy
- Non-woven felt component shape
Die cutting quality depends on the full chain: drawing, tooling, board quality, rule installation, material behavior, cutting pressure, waste removal, and inspection.
Laser-cut plywood is only one part of this chain, but it can strongly affect tooling accuracy.
When Laser Cutting Is a Good Choice
Laser cutting plywood is a good choice when the design needs flexibility, accuracy, and fast tooling preparation.
It is useful for:
- Prototype die boards
- Small and medium production tools
- Packaging sample dies
- Custom shape testing
- Foam insert sample tools
- Steel rule die bases
- Template making
- Design validation
- Short lead time projects
For very high-volume production or extremely tight tolerance tooling, additional tooling methods may be required. The right choice depends on the material being die cut, production volume, tolerance, and expected tool life.
How Sanken Views Tooling and Die Cutting Preparation
Sanken Manufacturing Co., Ltd. helps OEM customers develop custom die cut components from foam, rubber, PET film, adhesive tape, protective film, non-woven felt, insulation materials, and multilayer structures.
For each die cutting project, tooling preparation is important. A clean drawing is not enough. The tool must match the material, thickness, adhesive structure, tolerance, liner release, and production process.
For foam parts, tooling must consider compression and rebound.
For adhesive-backed materials, tooling must consider kiss cutting depth and liner release.
For PET and PI films, tooling must consider clean edges and hole accuracy.
For non-woven felt, tooling must consider fiber shedding.
For rubber, tooling must consider material hardness and rebound.

Whether the tool is made from laser-cut plywood, rotary die tooling, flatbed tooling, or another method, the goal is the same: stable, repeatable, clean, and assembly-ready parts.
FAQ
Can plywood be laser cut for die cutting?
Yes. Plywood can be laser cut to make die boards, templates, prototype tools, steel rule die bases, and packaging sample tools. The plywood must be suitable for laser cutting and stable enough for the tooling purpose.
What plywood is best for laser cutting die boards?
Stable, flat, high-quality plywood with consistent layers and low internal voids is preferred. Birch plywood or laser-grade plywood is often suitable, depending on the tooling requirement.
Why does plywood burn during laser cutting?
Plywood burns when too much heat builds up. This can happen because laser power is too high, cutting speed is too slow, focus is poor, air assist is weak, or the plywood glue and density are not suitable.
What is kerf in laser cutting?
Kerf is the width of material removed by the laser beam. Kerf affects slot width and final part size. For die boards, kerf control is important because steel rule must fit correctly into the laser-cut slot.
Can laser-cut plywood be used for steel rule dies?
Yes. Laser-cut plywood is commonly used as a base board for steel rule dies. The laser cuts slots into the board, and cutting rules are inserted into the slots.
How do I reduce burn marks when laser cutting plywood?
Use correct power and speed, proper focus, air assist, good ventilation, masking if suitable, clean plywood, and test cuts before full production.
What should buyers provide before ordering laser-cut plywood die boards?
Buyers should provide drawings, required die shape, plywood thickness, steel rule specification, material to be die cut, tolerance requirement, quantity, and production purpose.
Conclusion
Laser cutting plywood for die cutting is a practical way to make die boards, steel rule die bases, templates, and prototype tools. The key is to choose stable plywood, prepare a clean vector file, control kerf, test laser settings, inspect slot quality, and confirm steel rule fit before production.
For OEM buyers and engineers, the laser-cut plywood board should not be treated as a simple wooden plate. It is part of the tooling system that affects the accuracy and repeatability of finished die cut components.
At Sanken, we focus on helping customers turn foam, rubber, PET film, adhesive tape, protective film, non-woven felt, and multilayer materials into reliable custom die cut components through proper material review, tooling planning, cutting process control, and inspection.