
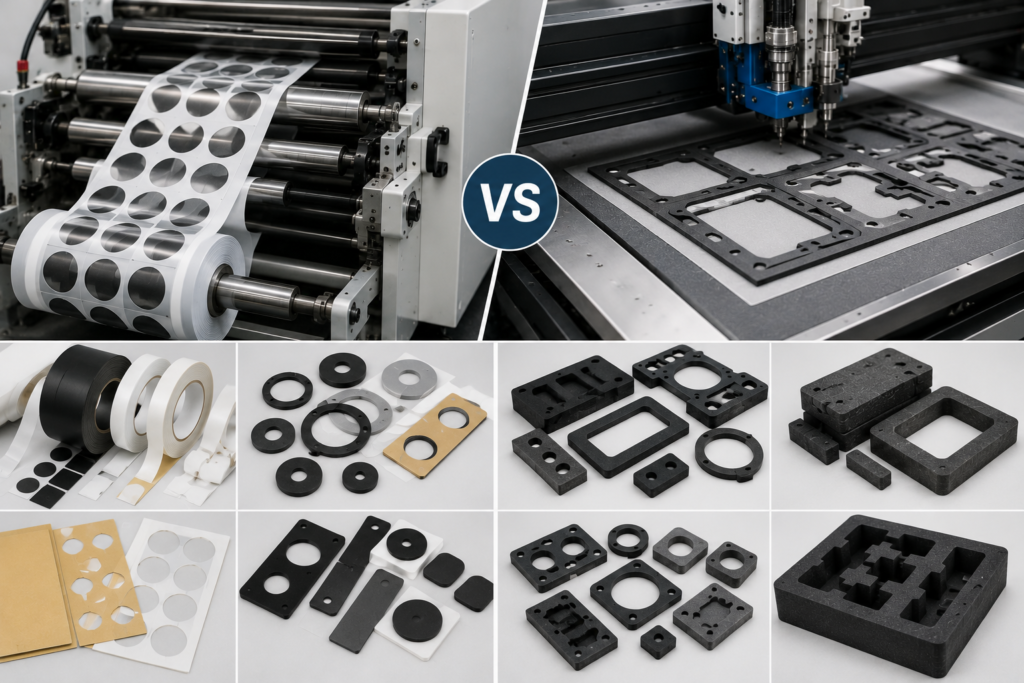
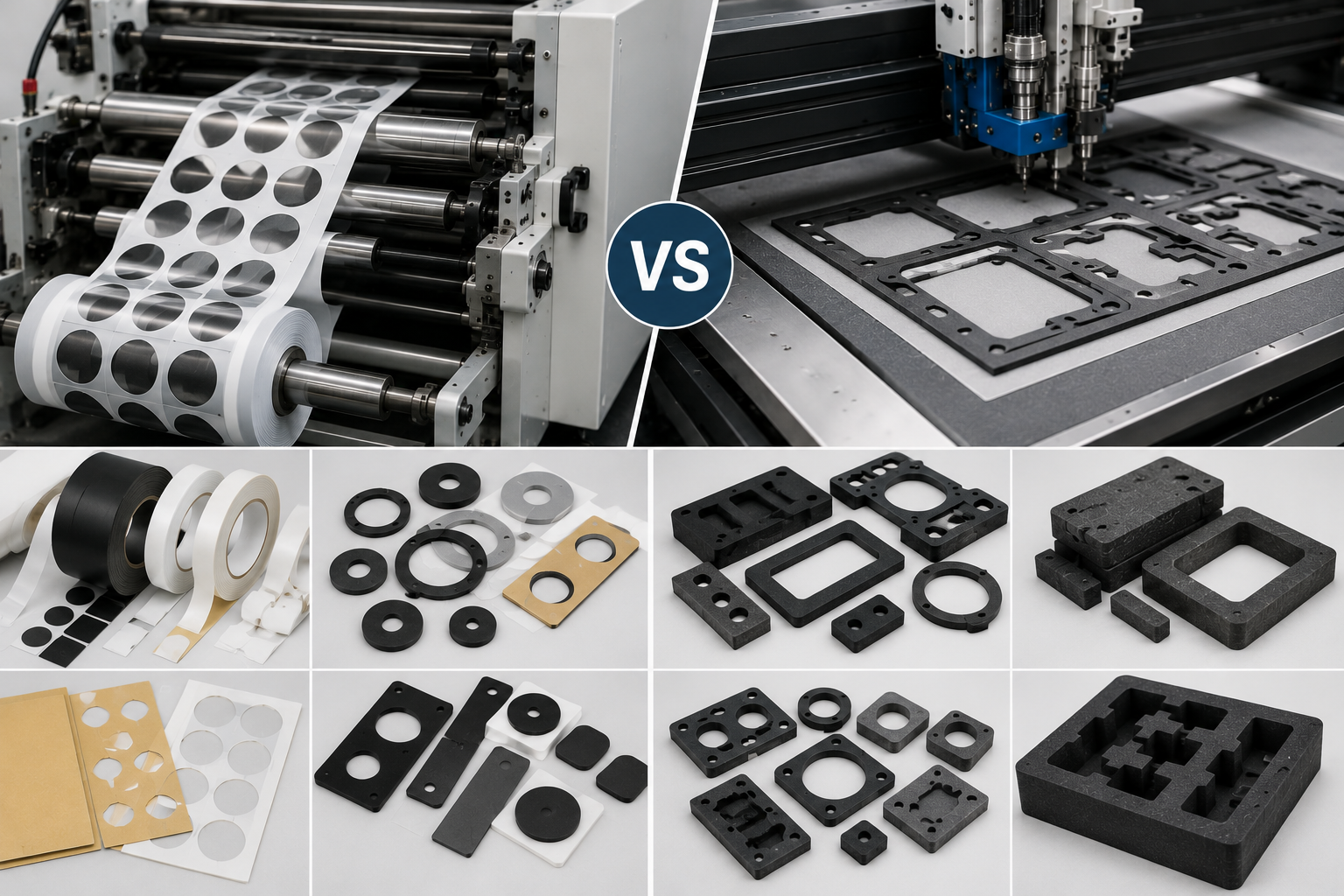
Rotary die cutting and flatbed die cutting are both widely used to convert foam, rubber, adhesive tape, PET film, protective film, non-woven felt, insulation materials, and other flexible materials into custom components. The better choice depends on the material, thickness, tolerance, quantity, part shape, adhesive structure, and final application.
For OEM buyers and engineers, the question should not only be “Which machine is better?” A better question is: “Which die cutting process can make this part stable, accurate, cost-effective, and easy to assemble in mass production?”
At Sanken, we support OEM customers with both process thinking and material converting experience. We help customers choose suitable methods for custom die cut foam gaskets, adhesive-backed components, PET insulation films, rubber pads, non-woven felt parts, protective films, and multilayer materials used in automotive, electronics, battery, medical, appliance, and industrial applications.
Simple Answer: Rotary vs Flatbed Die Cutting
Rotary die cutting is usually better for high-volume, roll-fed, repeatable production. It is faster and more efficient for adhesive tapes, films, foams, labels, and thin flexible materials.
Flatbed die cutting is usually better for thicker materials, lower-volume projects, larger parts, prototype production, or materials that are difficult to process continuously from rolls.
| Comparison Item | Rotary Die Cutting | Flatbed Die Cutting |
|---|---|---|
| Best for | High-volume roll-fed production | Thicker sheets, prototypes, lower volume |
| Speed | Faster | Slower |
| Tooling | Rotary die or magnetic cylinder | Steel rule die or flat tooling |
| Material format | Mostly rolls | Sheets or rolls |
| Thickness handling | Better for thin to medium materials | Better for thicker or rigid materials |
| Adhesive parts | Excellent for kiss cutting and liner control | Good, but less efficient for long runs |
| Cost advantage | Better at high volume | Better for small batches or simpler tooling |
| Flexibility | Less flexible after tooling is made | More flexible for changing designs |
| Typical use | Tape, film, labels, thin foam, PET parts | Thick foam, rubber, pads, large sheets |
The best process depends on the project. Neither rotary nor flatbed die cutting is always better.
How Rotary Die Cutting Works
Rotary die cutting uses a rotating cylindrical cutting tool. The material is usually fed through the machine in roll form. As the material moves through the rollers, the rotary die cuts repeated shapes continuously.
Rotary die cutting can perform several processes in one line, including:
- Material unwinding
- Adhesive lamination
- Film lamination
- Kiss cutting
- Through cutting
- Perforation
- Slitting
- Waste removal
- Liner replacement
- Rewinding or sheet cutting
This makes rotary die cutting very suitable for roll-to-roll converting.
It is commonly used for:
- Double-sided tape components
- PET insulation films
- Protective film tabs
- Foam tape gaskets
- Adhesive-backed pads
- Battery insulation parts
- Medical adhesive components
- Labels and stickers
- Display bonding tapes
- Automotive electronic adhesive parts
For high-volume adhesive-backed parts, rotary die cutting can be very efficient because it controls the material, adhesive, liner, waste removal, and finished delivery format in a continuous process.
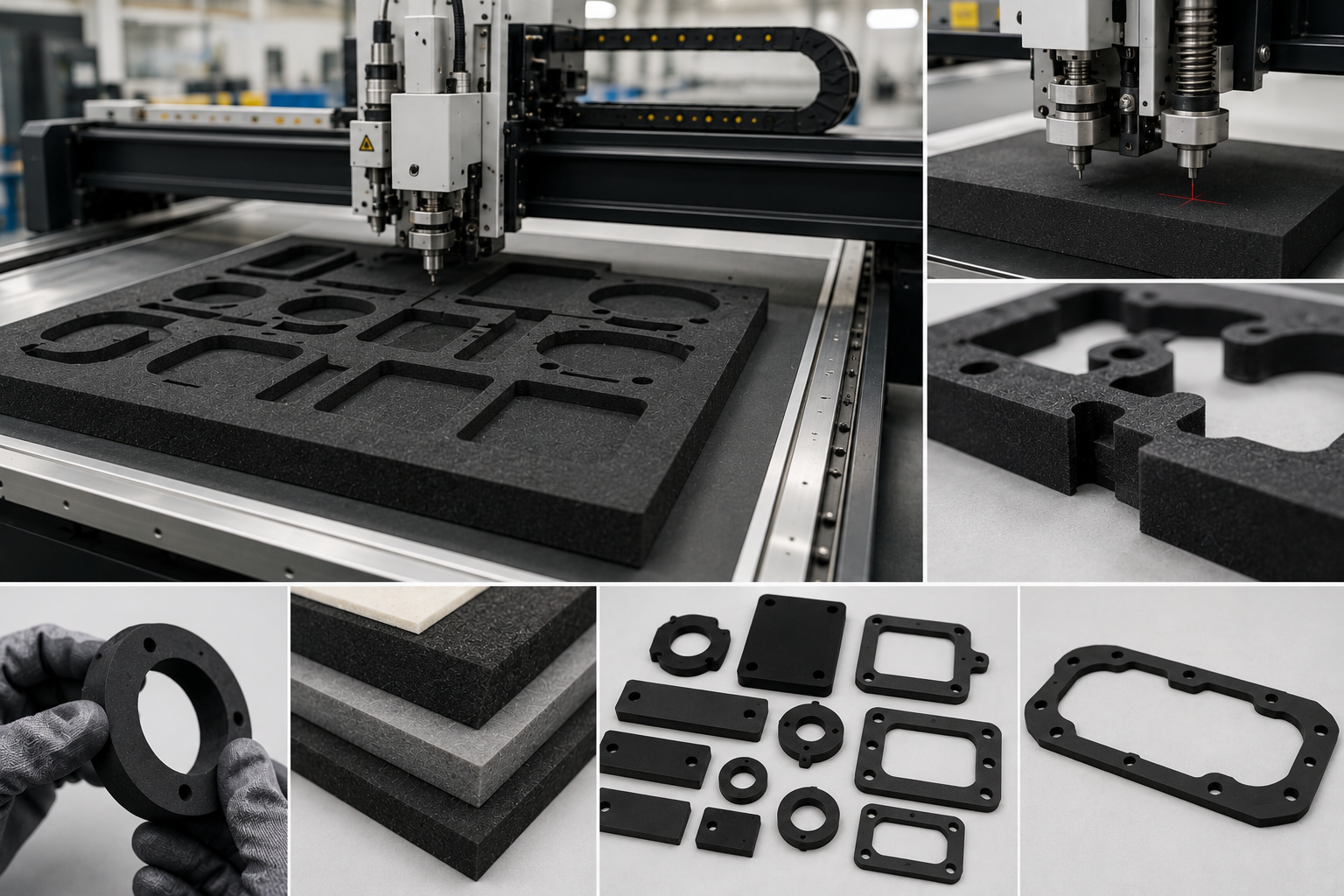
How Flatbed Die Cutting Works
Flatbed die cutting uses a flat cutting tool that presses down onto the material. The material may be supplied in sheets or rolls, depending on the equipment and process design.
The cutting action is vertical. The tool presses into the material to create the required shape.
Flatbed die cutting is commonly used for:
- Thick foam pads
- Rubber gaskets
- Large insulation parts
- Non-woven felt components
- Protective packaging inserts
- Sponge pads
- Low-volume custom parts
- Prototype samples
- Larger sheet-format materials
Flatbed die cutting is often more flexible for early-stage projects because tooling can be simpler and less expensive than rotary tooling. It is also useful when the part is too thick, too large, or too rigid for rotary processing.
For some projects, flatbed die cutting is the safer choice during development. Once the design is stable and volume increases, the project may move to rotary die cutting if the material and shape are suitable.
When Rotary Die Cutting Is Better
Rotary die cutting is usually better when speed, repeatability, and roll-fed production matter.
It is a strong choice when:
- Production volume is high
- Material is supplied in rolls
- The part is thin or medium thickness
- The shape repeats continuously
- Adhesive liner control is important
- Kiss cutting is required
- Waste removal must be efficient
- The part needs stable batch consistency
- The customer needs roll or sheet delivery
- Multiple layers need to be laminated and cut together
For example, an automotive electronics customer may need adhesive-backed foam gaskets supplied on release liner. The gasket must peel cleanly, stay flat, align with the housing, and maintain stable dimensions across thousands or millions of pieces.
In this case, rotary die cutting may be better because it can control continuous production, kiss cutting depth, liner release, adhesive positioning, and waste removal efficiently.
Rotary die cutting is also useful for PET insulation films, battery insulation components, protective films, and double-sided tape parts where hole accuracy and repeated geometry matter.
When Flatbed Die Cutting Is Better
Flatbed die cutting is usually better when the material is thicker, the part is larger, the quantity is lower, or the design may still change.
It is a strong choice when:
- Material is supplied in sheets
- The material is thick foam or rubber
- The part size is large
- Quantity is small or medium
- The design is still changing
- Tooling cost must be controlled
- The material is difficult to process from rolls
- The part does not require high-speed roll-to-roll converting
- The project is in prototype or trial stage
For example, a custom foam packaging insert with deep cavities and thick foam layers may be better produced by flatbed die cutting, CNC cutting, or a combined process. The same applies to thick rubber gaskets or larger insulation pads.
Flatbed die cutting can also be helpful for new projects because sample changes are often easier before final tooling and mass production are confirmed.
Cost Difference Between Rotary and Flatbed Die Cutting
Cost depends on tooling, material utilization, setup time, labor, speed, waste rate, and quantity.
Rotary die cutting usually has higher tooling cost, but lower unit cost at high volume. Once the rotary tool and process are stable, production can be fast and efficient.
Flatbed die cutting often has lower tooling cost, but slower production speed. It can be more cost-effective for prototypes, small batches, thick materials, or projects that require design flexibility.
| Cost Factor | Rotary Die Cutting | Flatbed Die Cutting |
|---|---|---|
| Tooling cost | Usually higher | Usually lower |
| Unit cost at high volume | Usually lower | Usually higher |
| Setup flexibility | Less flexible | More flexible |
| Prototype cost | May be high | Usually more suitable |
| Long-run efficiency | Strong advantage | Less efficient |
| Thick material cost | May not be suitable | Often better |
For buyers, the cheapest sample process may not be the cheapest mass production process.
A project may start with flatbed die cutting for validation, then move to rotary die cutting after the design, material, adhesive, and tolerance are confirmed.
Material Selection Affects the Process Choice
Different materials behave differently during die cutting.
Foam can compress during cutting. Rubber can rebound. Thin film can stretch. Adhesive tape can overflow if pressure is too high. Non-woven felt can shed fibers if the tool is not suitable. Protective film can wrinkle if tension is not controlled.
Rotary die cutting is strong for thin roll materials such as PET film, adhesive tape, foam tape, protective film, and multilayer laminates.
Flatbed die cutting is stronger for thick foam, rubber pads, large sheets, or materials that cannot be processed smoothly through a rotary web system.
For multilayer adhesive components, the supplier should review the full structure:
- Top material
- Adhesive layer
- Carrier film
- Foam or rubber layer
- Release liner
- Protective film
- Total thickness
- Cut depth
- Waste removal method
- Delivery format
A good die cutting supplier should not choose a process only by machine availability. The process should match the material behavior and final application.
Common Problems If the Wrong Process Is Chosen
Choosing the wrong die cutting process can create production and assembly problems.
| Problem | Possible Cause | Result |
|---|---|---|
| Poor liner release | Wrong kiss cutting depth | Slow assembly and damaged parts |
| Rough edges | Wrong tool or process | Poor fit or appearance |
| Material deformation | Foam compression or film stretching | Dimensional instability |
| Adhesive overflow | Excessive cutting pressure | Contamination and poor assembly |
| High unit cost | Wrong process for volume | Poor cost control |
| Long lead time | Tooling not matched to production need | Delayed project launch |
| Poor repeatability | Weak process control | Batch variation |
| Waste removal failure | Shape not suitable for process | Production stoppage |
For OEM parts, a cutting process must support real production conditions. A clean sample is not enough. The part must be stable during cutting, peeling, packaging, shipping, assembly, and final use.
How Buyers Should Choose Between Rotary and Flatbed Die Cutting
Before choosing rotary or flatbed die cutting, buyers should confirm these points:
| Question | Why It Matters |
|---|---|
| Is the material roll-fed or sheet-fed? | Determines process suitability |
| What is the material thickness? | Thick materials may need flatbed cutting |
| What is the annual volume? | High volume may justify rotary tooling |
| Is adhesive backing required? | Kiss cutting and liner control may be critical |
| What tolerance is required? | Affects tooling and process control |
| Are there small holes or narrow walls? | Affects waste removal and manufacturability |
| Is the design finalized? | Prototype projects may need flexible tooling |
| What delivery format is needed? | Roll, sheet, kit, or individual piece |
| What is the final application? | Sealing, bonding, insulation, cushioning, protection |
| What testing is required? | Confirms process reliability |
The best decision comes from reviewing the drawing, material, function, quantity, and assembly method together.
How Sanken Helps Customers Select the Right Process
Sanken Manufacturing Co., Ltd. helps OEM customers select suitable die cutting and material converting processes based on real application needs.
For rotary die cutting, we review roll-fed materials, adhesive structure, liner release, kiss cutting depth, waste removal, part spacing, tolerance, and mass production efficiency.
For flatbed die cutting, we review material thickness, sheet size, foam density, rubber hardness, part geometry, sample flexibility, and cutting edge quality.
For both processes, we focus on material behavior, edge cleanliness, dimensional stability, adhesive control, packaging, and final assembly performance.

We support custom die cut foam gaskets, PET insulation films, rubber pads, non-woven felt components, adhesive-backed parts, protective films, battery insulation components, automotive anti-rattle parts, medical adhesive components, and industrial sealing parts.
Our goal is to help customers reduce repeated samples, unstable quality, adhesive lifting, poor fit, rough edges, and unnecessary tooling cost.
FAQ
Which is better, rotary or flatbed die cutting?
Rotary die cutting is usually better for high-volume roll-fed production. Flatbed die cutting is usually better for thicker materials, larger sheet parts, prototypes, and lower-volume projects.
Is rotary die cutting faster than flatbed die cutting?
Yes. Rotary die cutting is generally faster because it processes materials continuously through rotating cutting cylinders.
Is flatbed die cutting cheaper than rotary die cutting?
Flatbed tooling is often cheaper, especially for prototypes and small batches. Rotary die cutting may have higher tooling cost but lower unit cost at high volume.
Which process is better for foam gaskets?
Thin adhesive-backed foam gaskets may be better for rotary die cutting. Thick foam gaskets or low-volume foam parts may be better for flatbed die cutting.
Which process is better for adhesive tape parts?
Rotary die cutting is often better for adhesive tape parts because it can control kiss cutting, liner release, waste removal, and roll-to-roll production efficiently.
Can both rotary and flatbed die cutting make custom shapes?
Yes. Both processes can make custom shapes. The better choice depends on material, thickness, quantity, tolerance, and application.
Can a project start with flatbed cutting and move to rotary cutting later?
Yes. Many projects start with flatbed die cutting for samples or small batches, then move to rotary die cutting when the design and production volume are confirmed.
Conclusion
Rotary die cutting and flatbed die cutting are both valuable manufacturing processes. Rotary die cutting is better for high-speed, high-volume, roll-fed production of tapes, films, thin foams, labels, and multilayer adhesive components. Flatbed die cutting is better for thicker materials, larger sheet parts, prototypes, lower-volume orders, and projects that need more design flexibility.
For OEM buyers, the best process is the one that matches the material, thickness, tolerance, adhesive structure, quantity, delivery format, and final application.
At Sanken, we help customers choose the right die cutting method and convert foam, rubber, PET film, adhesive tape, protective film, non-woven felt, and multilayer materials into reliable custom components for automotive, electronics, battery, medical, appliance, and industrial applications.