

Injection molded parts manufacturing is widely used for OEM custom plastic components because it can produce stable, repeatable, and cost-effective parts at scale. From automotive electronics housings to consumer electronics covers, appliance components, medical device shells, industrial enclosures, clips, brackets, and custom plastic parts, injection molding supports high-volume production with consistent dimensions and material performance.
For OEM engineers and purchasing teams, injection molding is not only about making a plastic part. The molded component often needs to work together with foam gaskets, adhesive tape parts, PET insulation films, rubber pads, protective films, sealing components, and other custom die cut materials. If the injection molded part is not designed and controlled correctly, the final assembly may suffer from poor fit, sealing failure, adhesive lifting, warpage, surface defects, or inspection rejection.
At Sanken, we support OEM customers with custom injection molded plastic parts, precision die cut foam gaskets, adhesive tape components, PET and PI insulation films, protective films, rubber pads, non-woven felt parts, sealing components, and multilayer converted materials for automotive, electronics, EV battery, appliance, medical device, and industrial applications.
What Is Injection Molded Parts Manufacturing?
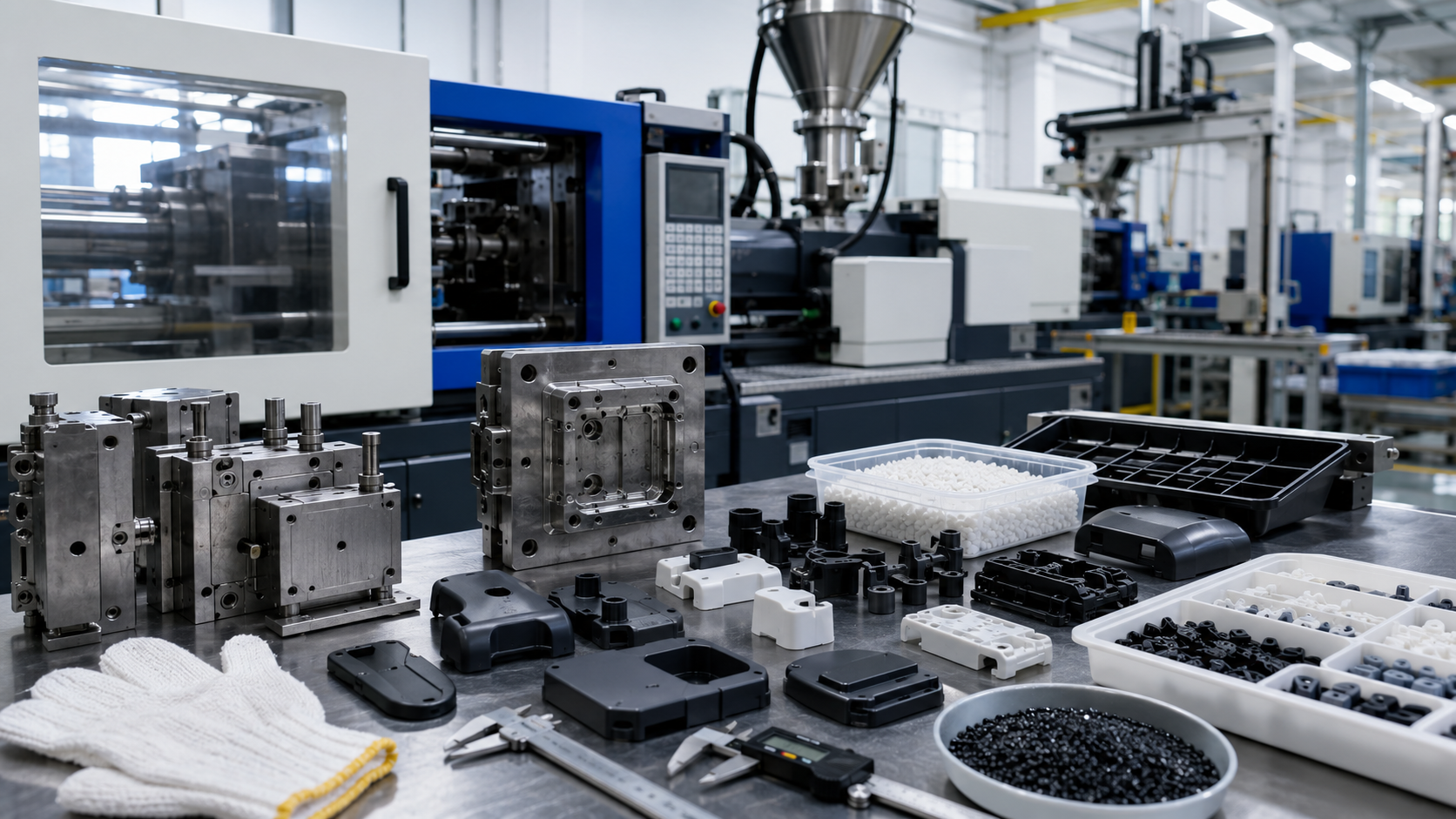
Injection molded parts manufacturing is a process where plastic resin is heated, melted, injected into a mold cavity, cooled, and ejected as a finished plastic part. The mold is designed according to the customer’s 2D drawing, 3D model, or sample.
Injection molding is commonly used to produce:
- Plastic housings
- Covers
- Brackets
- Clips
- Enclosures
- Frames
- Connectors
- Appliance panels
- Automotive electronic shells
- Medical device plastic parts
- Industrial plastic components
The biggest advantage of injection molding is repeatability. Once the mold and process are stable, the same part can be produced in large quantities with consistent dimensions, appearance, and performance.
Basic Injection Molding Process
A successful injection molding project usually includes several important stages.
| Process Stage | Main Purpose | Key Risk to Control |
|---|---|---|
| Design review | Check manufacturability | Warpage, sink marks, weak structure |
| Material selection | Choose suitable plastic resin | Strength, heat, shrinkage, bonding |
| Mold design | Build production tooling | Gate, cooling, venting, ejection |
| Trial molding | Produce first samples | Dimensional and surface defects |
| Sample approval | Confirm fit and function | Assembly mismatch |
| Mass production | Stable part output | Batch variation |
| Inspection and packaging | Protect quality before shipment | Scratches, deformation, mixed parts |
Each stage affects the final cost and quality. Problems that are ignored before tooling often become expensive to fix later.
1. Design Review Before Mold Opening
Good injection molded parts start with good design review. A drawing may look correct, but it must also be suitable for molding.
Important design points include:
- Wall thickness
- Draft angle
- Ribs and bosses
- Screw posts
- Clips and snap-fit features
- Gate location
- Parting line position
- Surface appearance areas
- Shrinkage control
- Assembly clearance
- Areas for foam gaskets, tapes, films, or rubber pads
If the wall is too thick, the part may have sink marks. If the wall thickness is uneven, the part may warp. If the draft angle is not enough, the part may be difficult to eject from the mold. If the gasket groove is not designed correctly, the foam gasket may not seal.
For OEM projects, injection molded plastic parts should be reviewed together with related die cut components before mold opening.
2. Plastic Material Selection
Material selection affects strength, appearance, shrinkage, heat resistance, flexibility, and long-term reliability.
Common injection molding materials include ABS, PC, PP, PA, POM, PE, TPE, TPU, and other engineering plastics.
| Material | General Feature | Common OEM Use |
|---|---|---|
| ABS | Good toughness and appearance | Housings, covers, appliance parts |
| PC | High impact resistance | Electronics, protective covers, structural parts |
| PP | Lightweight and chemical resistant | Clips, automotive parts, containers |
| PA / Nylon | Strong and wear resistant | Brackets, connectors, mechanical parts |
| POM | Low friction and stable | Gears, moving parts, precision components |
| TPE / TPU | Flexible and soft-touch | Seals, grips, flexible components |
The right material depends on the final application. A visible cover may need good surface appearance. An automotive electronic housing may need heat resistance and dimensional stability. A plastic part that bonds with adhesive tape may need surface compatibility. A component that works with foam gaskets must maintain stable groove dimensions.
Material should not be selected only by price. It should match the part function, environment, assembly method, and production requirement.
3. Mold Design and Tooling
The mold determines the final part shape and has a major impact on quality and cost.
Important mold design factors include:
- Cavity layout
- Gate design
- Runner system
- Cooling channels
- Venting
- Ejection system
- Shrinkage compensation
- Mold steel selection
- Surface texture
- Tooling precision
Poor mold design can cause repeated quality problems, such as warpage, short shots, flash, weld lines, burn marks, weak areas, or unstable dimensions.
Tooling cost may look high at the beginning, but a well-designed mold can reduce rework, improve cycle time, and support stable mass production.

4. Trial Molding and Sample Approval
After the mold is built, trial molding is used to produce first samples. These samples should be checked carefully before mass production.
Sample approval should include:
- Dimensional inspection
- Surface quality check
- Warpage review
- Color and appearance confirmation
- Assembly fit testing
- Clip or screw fit check
- Gasket groove review
- Adhesive bonding surface review
- Packaging trial if needed
A sample should not only be measured on a table. It should be tested in the real assembly whenever possible.
For example, a molded plastic housing should be checked with the matching foam gasket, PET insulation film, adhesive tape part, rubber pad, or protective film. This helps identify fit problems before mass production.
Quality Factors in Injection Molded Parts
Quality control is one of the most important parts of injection molded parts manufacturing.
Common quality risks include:
| Quality Problem | Possible Cause | Result |
|---|---|---|
| Warpage | Uneven cooling or poor wall design | Poor assembly fit |
| Sink marks | Thick sections or insufficient packing | Appearance rejection |
| Flash | Poor mold fit or high pressure | Assembly interference |
| Short shot | Incomplete filling | Missing features |
| Weld line | Flow fronts meeting | Weak or visible line |
| Flow mark | Unstable material flow | Surface defect |
| Color variation | Material or pigment inconsistency | Appearance issue |
| Scratches | Poor handling or packaging | Customer rejection |
| Hole mismatch | Shrinkage or tooling issue | Assembly delay |
| Poor gasket fit | Groove or tolerance problem | Sealing failure |
For OEM plastic parts, quality inspection should focus on both dimensions and real function.
Assembly Fit With Die Cut Components
Many molded plastic parts need flexible auxiliary materials to complete the final assembly.
Examples include:
- Foam gaskets for sealing
- Adhesive tape parts for bonding
- PET and PI films for insulation
- Rubber pads for damping
- Protective films for surface protection
- Non-woven felt strips for anti-rattle performance
- Light-blocking films for sensors or displays
If these parts are not reviewed together, problems may appear during final assembly.
A plastic housing may pass inspection, but the foam gasket may not seal if the groove is warped. A tape part may lift if the molded surface is not suitable for adhesive bonding. A PET film may not align if screw posts shift. A protective film may show bubbles if the surface is scratched or contaminated.
This is why Sanken reviews molded parts and die cut components as a complete assembly system.
Cost Factors in Injection Molded Parts Manufacturing
The cost of injection molded parts is affected by more than part size.
Main cost factors include:
| Cost Factor | How It Affects Price |
|---|---|
| Material type | Engineering plastics cost more than basic plastics |
| Part size and weight | Larger parts use more material |
| Mold complexity | Complex tools cost more |
| Number of cavities | Affects tooling cost and production efficiency |
| Tolerance requirement | Tight tolerance requires more control |
| Surface finish | Cosmetic surfaces require better tooling and handling |
| Production quantity | Higher volume usually lowers unit cost |
| Cycle time | Faster cycles reduce production cost |
| Secondary operations | Assembly, printing, inserts, or packaging add cost |
| Inspection level | Higher requirements increase quality cost |
A low tooling cost is not always the best choice. Poor tooling may create higher rejection rates, slower production, and more quality problems.
For OEM buyers, the best cost strategy is to balance tooling investment, material selection, production volume, quality requirements, and final assembly efficiency.
How to Reduce Cost Without Sacrificing Quality
Cost reduction should not come from using unsuitable materials or lowering inspection too much. Better cost control comes from better design and process planning.
Useful cost-saving methods include:
- Simplify unnecessary complex features
- Keep wall thickness balanced
- Avoid overly tight tolerance on non-critical areas
- Choose practical material based on function
- Review gate and mold design early
- Reduce secondary operations where possible
- Confirm assembly requirements before tooling
- Review related die cut components early
- Choose packaging that prevents damage
- Plan production quantity clearly
The best injection molding supplier should help customers reduce total project cost, not only quote the lowest part price.
How Sanken Supports Injection Molded OEM Parts
Sanken Manufacturing Co., Ltd. supports OEM customers with injection molded plastic parts and related precision die cut components.
Our support includes:
- Plastic housing manufacturing
- Molded covers, clips, brackets, and enclosures
- Foam gasket die cutting
- Adhesive tape components
- PET and PI insulation films
- Rubber pads and sealing parts
- Protective film components
- Non-woven felt parts
- Multilayer material converting
- Assembly-ready packaging

For each project, we review part design, material selection, mold feasibility, dimensional tolerance, surface quality, foam gasket fit, adhesive bonding surface, PET film alignment, rubber compression, protective film coverage, packaging, and final assembly method.
Our goal is to help customers reduce repeated samples, tooling changes, poor fit, adhesive lifting, gasket mismatch, inspection failure, and unstable mass production.
FAQ
What is injection molded parts manufacturing?
Injection molded parts manufacturing is the process of melting plastic resin, injecting it into a mold, cooling it, and producing custom plastic parts with repeatable shape and quality.
What affects the quality of injection molded parts?
Quality is affected by material selection, part design, mold design, gate location, cooling, injection pressure, shrinkage, process control, inspection, and packaging.
What affects the cost of injection molded parts?
Cost is affected by material, part size, mold complexity, number of cavities, tolerance, surface finish, production quantity, cycle time, inspection level, and packaging.
Why do injection molded parts need design review?
Design review helps prevent warpage, sink marks, flash, weak clips, poor ejection, surface defects, and assembly mismatch before mold investment.
Can injection molded parts be used with die cut components?
Yes. Many molded plastic parts are assembled with foam gaskets, adhesive tapes, PET films, rubber pads, protective films, and felt strips.
How can OEM buyers reduce injection molding cost?
Buyers can reduce cost by simplifying design, choosing suitable materials, avoiding unnecessary tight tolerance, confirming quantity, reviewing tooling early, and testing assembly before mass production.
Can Sanken support injection molded parts and die cut components together?
Yes. Sanken supports custom injection molded plastic parts together with precision die cut foam gaskets, adhesive tape parts, PET and PI films, protective films, rubber pads, non-woven felt parts, and multilayer components.
Conclusion
Injection molded parts manufacturing is a reliable process for producing custom plastic parts at scale. However, successful OEM production depends on more than the molding machine. Material selection, part design, mold quality, process control, inspection, packaging, and final assembly fit all affect quality and cost.
For many OEM projects, molded plastic parts must also work with die cut foam, rubber, film, tape, felt, and protective components. Reviewing these parts together helps prevent poor fit, sealing failure, adhesive problems, and repeated sampling.
At Sanken, we help OEM customers develop injection molded plastic parts and related die cut components that are accurate, clean, cost-effective, and stable from sample development to mass production.