
The cost of custom die cut parts is affected by material type, thickness, adhesive structure, tooling, tolerance, part complexity, production quantity, waste rate, inspection requirements, packaging format, and delivery method. A simple foam pad may be low-cost, while a multilayer adhesive-backed PET insulation film with tight tolerance, clean edges, and special packaging may require more engineering and process control.
For OEM buyers and engineers, it is important to understand that die cutting cost is not only about the size of the part. The final price depends on how difficult the part is to manufacture consistently and how much risk the supplier must control before mass production.
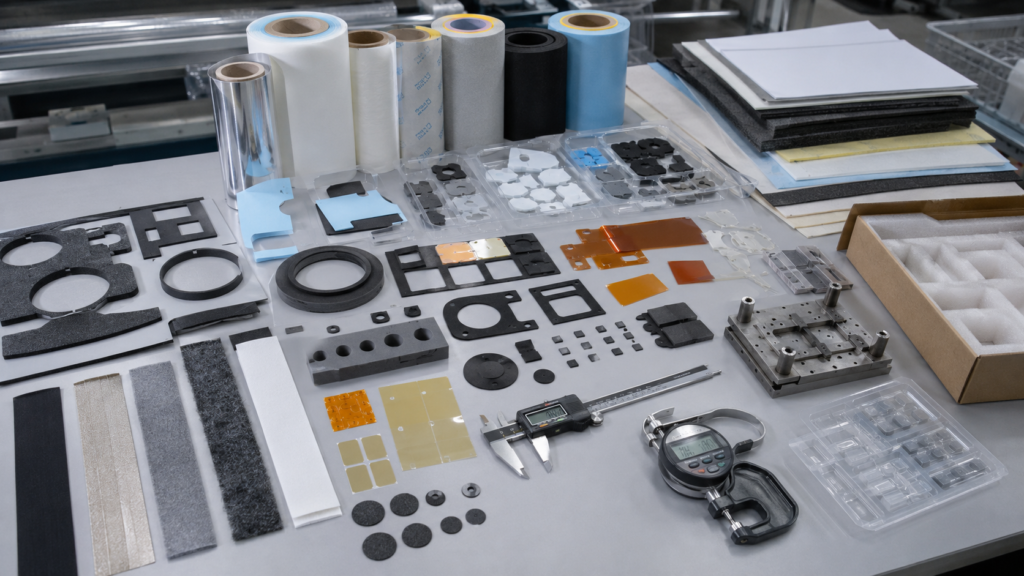
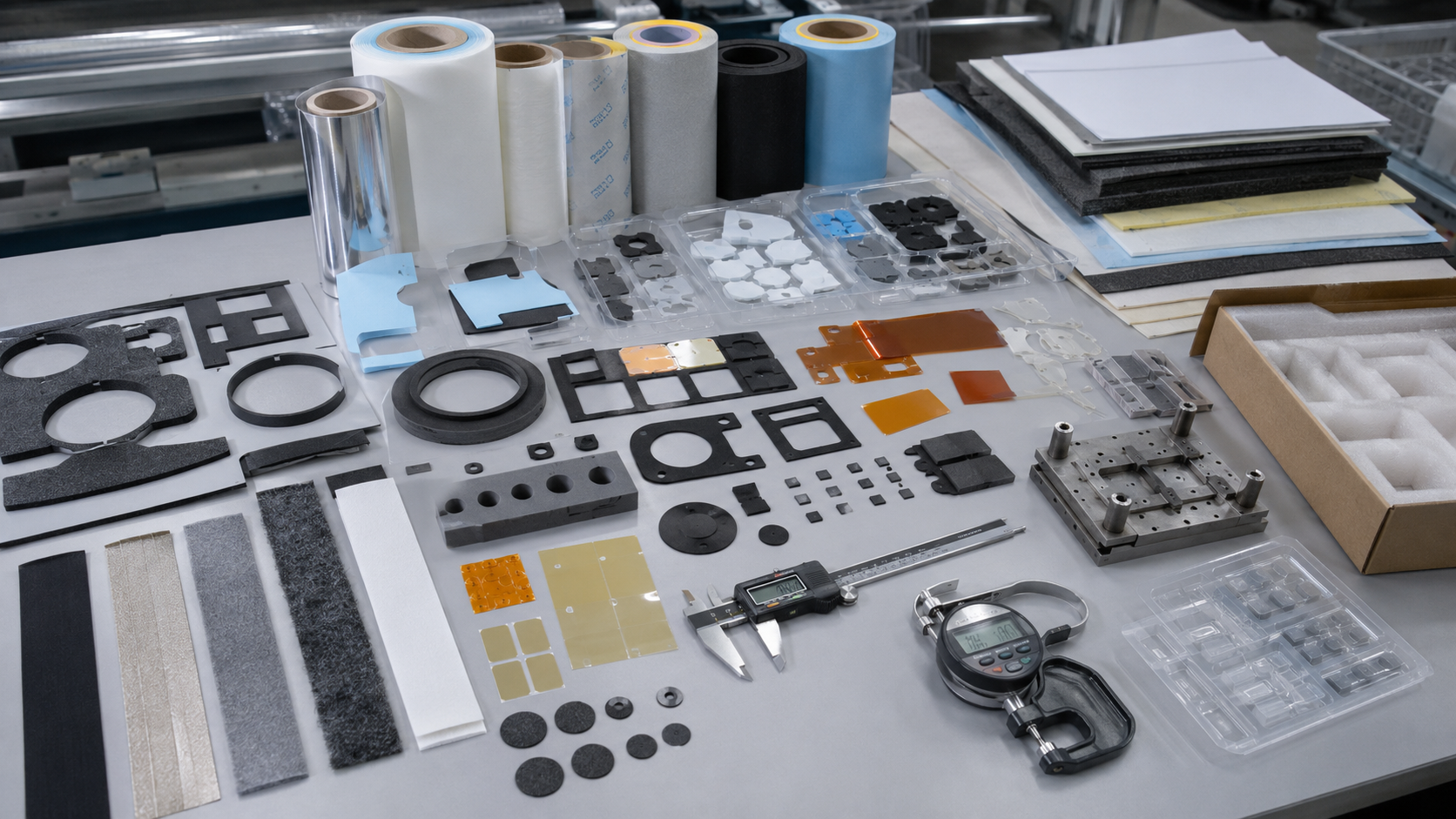
At Sanken, we help OEM customers develop custom die cut foam gaskets, adhesive tape components, PET and PI insulation films, protective films, rubber pads, non-woven felt parts, sealing components, and multilayer converted parts for automotive, electronics, battery, medical, appliance, and industrial applications.
Why Custom Die Cut Part Cost Varies
Two die cut parts with similar sizes can have very different costs.
One part may use standard foam without adhesive, loose tolerance, simple shape, and basic sheet packaging.
Another part may use PET film laminated with double-sided adhesive, kiss cut on a release liner, controlled for hole alignment, inspected for cleanliness, and packed in assembly-ready sheets.
The second part costs more because it requires more material control, lamination, cutting precision, waste removal, liner release control, inspection, and packaging support.
In OEM manufacturing, a low piece price is not always the lowest total cost. A stable die cut part that is easy to peel, apply, inspect, and assemble may reduce rework, labor time, and production delays.
1. Material Type
Material is usually the first cost factor.
Common die cut materials include foam, rubber, PET film, PI film, PC film, protective film, double-sided tape, transfer adhesive, non-woven felt, sponge, insulation materials, and multilayer laminated materials.
| Material Type | Cost Impact | Common Use |
|---|---|---|
| PE / PU / EVA foam | Usually moderate, depends on density and thickness | Cushioning, sealing, spacing |
| EPDM / silicone foam | Higher than common foam | Sealing, heat resistance, automotive use |
| Rubber | Depends on hardness, thickness, and grade | Damping, sealing, anti-slip pads |
| PET film | Moderate and stable | Insulation, protection, spacing |
| PI film | Higher cost | High-temperature insulation |
| Double-sided tape | Depends on adhesive grade and carrier | Bonding and mounting |
| Non-woven felt | Depends on density and fiber control | Automotive NVH, anti-rattle parts |
| Protective film | Depends on adhesive and surface quality | Surface protection |
Special materials usually cost more because they offer higher temperature resistance, better insulation, stronger bonding, cleaner surfaces, or more stable performance.
2. Material Thickness and Density
Thickness affects both material cost and cutting difficulty.
Thicker foam, rubber, or felt uses more raw material and may require stronger tooling, slower cutting speed, or special handling. Very thin films can also increase cost because they may curl, stretch, wrinkle, or require tighter tension control.
Foam density also matters. Higher-density foam usually costs more than low-density foam, but it may provide better compression support and durability.
For foam gaskets, the cost depends not only on thickness, but also on compression behavior, sealing width, rebound, and adhesive backing.
3. Adhesive Structure
Adhesive-backed die cut parts often cost more than non-adhesive parts because they require extra material and process steps.
Adhesive-related cost factors include:
- Double-sided tape type
- Transfer adhesive type
- Foam tape structure
- PET carrier adhesive
- Release liner type
- Adhesive thickness
- Liner release level
- Lamination process
- Kiss cutting depth control
For adhesive parts, the supplier must control how the part stays on the liner, how easily it peels, and how well it bonds to the final surface.
If the adhesive is difficult to cut or remove as waste, production cost may increase.
4. Tooling and Die Cost
Custom die cut parts usually require a cutting tool.
Tooling cost depends on part shape, size, material thickness, tolerance, quantity, and cutting method.
Common tooling options include steel rule dies, flatbed tooling, rotary dies, and precision cutting tools. Simple foam pads may use lower-cost tooling. High-volume roll-to-roll adhesive parts may require rotary tooling. Tight-tolerance film parts may require more precise tooling.
Tooling cost is usually a one-time or project-based cost, but it affects the total project budget, especially during prototyping and small-volume production.

5. Part Shape and Complexity
Simple shapes are easier and cheaper to produce. Complex shapes require more control.
Cost increases when the part has:
- Small holes
- Narrow walls
- Sharp corners
- Long thin strips
- Small isolated tabs
- Complex internal cutouts
- Tight hole-to-edge distance
- Pull tabs
- Multilayer alignment features
- Difficult waste removal areas
A foam gasket with wide walls and rounded corners is easier to produce than a very narrow adhesive gasket with small holes and sharp corners.
Complex parts may also reduce material utilization, which increases waste and cost.
6. Tolerance Requirements
Tighter tolerance usually increases cost because the supplier must control tooling, material movement, cutting pressure, inspection, and production stability more carefully.
Tolerance cost also depends on material.
PET film can usually hold tighter tolerance than soft foam. Rubber may rebound after cutting. Adhesive tape may stretch during peeling or waste removal. Felt may have edge variation because of its fiber structure.
If every dimension has tight tolerance, the cost may increase unnecessarily. A better approach is to define critical-to-quality dimensions, such as hole position, sealing wall width, adhesive area, and assembly contact surfaces.
7. Production Quantity
Quantity has a major impact on unit cost.
Small orders usually have higher unit cost because tooling setup, material preparation, machine adjustment, sample approval, inspection, and packaging must be spread across fewer parts.
Larger orders often reduce unit cost because setup cost is distributed over more pieces and material purchasing can be more efficient.
However, high quantity also requires stable process control. For OEM projects, the lowest price is not enough if the supplier cannot keep the same quality across batches.
8. Material Utilization and Waste Rate
Material utilization means how efficiently parts can be arranged on the raw material.
If the shape nests well, material waste is lower. If the part has a large irregular shape, many holes, wide spacing, or strict orientation, waste may increase.
Waste rate is especially important for expensive materials such as PI film, specialty adhesive tape, silicone foam, conductive materials, or high-performance insulation films.
A good die cutting supplier should review layout and nesting to reduce waste without affecting part function.
9. Lamination and Multilayer Converting
Many OEM die cut parts are not made from one material. They may require lamination before cutting.
Examples include:
- Foam plus double-sided tape
- PET film plus adhesive backing
- Rubber plus adhesive liner
- Felt plus pressure-sensitive adhesive
- Protective film plus pull tab
- PI film plus release liner
- Foam plus PET carrier layer
Multilayer parts cost more because they require material preparation, lamination alignment, tension control, adhesive compatibility, kiss cutting, waste removal, and final inspection.
However, multilayer die cut parts can reduce customer assembly labor because they arrive ready to use.
10. Inspection and Quality Requirements
Inspection requirements can also affect cost.
Basic parts may only need dimensional checks. Automotive, electronics, battery, medical, or optical applications may require more detailed inspection.
Common inspection items include:
| Inspection Item | Why It Affects Cost |
|---|---|
| Thickness | Requires measurement and sampling control |
| Outer dimensions | Requires tooling and inspection control |
| Hole alignment | Requires accurate registration |
| Edge cleanliness | Requires blade and process control |
| Adhesive position | Requires lamination accuracy |
| Liner release | Requires peel testing or handling checks |
| Surface quality | Requires clean handling and packaging |
| Compression behavior | Requires material testing |
| Packaging condition | Requires controlled packing process |
Higher inspection levels increase labor and process control, but they help reduce rework, customer rejection, and mass production risk.
11. Packaging Format
Packaging is often overlooked, but it can affect both price and assembly efficiency.
Custom die cut parts may be supplied as:
- Loose pieces
- Sheets
- Rolls
- Kiss cut liner sheets
- Tray-packed parts
- Bagged sets
- Kitted components
- Assembly-ready formats
Soft foam parts may need protection from compression. Thin films may need flat packaging to prevent curling. Adhesive-backed parts may need stable liner layout. Small parts may need trays or organized sheets to improve picking.
Better packaging may increase part cost, but it can reduce customer assembly time and handling damage.
12. Sampling and Engineering Support
OEM projects often require sample development before mass production.
Sampling cost may include material testing, drawing review, tooling adjustment, adhesive testing, assembly fit review, liner release testing, and packaging trials.
A supplier that offers engineering support may not always provide the lowest initial quote, but they can help prevent repeated sampling and mass production failure.
For OEM buyers, this support can reduce total project cost.
How Sanken Helps Control Die Cut Part Cost
Sanken Manufacturing Co., Ltd. helps OEM customers balance cost, material performance, process stability, and assembly efficiency.
For each custom die cut project, we review:
- Part function
- Material type
- Thickness and density
- Adhesive structure
- Bonding surface
- Tolerance requirement
- Tooling method
- Cutting process
- Waste removal
- Material utilization
- Liner release
- Edge quality
- Packaging format
- Inspection standard
- Assembly method

Our goal is not simply to make the cheapest part. Our goal is to help customers choose a cost-effective die cut solution that performs reliably, assembles smoothly, and remains stable in mass production.
How Buyers Can Reduce Cost Without Increasing Risk
Buyers can reduce die cut part cost by improving design and project information early.
Useful cost-saving steps include:
- Confirm the real function of the part
- Avoid unnecessary tight tolerances
- Choose material based on performance, not only brand
- Use rounded corners where possible
- Increase narrow wall width when design allows
- Review adhesive and liner requirements early
- Choose practical packaging formats
- Provide real assembly samples
- Test materials before mass production
- Allow supplier to optimize material layout
Cost reduction should not come from using unsuitable material or reducing inspection too much. The best cost reduction comes from better design, better material selection, and better process planning.
FAQ
What affects the cost of custom die cut parts?
The cost is affected by material type, thickness, adhesive structure, tooling, tolerance, part complexity, production quantity, waste rate, inspection requirements, packaging, and delivery format.
Why do adhesive-backed die cut parts cost more?
Adhesive-backed parts cost more because they require adhesive material, release liner, lamination, kiss cutting, liner release control, and more careful handling during production.
Does tighter tolerance increase die cut part cost?
Yes. Tighter tolerance often requires better tooling, more process control, more inspection, and sometimes slower production speed.
Why does material waste affect price?
Die cut parts are made from sheets or rolls. If the part shape creates high waste or cannot be nested efficiently, more raw material is needed, increasing cost.
Are larger production quantities cheaper?
Usually, larger quantities reduce unit cost because tooling setup, machine setup, and material preparation are spread across more parts. However, stable quality control is still required.
Can packaging affect die cut part cost?
Yes. Tray packaging, kitting, protective packaging, roll format, and assembly-ready liner sheets can increase packaging cost but may reduce assembly time and damage.
Can Sanken help optimize the cost of custom die cut parts?
Yes. Sanken helps OEM customers review material, tolerance, adhesive structure, tooling, waste rate, packaging, and inspection needs to develop cost-effective custom die cut components.
Conclusion
The cost of custom die cut parts depends on more than size and shape. Material type, thickness, adhesive structure, tolerance, tooling, complexity, quantity, waste rate, inspection, packaging, and engineering support all affect the final price.
For OEM buyers, the best approach is to compare total cost, not only unit price. A well-designed die cut part may cost slightly more per piece but reduce rework, assembly delays, adhesive failure, poor fit, and customer complaints.
At Sanken, we help customers develop custom die cut foam, rubber, film, tape, felt, and multilayer components that balance cost, quality, and reliable OEM assembly performance.