
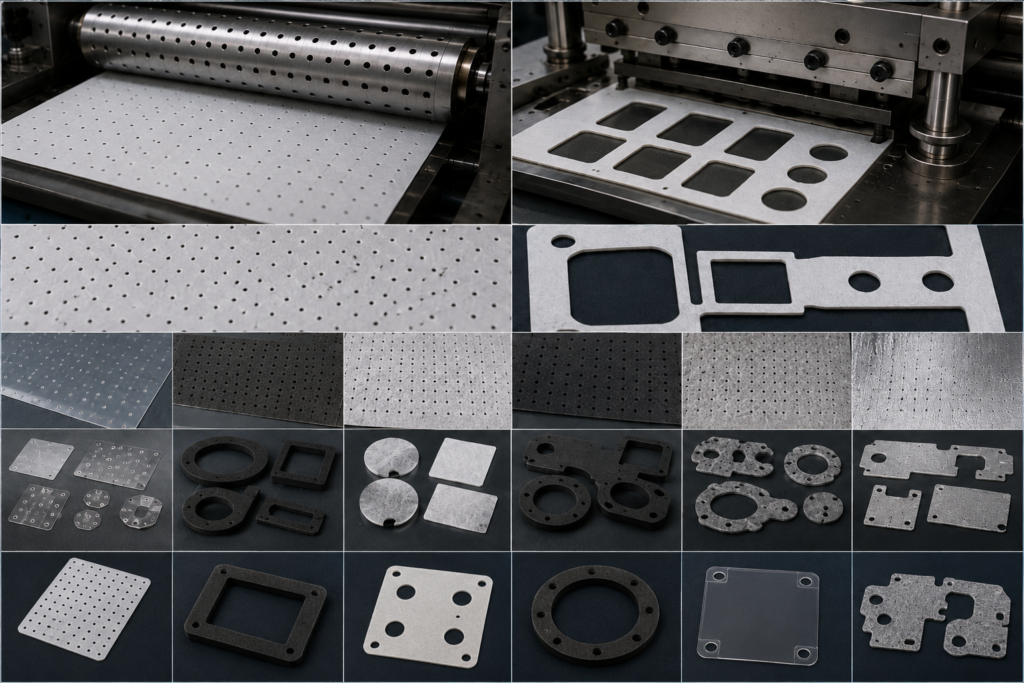
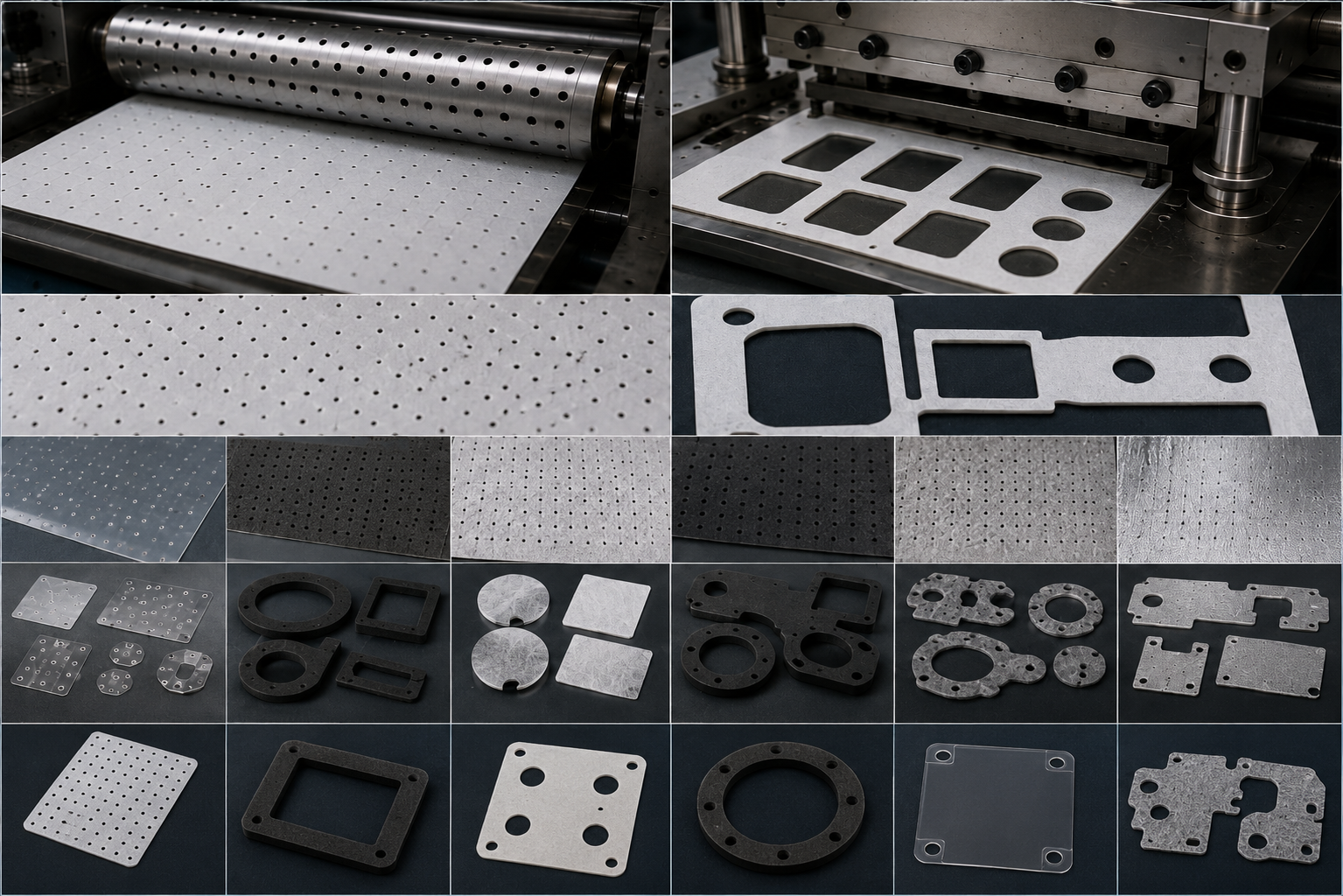
Perforation and die cutting are both converting processes used to cut or weaken materials into specific shapes, but they are not the same. Die cutting creates a complete cut shape or custom profile, while perforation creates a series of small cuts, holes, or weakened lines that allow the material to tear, fold, separate, or breathe more easily.
For OEM engineers and purchasing managers, the difference matters because choosing the wrong process can cause poor assembly, weak part performance, material tearing, difficult peeling, poor packaging function, or unstable mass production.
At Sanken, we support OEM customers with precision die cutting, kiss cutting, perforation, adhesive lamination, foam and rubber components, PET insulation films, protective films, non-woven felt parts, sealing gaskets, and custom material converting for automotive, electronics, medical, battery, appliance, and industrial applications.
Simple Definition: Perforation vs Die Cutting
Die cutting is used to cut a material into a defined shape. The cut may go completely through the material, or it may only cut through certain layers in a kiss cut structure.
Perforation is used to create a controlled line or pattern of small cuts, slits, or holes. The material is usually not fully separated immediately. Instead, the perforated area is designed to tear, fold, vent, drain, or release in a controlled way.
| Process | Main Purpose | Result |
|---|---|---|
| Die cutting | Cut a complete shape or profile | Finished part is separated or stays on liner |
| Perforation | Create controlled tear, fold, vent, or release points | Material remains connected but weakened or opened |
A die cut part may be a foam gasket, PET insulation film, adhesive pad, rubber seal, protective film, or non-woven felt component.
A perforated part may be a tear-off strip, breathable film, release tab, packaging opening line, drainage pattern, venting hole pattern, or controlled separation line.
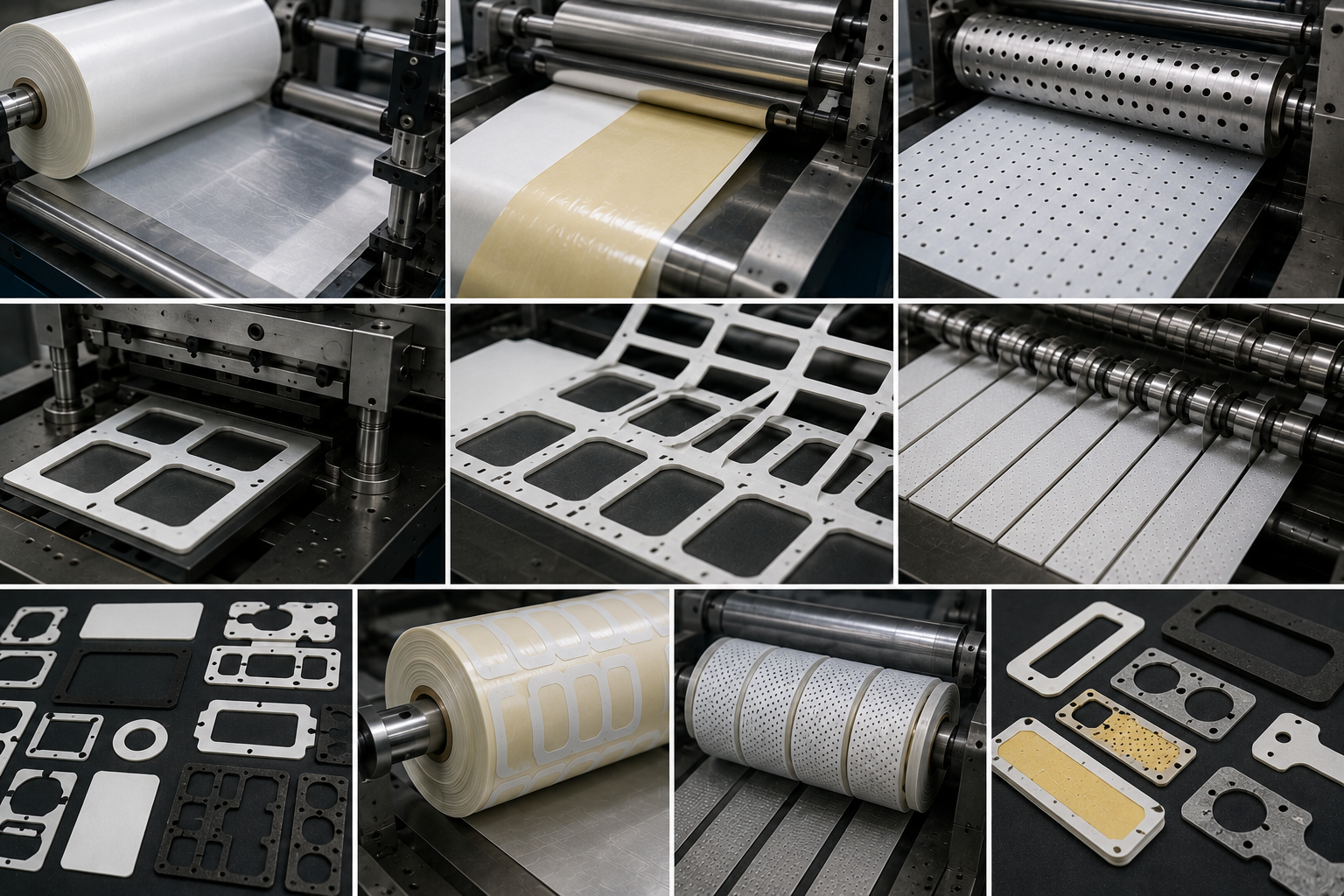
How Die Cutting Works
Die cutting uses a shaped cutting tool to cut material into a specific design. The tool can be flat or rotary, depending on the production process and material type.
Die cutting can be used for:
- Foam gaskets
- Rubber pads
- PET insulation films
- Protective films
- Double-sided tape parts
- Adhesive-backed components
- Non-woven felt pads
- Battery insulation parts
- Medical adhesive components
- Automotive anti-rattle parts
- Display and electronics assembly parts
The cut can be a simple rectangle, ring, strip, circle, gasket, frame, or complex custom shape with holes, slots, tabs, and narrow walls.
In precision manufacturing, die cutting is not only about cutting an outline. It also involves material behavior, tolerance, adhesive control, liner release, edge quality, waste removal, and delivery format.
For adhesive-backed materials, kiss cutting is often used. The blade cuts the top material and adhesive layer but does not cut through the release liner. This allows finished parts to stay on the liner until assembly.
How Perforation Works
Perforation creates a pattern of small cuts, slits, or holes. These openings may be placed in a line, repeated grid, custom pattern, or selected functional area.
Perforation can be used to:
- Make a tear-off line
- Create easy separation
- Improve folding
- Allow air flow
- Allow liquid drainage
- Reduce stiffness
- Support controlled release
- Improve breathability
- Create packaging opening features
- Reduce material tension during application
The perforated material normally remains connected until a force is applied. This is the main difference from full die cutting.
For example, a perforated tear line in packaging allows the user to open the package by pulling along the weakened line. A perforated protective film may allow air release during application. A perforated foam or film may allow venting, drainage, or easier compression.
Key Differences Between Perforation and Die Cutting
The easiest way to understand the difference is to compare the final function.
| Item | Die Cutting | Perforation |
|---|---|---|
| Cutting result | Complete shape or profile | Small cuts, holes, or weakened line |
| Material separation | Usually separated or kiss cut on liner | Usually remains connected |
| Main function | Create finished component shape | Enable tearing, folding, venting, or release |
| Common tools | Flatbed die, rotary die, steel rule die | Perforation blade, rotary perforation tool, punch pattern |
| Typical materials | Foam, rubber, tape, PET, felt, film | Film, paper, tape, foam, packaging material |
| Key risk | Poor edge, misalignment, adhesive overflow | Weak tear strength, uneven tearing, unwanted tearing |
| OEM use | Gaskets, insulation, bonding, protection | Tear lines, vents, release points, breathability |
Both processes can also be combined in one part.
For example, an adhesive-backed protective film may have a die cut outer shape and a perforated tear tab. A packaging insert may have die cut edges and perforated fold lines. A medical adhesive component may include die cut profiles and perforation lines for easier removal.
Common Problems and Production Risks
Choosing the wrong process can create serious production issues.
| Problem | Possible Cause | Risk |
|---|---|---|
| Part separates too early | Perforation too deep or too dense | Handling and packaging failure |
| Part does not tear cleanly | Perforation spacing too wide | Poor user experience |
| Rough edge | Die cutting tool not suitable | Poor appearance or fit |
| Adhesive overflow | Excessive cutting pressure | Contamination and assembly issue |
| Liner damage | Kiss cutting depth too deep | Difficult peeling |
| Poor venting | Perforation pattern not enough | Air bubbles or pressure buildup |
| Weak gasket wall | Die cut design too narrow | Tearing during assembly |
| Misaligned holes | Registration or tension issue | Assembly mismatch |
For OEM parts, the concern is not only whether the material can be cut. The concern is whether the material behaves correctly during peeling, handling, bonding, compression, tearing, folding, or final assembly.
A perforation line that is too weak may tear during transportation.
A perforation line that is too strong may not tear when the customer needs it.
A die cut gasket that is too narrow may deform during waste removal.
A kiss cut tape part may fail if the liner release is not controlled.
What Buyers or Engineers Should Check First
Before choosing perforation or die cutting, engineers should define the intended function.
| Checklist Item | What to Confirm | Why It Matters |
|---|---|---|
| Final function | Shape cutting, tearing, folding, venting, bonding | Determines process choice |
| Material type | Foam, film, tape, rubber, felt, paper | Affects tool and pressure |
| Material thickness | Thin film or thick foam/rubber | Controls cutting depth |
| Adhesive structure | With adhesive or without adhesive | Affects liner and edge control |
| Cutting depth | Through cut, kiss cut, partial cut, perforation | Prevents process failure |
| Tear strength | Easy tear or strong connection | Important for perforation |
| Tolerance | Hole position, outer profile, tear line | Controls assembly fit |
| Delivery format | Roll, sheet, individual part, liner-backed | Affects production and use |
| Application environment | Heat, humidity, vibration, compression | Confirms reliability |
| Testing method | Peel, tear, fit, compression, release | Verifies real performance |
This checklist helps avoid a common mistake: using perforation when a complete die cut part is needed, or using full die cutting when a controlled tear or venting function is required.
When to Use Die Cutting
Use die cutting when the material needs to become a finished shape.
Die cutting is usually the right choice for:
- Foam sealing gaskets
- Adhesive tape pads
- PET insulation films
- Rubber sealing parts
- Protective film covers
- Non-woven felt pads
- Battery insulation components
- Electronic spacers
- Display bonding frames
- Automotive anti-rattle pads
Die cutting is also preferred when the part must fit accurately into another product.
For example, a PET insulation film inside an electronic module must have accurate hole alignment. A foam gasket around an automotive electronic housing must have correct sealing wall width. A rubber pad must match the assembly position.
In these cases, perforation alone is not enough because the part needs a defined final shape.
When to Use Perforation
Use perforation when the material should remain connected but needs controlled separation, venting, folding, or tear function.
Perforation is usually useful for:
- Tear-off strips
- Packaging opening lines
- Easy-removal liners
- Air release films
- Breathable films
- Drainage patterns
- Fold lines
- Separated label sections
- Protective film tabs
- Controlled release features
Perforation is also useful when a material must keep its form during production but later separate during use.
For example, a liner may be perforated so operators can remove only one section at a time. A protective film may include perforation to make removal easier. A breathable film may use perforation to allow airflow while still covering the surface.
Can Perforation and Die Cutting Be Used Together?
Yes. Many custom parts use both processes.
A component can have a die cut outside profile and perforated internal lines. It can also have kiss cut adhesive areas and perforated liner sections.
Common combined examples include:
- Die cut protective film with perforated tear tab
- Adhesive tape part with split liner perforation
- Packaging insert with die cut shape and perforated fold line
- Medical adhesive pad with die cut outline and removal perforation
- Foam component with die cut profile and venting perforation
- Label structure with die cut outer shape and perforated sections
Combining processes can improve assembly efficiency, user experience, and part functionality.
However, combined structures require careful process control. Cutting depth, liner strength, adhesive behavior, perforation spacing, and waste removal must be reviewed together.
Material and Process Considerations
Different materials respond differently to perforation and die cutting.
Thin PET film may need accurate tension control to prevent stretching.
Foam may compress during cutting, so tool pressure must be adjusted.
Rubber may rebound after cutting, which can affect final dimensions.
Adhesive tape may show adhesive overflow if pressure is too high.
Non-woven felt may shed fibers if the cut edge is not controlled.
Protective film may need clean release and no residue.
For perforation, the distance between cuts, cut length, uncut bridge length, and cutting depth all affect tear behavior.
For die cutting, blade sharpness, cutting depth, tool accuracy, and waste removal all affect part quality.
A reliable supplier should choose the process based on the part function, not only the drawing.
How Sanken Helps Customers Choose the Right Process
Sanken Manufacturing Co., Ltd. helps OEM customers select the right converting process for custom components.
For die cut parts, we review material, shape, thickness, adhesive structure, tolerance, cutting depth, edge quality, liner release, waste removal, and packaging.
For perforated parts, we review tear strength, perforation pattern, spacing, material behavior, liner structure, and final use.
For combined structures, we control both the die cut profile and perforation function to support better assembly and product performance.

We support applications such as automotive electronics, consumer electronics, medical device components, battery insulation, protective films, industrial sealing, appliance assembly, and custom adhesive-backed components.
Our goal is to help customers reduce sampling failures, tearing problems, liner release issues, poor fit, adhesive defects, and mass production instability.
FAQ
What is the difference between perforation and die cutting?
Die cutting creates a complete cut shape or profile. Perforation creates small cuts, holes, or weakened lines that allow controlled tearing, folding, venting, or separation.
Is perforation a type of cutting?
Yes. Perforation is a cutting process, but it does not usually separate the material completely. It creates controlled weak points or openings.
What is die cutting used for?
Die cutting is used to make custom parts such as foam gaskets, adhesive pads, PET insulation films, rubber seals, protective films, labels, non-woven felt parts, and OEM assembly components.
What is perforation used for?
Perforation is used for tear lines, fold lines, breathable areas, air release, drainage, easy-removal liners, packaging openings, and controlled separation features.
Can a part be both die cut and perforated?
Yes. Many components use both processes. A part may have a die cut outer shape and perforated liner, tear tab, fold line, or venting pattern.
Which process is better?
Neither is always better. Die cutting is better for making finished shapes. Perforation is better for controlled tearing, folding, venting, or partial separation.
What should buyers provide before requesting perforation or die cutting?
Buyers should provide drawings, material requirements, thickness, adhesive structure, cutting depth, tolerance, function, application environment, quantity, and delivery format.
Conclusion
Perforation and die cutting are related converting processes, but they serve different purposes. Die cutting creates a finished shape or profile, while perforation creates controlled tear lines, vent holes, fold lines, or separation points.
For OEM buyers and engineers, the correct choice depends on the material, function, assembly method, adhesive structure, tolerance, and final application. In many projects, both processes can be combined to improve handling, assembly, and product performance.
At Sanken, we help customers convert foam, rubber, PET film, adhesive tape, protective film, non-woven felt, and multilayer materials into precision die cut and perforated components for reliable OEM production.