

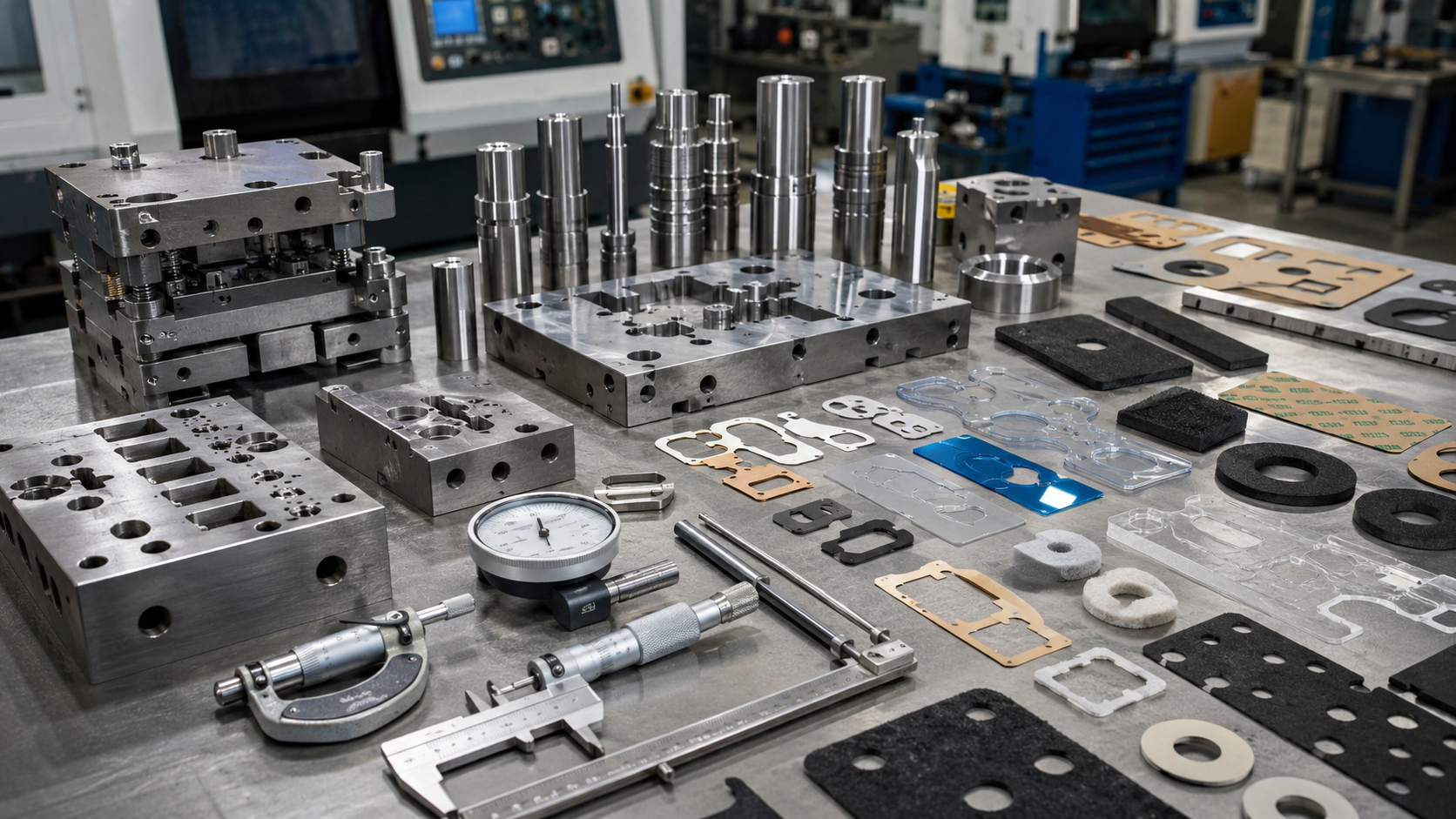
Tool and die making is the process of designing and producing the tools, dies, fixtures, molds, and cutting systems used to shape materials accurately and repeatedly. In precision die cutting, the die is the tool that controls the final shape, hole position, edge quality, tolerance, and repeatability of each custom part.
For OEM manufacturing, tooling is not a small detail. A poorly designed die can cause burrs, material deformation, adhesive lifting, difficult waste removal, unstable dimensions, and higher assembly costs. A well-made die helps foam, tape, film, rubber, non-woven, and insulation materials become consistent production-ready components.
At Sanken Manufacturing, tool and die making is closely connected with material selection, prototyping, precision die cutting, inspection, and stable mass production. For customers in automotive, electronics, medical, appliances, industrial equipment, and new energy applications, the right tooling process can directly affect product quality and assembly efficiency.
What Does Tool and Die Making Mean?
Tool and die making refers to the creation of specialized tools used to cut, form, punch, shape, or process materials. In traditional manufacturing, this may include metal stamping dies, injection molds, forming tools, jigs, and fixtures.
In precision die cutting, the focus is different. The die is usually designed to cut flexible or semi-flexible materials into custom shapes. These materials may include:
- Foam
- Rubber
- Adhesive tape
- PET film
- PI film
- PC film
- TPU film
- Non-woven fabric
- Needle-punched felt
- Protective film
- Insulation materials
- EMI shielding materials
- Release liner materials
- Multilayer laminated materials
The die must match the material structure, thickness, adhesive layer, liner type, tolerance requirement, and final application. This is why die making cannot be separated from real production experience.
Why Tooling Matters in Precision Die Cutting
Many custom die cut parts look simple from the outside. A foam pad, adhesive gasket, PET insulation film, rubber spacer, or felt component may appear to be only a small piece of material. But in OEM assembly, these small parts often affect sealing, cushioning, insulation, bonding, noise reduction, protection, and product reliability.
If the tooling is not designed correctly, several problems may appear during production:
- Rough or compressed edges
- Inaccurate hole position
- Adhesive overflow
- Liner cutting too deep or too shallow
- Difficult peeling during assembly
- Poor waste removal
- Material stretching or deformation
- Part lifting from the release liner
- Unstable tolerance during mass production
- Higher inspection and assembly costs
Good tool and die making helps prevent these problems before mass production starts. It allows the manufacturer to control cutting depth, edge quality, waste removal, material feeding, part spacing, and delivery format.
Common Types of Dies Used in Die Cutting
Different projects require different die types. The choice depends on material type, production volume, accuracy requirement, shape complexity, adhesive structure, and delivery method.
| Die Type | Common Use | Suitable Materials |
|---|---|---|
| Steel rule die | Flatbed die cutting and prototypes | Foam, rubber, paperboard, non-woven fabric |
| Rotary die | High-speed roll-to-roll production | Adhesive tapes, films, labels, thin foam |
| Solid die | Higher precision cutting | Film, tape, gasket and insulation parts |
| Kiss cutting die | Cutting top material without cutting liner | Adhesive-backed parts, labels, protective films |
| Through cutting die | Cutting through all material layers | Foam pads, rubber parts, gaskets and spacers |
For simple shapes or early-stage samples, a steel rule die may be enough. For high-volume roll-to-roll production, rotary die cutting may offer better speed and efficiency. For adhesive-backed parts, kiss cutting is often required because the die must cut the top material but leave the release liner intact.
Tool and Die Making for Foam Parts
Foam is widely used in OEM products for cushioning, sealing, vibration control, sound absorption, and gap filling. Common foam materials include EVA foam, PE foam, PU foam, CR foam, silicone foam, EPDM foam, and acrylic foam tape.
Foam can be difficult to cut because it compresses under pressure. If the die is not designed properly, the part may become smaller than expected after cutting, the edge may be crushed, or the shape may lose dimensional stability.
For foam die cut parts, tooling design should consider:
- Foam density
- Compression behavior
- Material thickness
- Part width
- Hole size
- Adhesive backing
- Release liner support
- Final tolerance
- Packaging and delivery format
In automotive and electronics applications, foam gaskets and pads must often fit into narrow spaces. A small tooling error may cause poor sealing, difficult assembly, or inconsistent compression.
Tool and Die Making for Adhesive Tape Parts
Adhesive-backed die cut parts require careful tooling control. These parts may include double-sided tape pads, VHB foam tape parts, transfer adhesive films, PET tape components, bonding strips, pull tabs, and liner-backed assembly parts.
The biggest challenge is cutting the adhesive layer without causing liner damage, adhesive overflow, edge lifting, or peeling problems.
For adhesive tape parts, tool and die making must control:
- Kiss cutting depth
- Liner thickness
- Adhesive flow
- Waste stripping
- Pull tab position
- Part spacing
- Liner release force
- Edge cleanliness
If the die cuts too deep, the liner may break during peeling. If the die cuts too shallow, parts may not separate cleanly. Both issues can slow down customer assembly lines.

Tool and Die Making for Film and Insulation Components
Films such as PET, PI, PC, TPU, PEN, and protective films are common in electronics, displays, batteries, sensors, and medical devices. These materials are often thin, flexible, and sensitive to tension.
Die cut film parts may be used for:
- Electrical insulation
- Surface protection
- Light blocking
- Spacing
- Shielding
- Battery pack insulation
- Display and optical module assembly
- Wearable device protection
Film tooling must control sharp edges, clean holes, accurate position, and low material distortion. For thin films, tension control and flatness are very important. If the film stretches during cutting, the final part may not align with the assembly position.
For EV battery packs and electronics, insulation films may also require flame resistance, high-temperature resistance, or stable dielectric performance. Tooling must support clean cutting and consistent dimensions without damaging material properties.
Tool and Die Making for Rubber and Gasket Parts
Rubber die cut parts are commonly used for sealing, cushioning, anti-slip, waterproofing, and vibration damping. Materials may include silicone rubber, EPDM, NBR, natural rubber, neoprene, and other elastomers.
Rubber can be challenging because it may stretch, rebound, tear, or deform during cutting. Tooling must be designed based on rubber hardness, thickness, tensile strength, and final shape.
Common rubber die cut parts include:
- Rubber pads
- Sealing gaskets
- Waterproof washers
- Shock absorption pads
- Anti-slip components
- Spacer parts
- Custom shaped rubber seals
For gasket applications, edge quality and dimensional accuracy are important. Poor tooling may cause rough edges, incomplete sealing, or inconsistent compression.
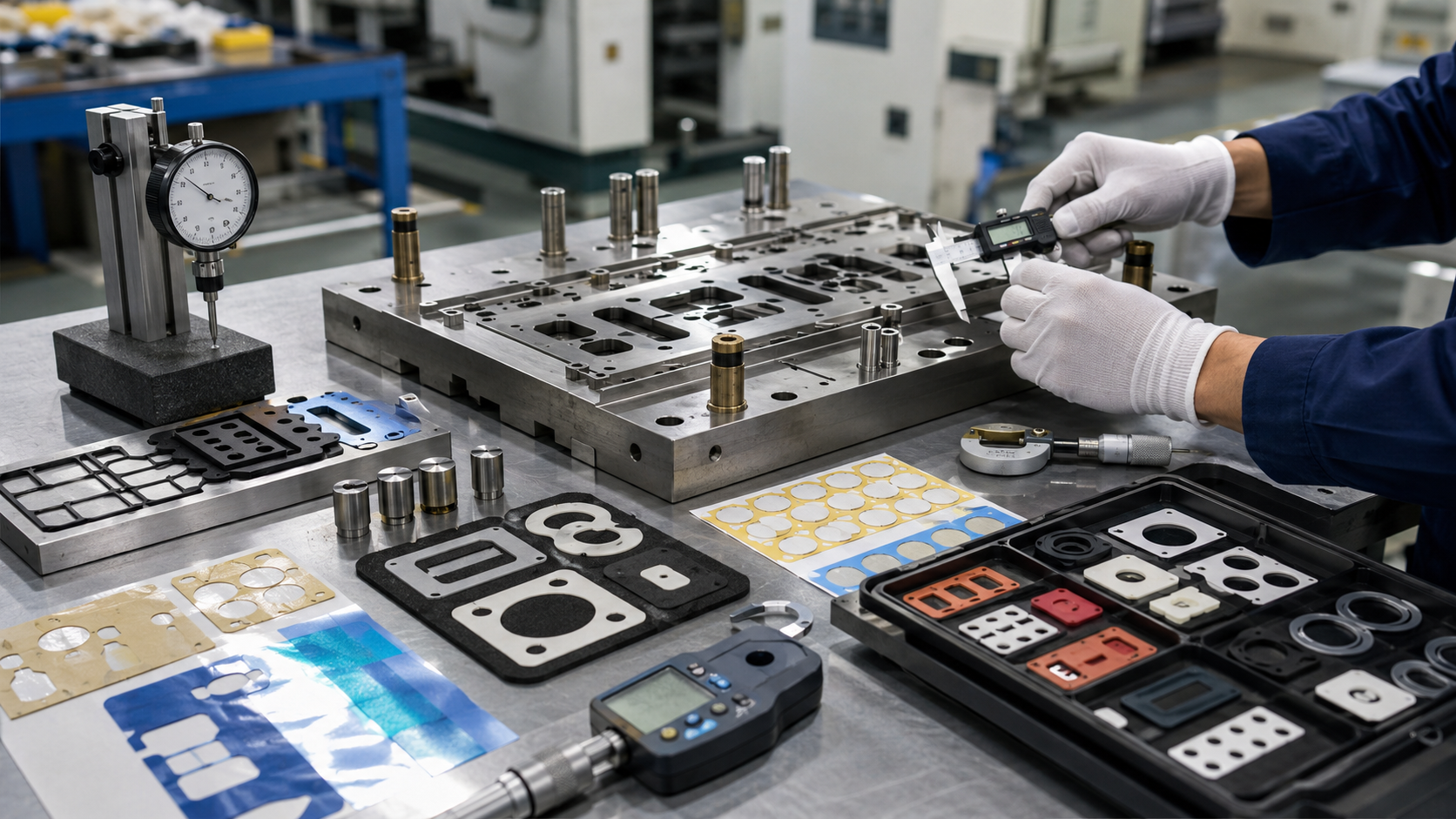
Tooling Review Before Mass Production
Before mass production, tooling should be reviewed together with the full application requirement. A drawing alone is not always enough. The manufacturer should understand how the part will be used, assembled, stored, and delivered.
OEM buyers should confirm:
- Material type and grade
- Thickness and tolerance
- Adhesive structure
- Release liner type
- Cutting depth requirement
- Hole and slot dimensions
- Part layout
- Edge quality requirement
- Cleanliness requirement
- Delivery format: roll, sheet, individual piece, or kit
- Packaging method
- Inspection standard
- Expected production volume
This review helps avoid tooling changes after mass production starts. It also reduces waste, rework, delays, and quality disputes.
Prototype Tooling vs Mass Production Tooling
Prototype tooling and mass production tooling may not be the same. For early-stage samples, the goal is usually to verify size, material behavior, assembly fit, and customer approval. A lower-cost tool may be enough at this stage.
For mass production, the tooling must support repeatability, stable yield, efficient waste removal, and long tool life. If the production volume is high, the tooling must also support faster machine speed and consistent material feeding.
| Stage | Main Purpose | Tooling Focus |
|---|---|---|
| Prototype | Verify design and material | Fast sampling and flexible adjustment |
| Pilot run | Test process stability | Tolerance, peeling, waste removal, inspection |
| Mass production | Stable supply | Repeatability, efficiency, tool life, quality control |
A good manufacturer should help customers move from prototype tooling to production tooling smoothly.
How Sanken Supports Tool and Die Making for OEM Projects
Sanken supports custom die cut parts from early design review to mass production. Our tooling support is not only about making a cutting die. It is part of a complete manufacturing process that includes material selection, laminating, die cutting, inspection, packaging, and delivery.
We support OEM customers with:
- Drawing and sample review
- Material selection
- Tooling design
- Prototype sampling
- Steel rule die and die cutting support
- Kiss cutting and through cutting
- Laminating and material converting
- Foam, tape, film, rubber, felt, and insulation part production
- Dimensional inspection
- Assembly-ready packaging
- Mass production quality control
Sanken’s custom die cut parts are used in automotive interiors, automotive electronics, consumer electronics, optical modules, medical devices, appliances, industrial equipment, and new energy applications.
Common Tooling Problems and How to Prevent Them
Many quality problems in die cutting are not caused by the material alone. They are caused by a mismatch between material, tooling, machine setting, and final application.
Common tooling-related problems include:
| Problem | Possible Cause | Prevention Method |
|---|---|---|
| Rough edge | Dull blade or wrong die design | Improve die sharpness and material support |
| Liner damage | Cutting depth too deep | Adjust kiss cutting depth |
| Poor peeling | Incorrect liner or adhesive structure | Test release liner and pull tab design |
| Part deformation | Material compression or stretching | Review material thickness and cutting pressure |
| Adhesive overflow | Excessive pressure or soft adhesive | Optimize tool clearance and pressure |
| Poor hole alignment | Tooling or feeding instability | Improve registration and process control |
| High scrap rate | Poor waste removal | Adjust part layout and stripping method |
The best solution is to review tooling risks before mass production instead of fixing problems after shipment.
How to Choose a Tooling Partner for Die Cut Parts
When choosing a tooling and die cutting partner, OEM buyers should not only compare price. Tooling quality affects production cost, delivery stability, and final product reliability.
A reliable supplier should be able to answer these questions:
- Can they review the drawing and material together?
- Do they understand foam, tape, film, rubber, and non-woven materials?
- Can they support both samples and mass production?
- Can they control kiss cutting depth for adhesive parts?
- Can they help reduce waste and improve layout?
- Can they inspect critical dimensions?
- Can they provide packaging formats suitable for assembly?
- Can they adjust tooling based on real production feedback?
For complex OEM projects, the right tooling partner can save more cost than choosing the lowest tooling price.
Conclusion
Tool and die making is the foundation of stable, repeatable, and cost-effective manufacturing. In precision die cutting, the die controls how foam, tape, film, rubber, non-woven, insulation, and adhesive materials are converted into accurate custom parts.
For OEM buyers, good tooling can reduce material waste, improve edge quality, control tolerance, support easier assembly, and make mass production more stable. Poor tooling, on the other hand, may lead to burrs, liner damage, adhesive problems, poor fit, high scrap, and delayed production.
Sanken supports custom die cut parts from material selection, drawing review, tooling design, prototyping, inspection, and mass production. If your project requires precision foam gaskets, adhesive tape parts, film components, rubber pads, insulation materials, or multilayer die cut assemblies, choosing the right tooling process is the first step toward reliable production.