
The best type of injection molding for OEM plastic parts depends on the part function, material, production volume, tolerance, appearance requirement, assembly method, and cost target. For many OEM projects, conventional thermoplastic injection molding is the most practical choice because it supports stable mass production, repeatable dimensions, and a wide range of engineering plastics. However, some projects may need insert molding, overmolding, two-shot molding, or precision injection molding when the part has special assembly, sealing, grip, or functional requirements.
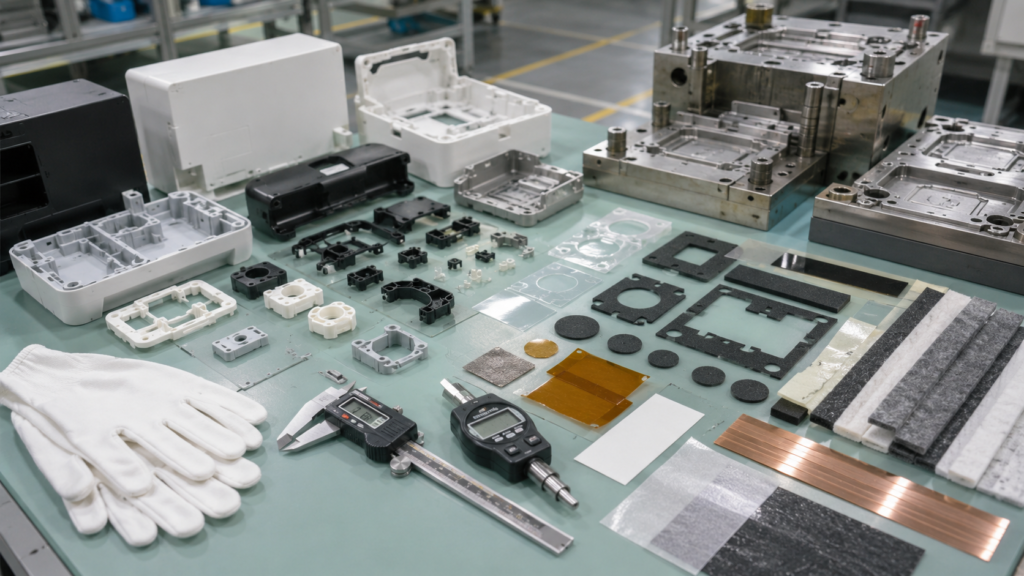
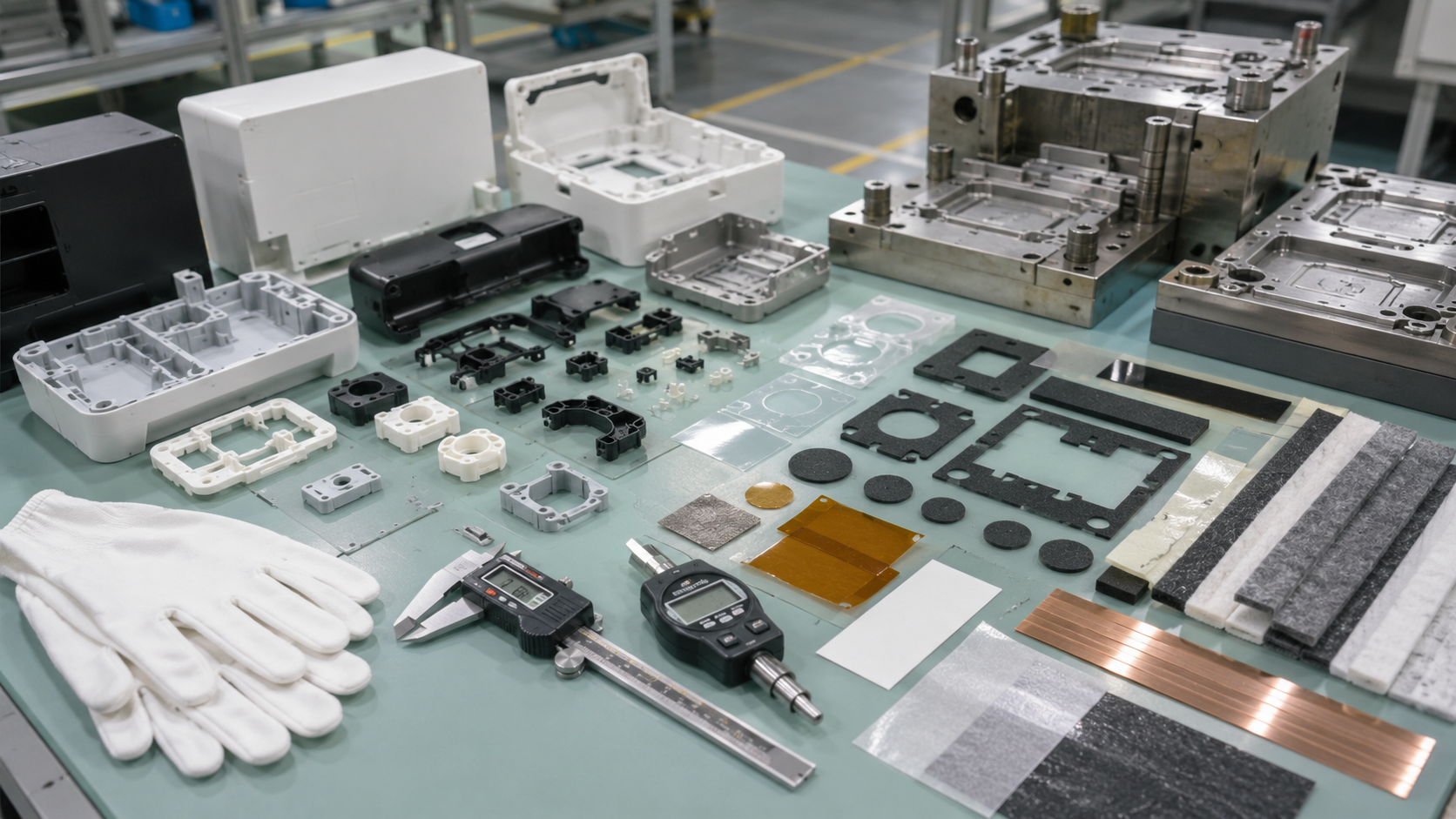
For OEM engineers and purchasing teams, choosing the right molding type is not only a technical decision. It affects tooling cost, sample approval, part strength, surface quality, production stability, and final assembly performance. A molded plastic part may also need to work with foam gaskets, adhesive tape components, PET insulation films, rubber pads, protective films, non-woven felt strips, and other die cut materials.
At Sanken, we support OEM customers with custom injection molded plastic parts, precision die cut foam gaskets, adhesive tape parts, PET and PI insulation films, rubber pads, protective films, non-woven felt components, sealing parts, and multilayer material converting for automotive, electronics, battery, appliance, medical device, and industrial applications.
Why Choosing the Right Injection Molding Type Matters
Not all plastic parts require the same injection molding method. A simple plastic cover may only need standard injection molding. A housing with metal terminals may need insert molding. A grip area may need overmolding. A part with two materials may need two-shot molding. A small technical component may need precision molding.
If the wrong molding type is selected, the project may face:
- Higher tooling cost than necessary
- Poor assembly fit
- Weak structure
- Unstable dimensions
- Surface defects
- Longer sampling time
- Mold modification cost
- Poor compatibility with gaskets, tapes, films, or rubber pads
- Higher total production cost
The best molding type should match the real function of the part, not only the drawing shape.
1. Conventional Thermoplastic Injection Molding
Conventional thermoplastic injection molding is the most common type used for OEM plastic parts. Plastic resin is melted, injected into a mold cavity, cooled, and ejected as a finished part.
This process is suitable for:
- Plastic housings
- Covers
- Brackets
- Clips
- Enclosures
- Frames
- Appliance panels
- Automotive electronic shells
- Industrial plastic components
- Medical device plastic parts
Common materials include ABS, PC, PP, PA, POM, PE, TPE, TPU, and other engineering plastics.
For most OEM projects, this is the best starting point because it offers a good balance of cost, repeatability, material options, tooling efficiency, and production stability.
| Best For | Main Advantage |
|---|---|
| Medium to high-volume plastic parts | Stable mass production |
| Housings, covers, brackets, clips | Good dimensional repeatability |
| Functional OEM parts | Wide material selection |
| Parts requiring consistent appearance | Better surface control |
Conventional injection molding is usually the best choice when the plastic part does not require metal inserts, soft-touch areas, multiple materials, or special integrated structures.
2. Insert Molding
Insert molding places a metal or non-plastic component inside the mold before plastic is injected around it. The plastic then forms around the insert, creating a combined part.
Insert molding is often used for:
- Metal threaded inserts
- Electrical terminals
- Connector parts
- Reinforced screw areas
- Bushings
- Sensor parts
- Automotive electronic components
- Structural plastic-metal assemblies
The main advantage is stronger integration. Instead of assembling a metal insert after molding, the insert becomes part of the molded component.
Insert molding may be the best choice when the plastic part needs improved strength, electrical function, threaded connection, or precise positioning of metal components.
However, it requires careful control. Insert placement, mold design, material flow, shrinkage, and bonding between plastic and insert must be reviewed. If the insert shifts during molding, the part may fail inspection or assembly.
3. Overmolding
Overmolding is a process where one material is molded over another part or substrate. It is commonly used to add a soft, protective, sealing, or grip layer over a harder plastic or metal part.
Overmolding is often used for:
- Soft-touch grips
- Protective covers
- Sealing edges
- Shock-absorbing surfaces
- Handheld device areas
- Tool handles
- Flexible interface areas
- Plastic parts requiring comfort or protection
For OEM parts, overmolding can reduce secondary assembly and improve product feel, sealing, or protection.
However, overmolding is not always necessary. If the same function can be achieved with a die cut foam gasket, rubber pad, adhesive tape, or protective film, the project may have a simpler and more cost-effective solution.
For example, an appliance panel may use a die cut rubber pad instead of an overmolded area. An automotive electronic housing may use a foam gasket instead of a molded soft seal. A display frame may use adhesive tape instead of a molded bonding structure.
A good supplier should compare both options based on cost, tooling, assembly, tolerance, and replacement needs.
4. Two-Shot Injection Molding
Two-shot injection molding, also called two-component molding, uses two materials or two colors in one molding process. The first material is molded, then the second material is molded onto or into the first part.
This process is often used when a part needs:
- Two materials
- Two colors
- Hard and soft areas
- Integrated sealing features
- Improved appearance
- Reduced secondary assembly
- Better bonding between materials
Two-shot molding can produce clean, integrated parts with stable repeatability. It is useful for products where appearance and function must be combined.
However, two-shot molding usually requires more complex tooling and higher project volume to justify the investment. For low-volume or simple OEM parts, conventional molding plus die cut components may be more practical.
For example, a plastic housing with a die cut foam gasket may be easier and more flexible than a two-shot molded sealing structure if the customer expects design changes, different gasket thicknesses, or lower tooling cost.

5. Precision Injection Molding
Precision injection molding focuses on tight tolerance, small features, high repeatability, and stable dimensional control.
It is often used for:
- Small plastic parts
- Connectors
- Sensor housings
- Electronic components
- Medical device parts
- Optical or display-related plastic parts
- Parts with accurate holes or thin walls
- Components that must align with films, tapes, or gaskets
Precision molding requires strong control over mold accuracy, material shrinkage, machine stability, cooling, inspection, and packaging.
This type of molding is best when the part has critical dimensions, strict assembly requirements, or must work with small die cut components such as PET insulation films, light-blocking films, adhesive tape rings, or foam spacers.
How to Choose the Best Injection Molding Type
There is no single best injection molding type for every OEM plastic part. The best choice depends on the project requirement.
| Project Requirement | Recommended Molding Type |
|---|---|
| Standard plastic housing or cover | Conventional injection molding |
| Plastic part with metal insert | Insert molding |
| Hard plastic part with soft surface | Overmolding |
| Two materials or two colors in one part | Two-shot injection molding |
| Small part with tight tolerance | Precision injection molding |
| High-volume stable production | Conventional or precision molding |
| Soft sealing or cushioning needed | Overmolding or die cut gasket solution |
| Adhesive bonding or insulation needed | Molding plus die cut tape or film |
Before choosing the molding type, buyers should review the part function, material, tooling cost, production volume, assembly process, and related components.
Material Selection Still Matters
Even if the molding type is correct, the wrong material can still cause failure.
OEM plastic parts may need:
- Impact resistance
- Heat resistance
- Chemical resistance
- Dimensional stability
- Flame resistance
- Good surface appearance
- Flexibility
- Wear resistance
- Adhesive bonding compatibility
- Fit with foam gaskets or rubber pads
A molded plastic housing that will use adhesive tape must have a suitable bonding surface. A part that will hold a foam gasket must maintain stable groove dimensions. A component near electronics may need insulation or heat resistance. A visible cover may need good cosmetic quality.
Material and molding type should be selected together.
Do You Need Advanced Molding or Die Cut Components?
In some OEM projects, buyers may think they need a more complex molding process when a die cut component can solve the problem more efficiently.
Examples include:
| Functional Need | Possible Solution |
|---|---|
| Dust sealing | Foam gasket or molded seal |
| Vibration damping | Rubber pad or soft overmold |
| Electrical insulation | PET or PI die cut film |
| Surface protection | Protective film |
| Bonding and positioning | Double-sided adhesive tape |
| Anti-rattle contact | Non-woven felt strip |
| Optical shielding | Light-blocking film |
This is why molded plastic parts and die cut components should be reviewed together. A simple molded part plus a precise die cut gasket, tape, film, or pad may be more cost-effective and easier to modify than a complex molded structure.
At Sanken, we help customers review both plastic part design and related die cut materials so the final assembly can be more practical and stable.
Cost Factors for Different Injection Molding Types
Cost is affected by tooling complexity, material, production volume, tolerance, appearance requirement, and secondary operations.
| Molding Type | Cost Consideration |
|---|---|
| Conventional injection molding | Usually practical for most OEM parts |
| Insert molding | Higher process control due to insert placement |
| Overmolding | Additional material and tooling complexity |
| Two-shot molding | Higher tooling investment, better for higher volume |
| Precision injection molding | Higher mold and inspection requirements |
The lowest tooling price is not always the lowest total cost. If poor tooling causes warpage, flash, weak clips, or assembly mismatch, the final cost may become much higher.
The best cost strategy is to choose the simplest process that can reliably meet the part’s function.
Quality Control for OEM Plastic Parts
Quality control should match the molding type and final application.
Important inspection items include:
- Outer dimensions
- Hole position
- Screw boss size
- Clip strength
- Surface appearance
- Flash and burrs
- Warpage
- Shrinkage
- Insert position
- Soft material bonding
- Assembly fit
- Gasket groove accuracy
- Adhesive bonding surface
- Packaging condition

For OEM projects, inspection should also include compatibility with related parts such as foam gaskets, adhesive tape components, PET insulation films, rubber pads, protective films, and felt strips.
How Sanken Supports OEM Plastic Part Projects
Sanken Manufacturing Co., Ltd. supports OEM customers with custom injection molded plastic parts and related precision die cut components.
Our support includes:
- Custom plastic housings
- Molded covers, clips, brackets, and enclosures
- Injection molded OEM parts
- Precision die cut foam gaskets
- Adhesive tape components
- PET and PI insulation films
- Rubber pads and sealing parts
- Protective films
- Non-woven felt parts
- Multilayer material converting
- Sample development
- Quality inspection
- Assembly-ready packaging
For each project, we review part function, material selection, mold feasibility, tolerance, surface quality, foam gasket fit, adhesive bonding surface, PET film alignment, rubber compression, protective film coverage, packaging, and final assembly method.
Our goal is to help OEM customers choose a practical manufacturing solution that reduces tooling changes, repeated samples, poor fit, adhesive lifting, gasket mismatch, inspection failure, and unstable mass production.
FAQ
What type of injection molding is best for OEM plastic parts?
Conventional thermoplastic injection molding is the best choice for many OEM plastic parts because it supports stable production, wide material selection, and cost-effective mass manufacturing. Insert molding, overmolding, two-shot molding, or precision molding may be better for special requirements.
When should I choose insert molding?
Choose insert molding when the plastic part needs metal inserts, threaded areas, terminals, bushings, or stronger integrated plastic-metal structures.
When is overmolding useful?
Overmolding is useful when a part needs a soft-touch surface, sealing edge, grip area, cushioning, shock absorption, or protective layer.
Is two-shot molding better than conventional injection molding?
Two-shot molding is better when two materials or colors must be integrated into one part. However, it usually requires higher tooling investment, so it is more suitable for stable high-volume projects.
What is precision injection molding used for?
Precision injection molding is used for small or high-accuracy parts, such as connectors, sensor housings, electronic components, medical parts, and plastic parts that must align with films, tapes, gaskets, or other components.
Can die cut components replace some complex molding features?
In some cases, yes. Foam gaskets, adhesive tapes, PET films, rubber pads, protective films, and felt strips can provide sealing, bonding, insulation, cushioning, protection, or anti-rattle functions without making the mold more complex.
Can Sanken support injection molded parts and die cut components together?
Yes. Sanken supports custom injection molded plastic parts together with precision die cut foam gaskets, adhesive tape parts, PET and PI films, rubber pads, protective films, non-woven felt parts, and multilayer OEM components.
Conclusion
The best type of injection molding for OEM plastic parts depends on the part’s function, material, volume, tolerance, appearance, assembly method, and cost target. Conventional injection molding is suitable for many standard OEM plastic parts, while insert molding, overmolding, two-shot molding, and precision injection molding are useful for more specific requirements.
For many OEM projects, the best solution is not only choosing a molding type. It is reviewing the molded plastic part together with related die cut components such as foam gaskets, adhesive tapes, PET films, rubber pads, protective films, and felt strips.
At Sanken, we help OEM customers select practical molding and die cut component solutions that support stable production, reliable assembly, and long-term custom part performance.