
Custom die cut parts often cost more than standard sheets, simple strips, or manually cut materials because they require material selection, tooling, lamination, tolerance control, waste removal, inspection, packaging, and production planning. The price is not only based on material area. It also depends on part shape, material behavior, adhesive structure, cutting difficulty, yield rate, and assembly requirements.
For OEM buyers and engineers, the important question is not only “Why is this die cut part expensive?” A better question is “Which design details are increasing waste, tooling difficulty, inspection time, and assembly cost?”
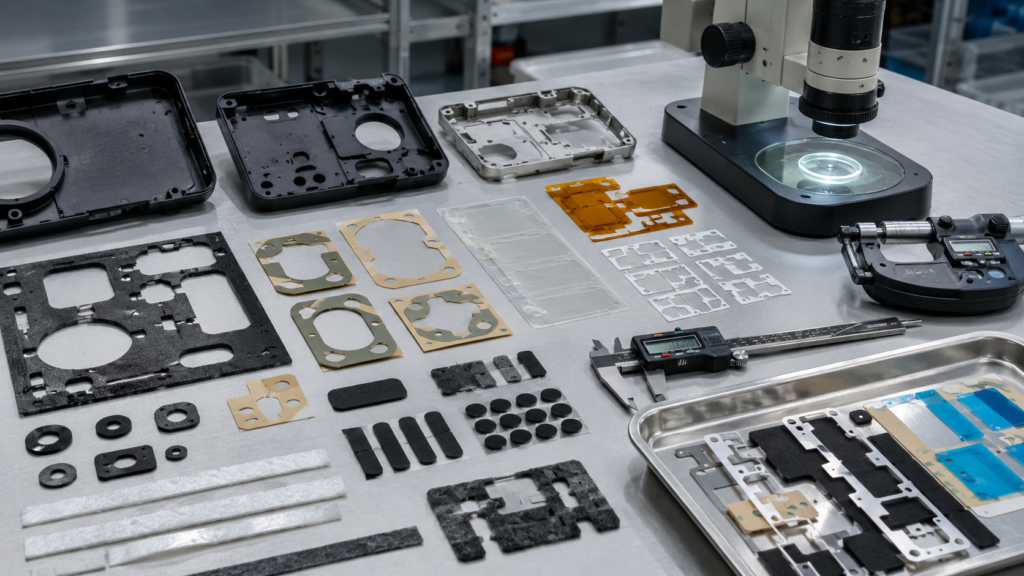
At Sanken, we help OEM customers develop custom die cut foam gaskets, adhesive tape components, PET and PI insulation films, protective films, rubber pads, non-woven felt parts, sealing parts, cushioning pads, and multilayer converted components for automotive, electronics, battery, medical, appliance, and industrial applications. In many projects, better part design can reduce material waste, improve yield, simplify assembly, and lower total cost.
Why Custom Die Cut Parts Cost More Than Standard Materials
A standard foam sheet or adhesive tape roll is only a raw material. A custom die cut part is a finished functional component. It may need a specific shape, accurate holes, clean edges, adhesive backing, release liner, pull tabs, narrow walls, multilayer lamination, inspection, and assembly-ready packaging.
Custom die cut parts may cost more because of:
- Custom tooling
- Material waste between parts
- Complex shape design
- Adhesive lamination
- Kiss cutting depth control
- Waste matrix removal
- Tight tolerance requirements
- Small hole or slot cutting
- Clean edge requirements
- Manual inspection
- Special packaging
- Low-volume sampling
- Material testing and validation
A simple square foam pad is usually easier and cheaper to produce than a thin adhesive-backed foam gasket with small holes, narrow walls, and strict liner release requirements.

Material Cost Is Only One Part of the Price
Many buyers focus on the raw material cost, but custom die cutting includes more than material.
| Cost Factor | Why It Affects Price |
|---|---|
| Material type | PET, PI, foam, rubber, tape, and felt have different costs |
| Material thickness | Thicker material may reduce yield and increase cutting difficulty |
| Adhesive backing | Adds lamination, liner, and process control |
| Tooling | Custom shapes require custom cutting tools |
| Part layout | Poor nesting increases waste |
| Tolerance | Tighter tolerance requires more control and inspection |
| Waste removal | Complex shapes take longer to strip cleanly |
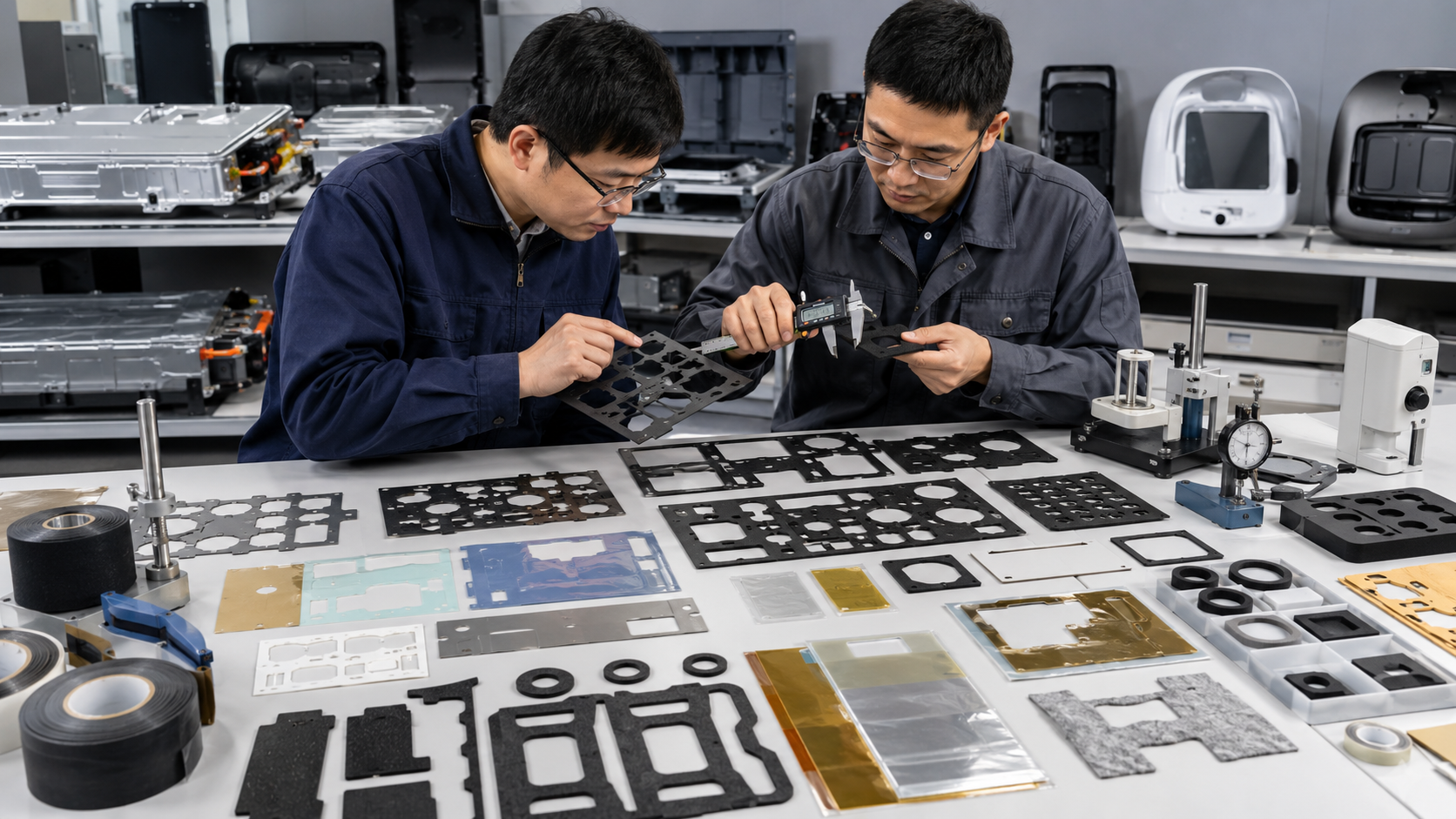
| Inspection | Critical OEM parts require dimensional and functional checks |
| Packaging | Delicate parts may need trays, sheets, bags, or kitting |
A low-cost raw material can still become an expensive die cut part if the shape is difficult, waste is high, or assembly requirements are strict.
Complex Shapes Create More Waste
Material waste is one of the biggest reasons custom die cut parts cost more.
When parts are nested on a sheet or roll, space is needed between them for cutting, waste removal, liner stability, and operator handling. If the part shape is irregular, long, narrow, or full of internal holes, more material may become waste.
High-waste design features include:
- Large empty center areas
- Long narrow strips
- Many small holes
- Sharp internal corners
- Irregular outer profiles
- Small isolated tabs
- Wide spacing between parts
- Weak bridges between cavities
- Complex shapes that cannot nest efficiently
For example, a rectangular foam pad can often be nested efficiently. But a complex foam gasket with a large center cutout may waste more material because the center area is removed and cannot always be reused.
Better nesting can reduce material waste without changing the part function.
Tight Tolerance Increases Cost
Tolerance control is important for OEM components, but unnecessarily tight tolerance can increase cost.
Soft foam, rubber, adhesive tape, film, and felt do not behave the same during cutting. Foam compresses. Rubber rebounds. Thin film can stretch or curl. Adhesive tape can shift or overflow. Felt may deform or shed fibers.
When a drawing applies very tight tolerance to every dimension, the supplier may need slower production speed, more inspection, tighter tooling control, and higher rejection allowance.
A better approach is to define critical-to-quality dimensions.
| Dimension Type | Suggested Design Approach |
|---|---|
| Screw holes and locating holes | Keep tighter control |
| Sealing wall width | Control based on sealing function |
| Adhesive bonding area | Keep accurate enough for assembly |
| Non-functional outer edges | Allow practical tolerance if possible |
| Pull tabs | Focus on handling, not unnecessary precision |
| Internal waste areas | Design for clean removal |
| Thickness | Match compression and assembly gap |
Tight tolerance should protect function. It should not be added to every feature automatically.
Adhesive-Backed Parts Cost More
Many custom die cut parts are adhesive-backed. This makes assembly easier, but it also increases production complexity.
Adhesive-backed parts may require:
- Material lamination
- Release liner selection
- Kiss cutting
- Liner release control
- Adhesive edge control
- Waste matrix removal
- Peel testing
- Anti-lifting design
- Special packaging
Common adhesive-backed die cut parts include foam tape gaskets, double-sided tape pads, PET adhesive films, protective film tabs, rubber adhesive pads, felt anti-rattle strips, and battery insulation adhesive parts.
For these parts, the adhesive and liner must work together. If the liner release is too tight, operators may stretch the part during peeling. If the cut is too deep, the liner may tear. If the adhesive is too soft, it may overflow at the edge.
Adhesive-backed components often cost more because they must be designed for both product performance and assembly handling.

Small Holes and Narrow Walls Increase Production Difficulty
Small details can make a die cut part more expensive.
Small holes may be difficult to remove cleanly. Narrow foam walls may tear during waste removal. Sharp corners may lift after peeling. Thin film sections may curl. Long narrow adhesive strips may stretch during handling.
High-risk design features include:
- Holes too close to the edge
- Very thin sealing walls
- Narrow adhesive strips
- Sharp corners
- Very small pull tabs
- Weak bridges
- Thin unsupported film areas
- Dense hole patterns
These features may still be possible, but they require careful tooling, slower production, and more inspection.
In many cases, a small design adjustment can reduce waste and improve yield. For example, increasing wall width, rounding corners, enlarging holes slightly, or changing part spacing can reduce stripping problems and rejected parts.
Better Design Can Reduce Waste
Design for manufacturing is one of the best ways to reduce die cut part cost.
Better design can reduce waste by improving material nesting, simplifying waste removal, reducing rejected parts, and improving assembly efficiency.
Useful design improvements include:
| Design Improvement | Cost Reduction Benefit |
|---|---|
| Use rounded corners | Reduces tearing and adhesive lifting |
| Increase minimum wall width | Improves cutting stability and waste removal |
| Simplify unnecessary curves | Improves nesting and tooling life |
| Reduce non-functional holes | Lowers waste removal difficulty |
| Add pull tabs | Improves peeling and assembly speed |
| Adjust part spacing on liner | Reduces handling damage |
| Separate critical and non-critical tolerance | Reduces inspection burden |
| Use sheet or roll layout wisely | Improves material yield |
| Choose proper adhesive and liner | Reduces rework and slow assembly |
A better design does not mean weakening the part. It means keeping the function while removing unnecessary waste and manufacturing difficulty.
Choose the Right Material Structure
The same design may cost very differently depending on the material structure.
A foam part without adhesive may be easier to cut than foam with double-sided tape. A PET film part may hold tight tolerance better than soft foam. A rubber part may require stronger tooling because of hardness and rebound. A multilayer part may need lamination and registration control before cutting.
Common structures include:
- Foam only
- Foam with adhesive backing
- PET film only
- PET film with adhesive
- Rubber pad with liner
- Felt with adhesive backing
- Protective film with pull tab
- Foam plus PET carrier
- Multilayer insulation or cushioning part
The right material structure should match the real application. Over-designing the material may increase cost. Under-designing the material may cause failure and rework.
Packaging Also Affects Cost
Packaging is often ignored during early quotation, but it can affect both price and assembly cost.
Custom die cut parts may be delivered in:
- Roll format
- Sheet format
- Individual pieces
- Liner-backed sheets
- Trays
- Bags
- Kitted sets
- Assembly-ready packs
Soft foam parts may need protection from compression. Thin films may need flat packaging to prevent curling. Adhesive-backed parts need stable liner support. Small parts may need trays or organized sheets to improve picking speed.
Cheaper packaging may reduce unit price but cause deformation, contamination, counting errors, or slow assembly. For OEM projects, packaging should be designed as part of the finished component.
How Buyers Can Lower Die Cut Part Cost Without Reducing Quality
Buyers can often reduce cost by improving design information and reviewing manufacturability early.
Before production, buyers should provide:
- Drawing or sample
- Material requirement
- Thickness requirement
- Adhesive requirement
- Bonding surface
- Application function
- Critical dimensions
- Non-critical dimensions
- Assembly method
- Quantity forecast
- Packaging preference
- Testing requirement
The more clearly the supplier understands the application, the easier it is to suggest cost-saving improvements without damaging performance.
For example, if a hole is only for handling, it may not need tight tolerance. If a corner does not affect function, it may be rounded. If a part is manually applied, a pull tab may reduce labor cost. If a gasket has large waste areas, nesting may be improved.
How Sanken Helps Reduce Waste in Custom Die Cut Parts
Sanken Manufacturing Co., Ltd. helps OEM customers reduce die cut part waste by reviewing material, design, tooling, adhesive structure, tolerance, nesting layout, waste removal, packaging, and assembly method before mass production.
For foam gaskets, we review sealing width, thickness, density, compression, adhesive backing, and waste area.
For adhesive tape parts, we review liner release, kiss cutting depth, adhesive position, part spacing, pull tabs, and stripping difficulty.
For PET and PI insulation films, we review hole alignment, edge cleanliness, film stability, nesting, and packaging.
For rubber and felt components, we review hardness, rebound, fiber shedding, edge control, adhesive lamination, and practical tolerance.
Our goal is to help customers reduce material waste, repeated sampling, rework, poor liner release, adhesive lifting, rough edges, inspection failure, and unstable mass production.
A good custom die cut part should not only meet the drawing. It should use material efficiently, cut cleanly, peel easily, assemble quickly, and perform reliably in the final product.
Conclusion
Custom die cut parts cost more when the design requires special material, adhesive backing, tight tolerance, complex shapes, difficult waste removal, high inspection effort, or protective packaging. However, a higher price is not always unavoidable. Better design can reduce material waste, improve yield, simplify assembly, and lower total production cost.
For OEM buyers and engineers, the best approach is to review function, material, shape, tolerance, adhesive, liner, packaging, and assembly method before tooling. Small design changes can often prevent large waste and rework costs later.
At Sanken, we help customers convert foam, rubber, PET film, PI film, adhesive tape, protective film, felt, and multilayer materials into custom die cut parts that are cost-effective, reliable, and suitable for mass production.