
Die cut tolerance control can make or break OEM components because even a small dimensional error can affect sealing, bonding, insulation, cushioning, assembly fit, and long-term product reliability. A foam gasket may fail if the sealing wall is too narrow. A PET insulation film may cause assembly interference if the holes shift. A double-sided tape part may bond poorly if the adhesive area is not controlled. A protective film may look unprofessional if the edge is misaligned.
For OEM buyers and engineers, tolerance is not only a drawing requirement. It is a production risk factor that must match the material, die cutting process, adhesive structure, part geometry, inspection method, and final assembly condition.
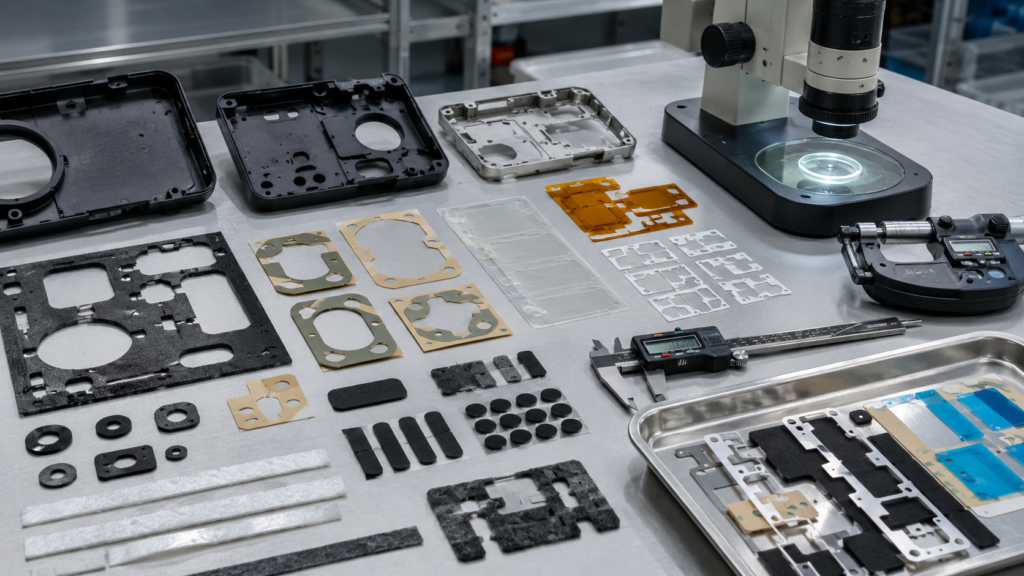
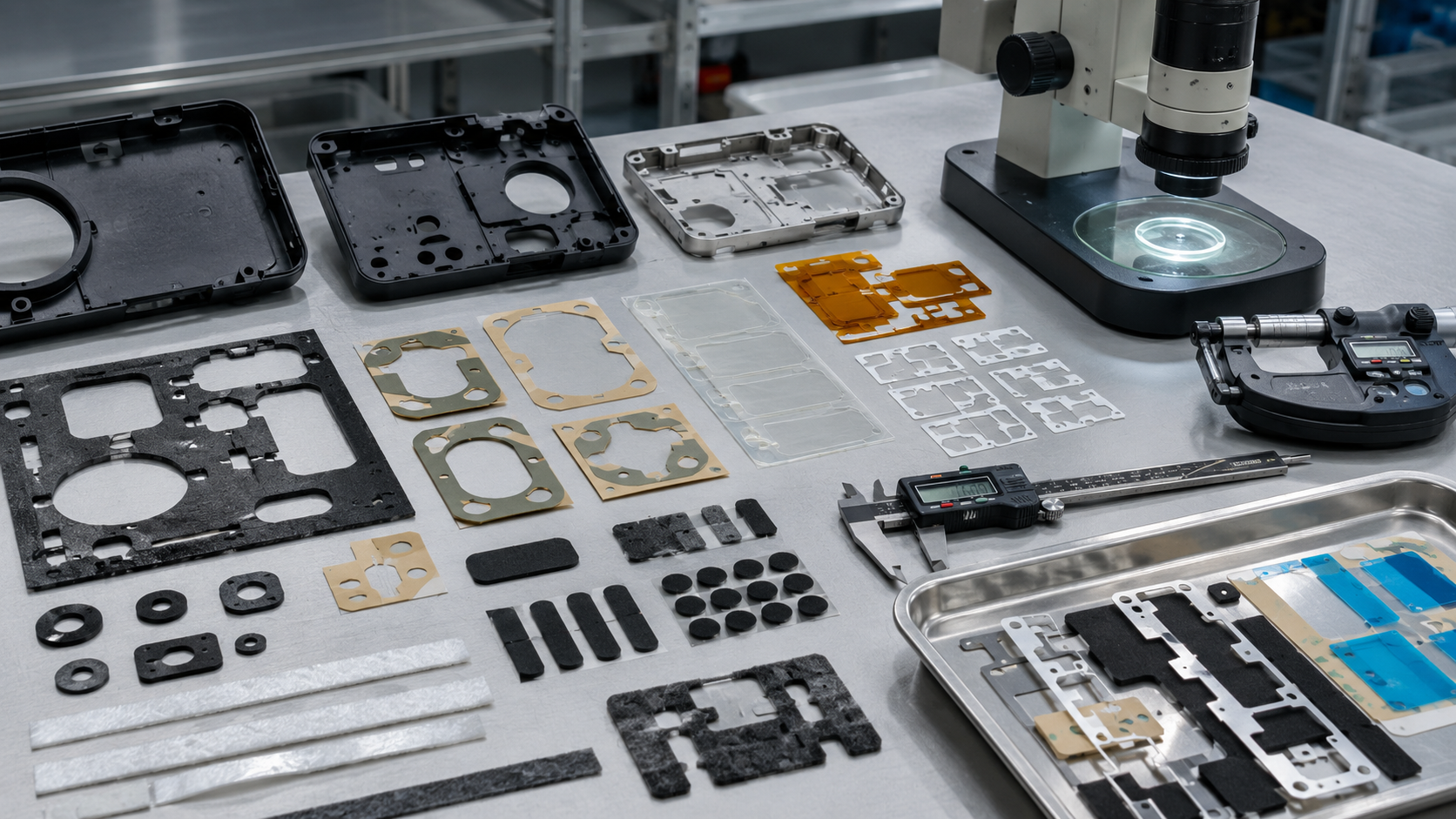
At Sanken, we help OEM customers develop custom die cut foam gaskets, adhesive tape components, PET and PI insulation films, protective films, rubber pads, non-woven felt parts, and multilayer converted components for automotive, electronics, battery, medical, appliance, and industrial applications.
Why Tolerance Control Matters in OEM Die Cut Parts
Die cut parts are often small and hidden inside finished products, but they usually perform important functions. They may seal a housing, insulate a battery module, reduce vibration, bond two surfaces, protect a display, block light, or position a component during assembly.
If tolerance is not controlled, the part may look acceptable on its own but fail inside the final product.
Common results of poor tolerance control include:
- Poor sealing fit
- Hole misalignment
- Adhesive bonding failure
- Foam gasket deformation
- Film interference with screws or connectors
- Protective film edge mismatch
- Assembly delay
- Rework and sorting
- Higher scrap rate
- Customer complaints after delivery
In OEM production, a tolerance problem is rarely isolated. One small dimensional shift can affect the whole assembly process.
What Tolerance Means in Die Cutting
Tolerance means the allowed variation between the designed dimension and the actual finished part. In die cutting, tolerance may apply to the outer profile, hole position, material thickness, adhesive position, liner spacing, cut depth, or layer alignment.
| Tolerance Area | What It Controls | Why It Matters |
|---|---|---|
| Outer profile | Overall part shape and size | Controls fit inside housing or assembly |
| Hole position | Screw holes, slots, windows, sensor openings | Prevents interference and misalignment |
| Gasket width | Sealing wall and compression area | Affects sealing performance |
| Material thickness | Foam, rubber, film, adhesive stack | Controls gap filling and assembly pressure |
| Adhesive position | Bonding area and edge alignment | Prevents lifting and contamination |
| Liner spacing | Part layout on release liner | Improves peeling and assembly efficiency |
| Cut depth | Kiss cutting and liner control | Prevents liner tearing or poor release |
| Layer registration | Multilayer material alignment | Ensures final functional performance |
A reliable die cutting supplier should understand which tolerance is critical and which tolerance can be adjusted based on material behavior.
Different Materials Hold Tolerance Differently
One common mistake is applying the same tolerance expectation to every material.
Soft foam, rubber, PET film, adhesive tape, and non-woven felt do not behave the same during die cutting.
Foam can compress during cutting and recover after the blade moves away. Rubber can stretch or rebound. Thin film can shift if web tension is unstable. Adhesive tape can move, flow, or stretch during waste removal. Non-woven felt can deform or shed fibers at the edge.
| Material | Tolerance Risk | What to Control |
|---|---|---|
| Foam | Compression, rebound, wall deformation | Density, thickness, cutting pressure |
| Rubber | Rebound, burrs, hardness variation | Tool sharpness and material hardness |
| PET / PI film | Hole shift, edge burr, curling | Web tension, tooling accuracy |
| Adhesive tape | Adhesive overflow, stretching, liner shift | Kiss cutting depth and liner release |
| Non-woven felt | Fiber shedding and edge variation | Material density and cutting method |
| Protective film | Wrinkling, curling, surface scratches | Tension, packaging, clean handling |
This is why tolerance should be discussed together with material selection. A tight tolerance that is reasonable for PET film may be unrealistic for soft foam. A design that works for a stable film may fail when converted into adhesive-backed foam.
How Poor Tolerance Control Affects Assembly
In OEM assembly, parts must fit quickly and repeatedly. Operators should not need to trim, reposition, stretch, or force parts into place.
Poor tolerance control can create direct assembly problems.
For example, if a PET insulation film hole shifts by a small amount, it may block a screw, connector, or positioning post. If a foam gasket is cut too narrow, it may not seal the gap. If a tape part is too long, it may interfere with another component. If a protective film is too small, it may expose the surface it was designed to protect.
Tolerance problems also reduce assembly confidence. Operators may start checking every part manually, which slows production and increases labor cost.
Good tolerance control makes parts easier to use, easier to inspect, and more stable in mass production.
Tolerance and Adhesive-Backed Parts
Adhesive-backed die cut parts have additional tolerance challenges because the adhesive, liner, carrier, and base material must work together.
Common adhesive-backed parts include:
- Foam tape gaskets
- Double-sided tape pads
- PET adhesive films
- Protective film tabs
- Transfer adhesive shapes
- Medical adhesive components
- Battery insulation adhesive parts
- Display bonding tapes
For these parts, tolerance is not only about the outer shape. It also includes adhesive edge alignment, liner release, kiss cutting depth, and part spacing on the liner.
If kiss cutting is too deep, the liner may tear. If it is too shallow, the part may not release cleanly. If the adhesive layer shifts, the finished part may lift, contaminate nearby areas, or bond unevenly.

For OEM assembly, adhesive-backed parts must be easy to peel, easy to position, and stable after application. Tolerance control directly affects all three.
Design Features That Increase Tolerance Risk
Some die cut designs are naturally more difficult to control.
High-risk features include:
- Very narrow gasket walls
- Small holes
- Sharp internal corners
- Long thin strips
- Large flexible film areas
- Small isolated tabs
- Weak bridges between cavities
- Multilayer adhesive structures
- Tight hole-to-edge distances
- Complex waste removal areas
These features may still be possible, but they require careful review before tooling.
A small design change can often improve tolerance stability. Rounded corners can reduce tearing and adhesive lifting. Wider gasket walls can improve sealing and waste removal. Larger hole spacing can improve production repeatability. Pull tabs can improve handling without affecting the functional area.
A good manufacturer should identify these risks early instead of waiting for inspection failure.
How to Set Practical Tolerances
Practical tolerance should be based on the material, process, function, and inspection method.
Buyers and engineers should avoid using unnecessarily tight tolerances on non-critical areas. Overly tight tolerance can increase cost, rejection rate, and lead time without improving product performance.
A better approach is to define critical-to-quality areas.
| Part Area | Suggested Review Focus |
|---|---|
| Screw holes and positioning holes | Tight control required |
| Sealing wall width | Must support compression and sealing |
| Adhesive bonding area | Must match assembly surface |
| Non-functional outer edge | May allow wider tolerance |
| Pull tab or handling area | Should support usability |
| Liner spacing | Should support peeling and picking |
| Thickness | Must match gap and compression need |
Tolerance should protect function. It should not simply make the drawing look precise.
Inspection Methods for Tolerance Control
Tolerance control requires inspection before, during, and after production.
Common inspection methods include:
- Digital caliper measurement
- Thickness gauge measurement
- Optical inspection
- Vision measurement system
- First article inspection
- In-process sampling
- Final inspection
- Fit testing with real housing
- Peel and liner release test
- Compression test for foam parts
For complex OEM components, inspection should include both dimensional measurement and functional checks.
A foam gasket should be checked for thickness, width, compression behavior, and assembly fit. A PET insulation film should be checked for hole position and edge cleanliness. An adhesive tape part should be checked for liner release, adhesive position, and flatness.
Inspection is more useful when it reflects real assembly conditions.
How to Prevent Tolerance Problems Before Mass Production
Tolerance problems are easier to prevent than to fix after production begins.
| Prevention Step | Benefit |
|---|---|
| Review application early | Confirms which dimensions are critical |
| Select suitable material | Prevents unrealistic tolerance expectations |
| Review drawing feasibility | Reduces high-risk geometry |
| Choose correct cutting process | Matches material and quantity |
| Control tooling accuracy | Improves repeatability |
| Test real samples | Confirms fit before mass production |
| Monitor in-process dimensions | Prevents batch drift |
| Review packaging format | Prevents deformation after cutting |
The key is to review the complete system: material, drawing, tooling, process, inspection, packaging, and assembly.
How Sanken Helps Control Die Cut Tolerance
Sanken Manufacturing Co., Ltd. helps OEM customers control tolerance by reviewing material behavior, die cut geometry, adhesive structure, tooling method, inspection standards, and assembly requirements before mass production.
For foam gaskets, we review gasket width, thickness, compression, density, adhesive backing, and sealing fit.
For PET and PI insulation films, we review hole alignment, edge cleanliness, dimensional stability, and surface quality.
For adhesive tape parts, we review kiss cutting depth, adhesive position, liner release, part spacing, and waste removal.
For rubber and felt parts, we review hardness, rebound, fiber shedding, edge control, and functional fit.

Our goal is to help customers reduce inspection failure, poor fit, assembly delay, adhesive lifting, sealing failure, rework, and unstable mass production.
A good OEM die cut part should not only match the drawing. It should fit the product, support assembly, pass inspection, and perform reliably in the final application.
FAQ
Why is tolerance control important for die cut parts?
Tolerance control is important because die cut parts must fit, seal, bond, insulate, protect, or position correctly in the final product. Poor tolerance can cause assembly failure, rework, inspection rejection, or product reliability problems.
What affects die cut tolerance?
Die cut tolerance is affected by material type, thickness, density, hardness, adhesive structure, tooling accuracy, cutting pressure, web tension, waste removal, packaging, and inspection method.
Can soft foam hold tight tolerance?
Soft foam usually cannot hold tolerance as tightly as stable films such as PET or PI. Foam can compress, rebound, and deform during cutting, so tolerance must be realistic.
Why do adhesive die cut parts have tolerance problems?
Adhesive die cut parts may have tolerance problems because the adhesive layer, carrier, liner, kiss cutting depth, waste removal, and material movement all affect final dimensions and handling.
Buyers can reduce risk by providing clear drawings, application details, critical dimensions, material requirements, tolerance priorities, assembly method, and testing needs before production.
Should every dimension have the same tight tolerance?
No. Critical dimensions should be controlled tightly, while non-critical areas can often allow wider tolerance. This helps reduce cost and rejection without affecting function.
Can Sanken support tight tolerance die cut parts?
Yes. Sanken supports custom die cut foam, rubber, PET film, PI film, adhesive tape, protective film, non-woven felt, and multilayer components with tolerance review, process control, inspection, and assembly-focused production planning.
Conclusion
Die cut tolerance control can make or break OEM components because small dimensional changes can affect sealing, bonding, insulation, protection, cushioning, and assembly fit. The right tolerance strategy depends on material behavior, part function, die cutting process, adhesive structure, inspection method, and final application.
For OEM buyers, the best approach is not simply requesting the tightest tolerance possible. The best approach is identifying critical dimensions, choosing suitable materials, reviewing manufacturability, testing real samples, and working with a supplier that understands both cutting and assembly requirements.
At Sanken, we help customers develop custom die cut components with controlled tolerance, clean edges, stable adhesive behavior, and reliable mass production performance.