
Laser cutting and die cutting can both turn flexible materials into custom shapes.
But they are not the same.
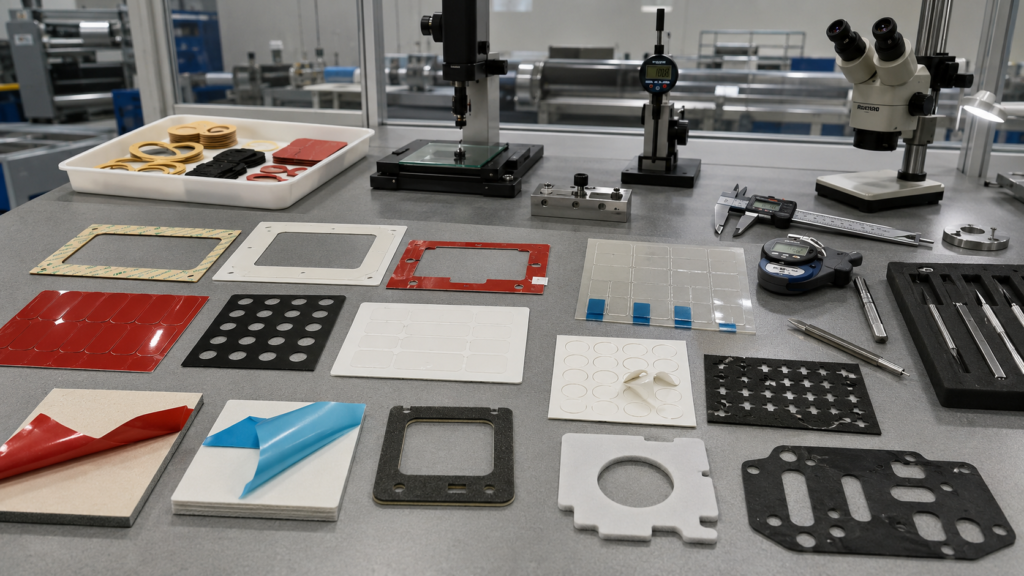
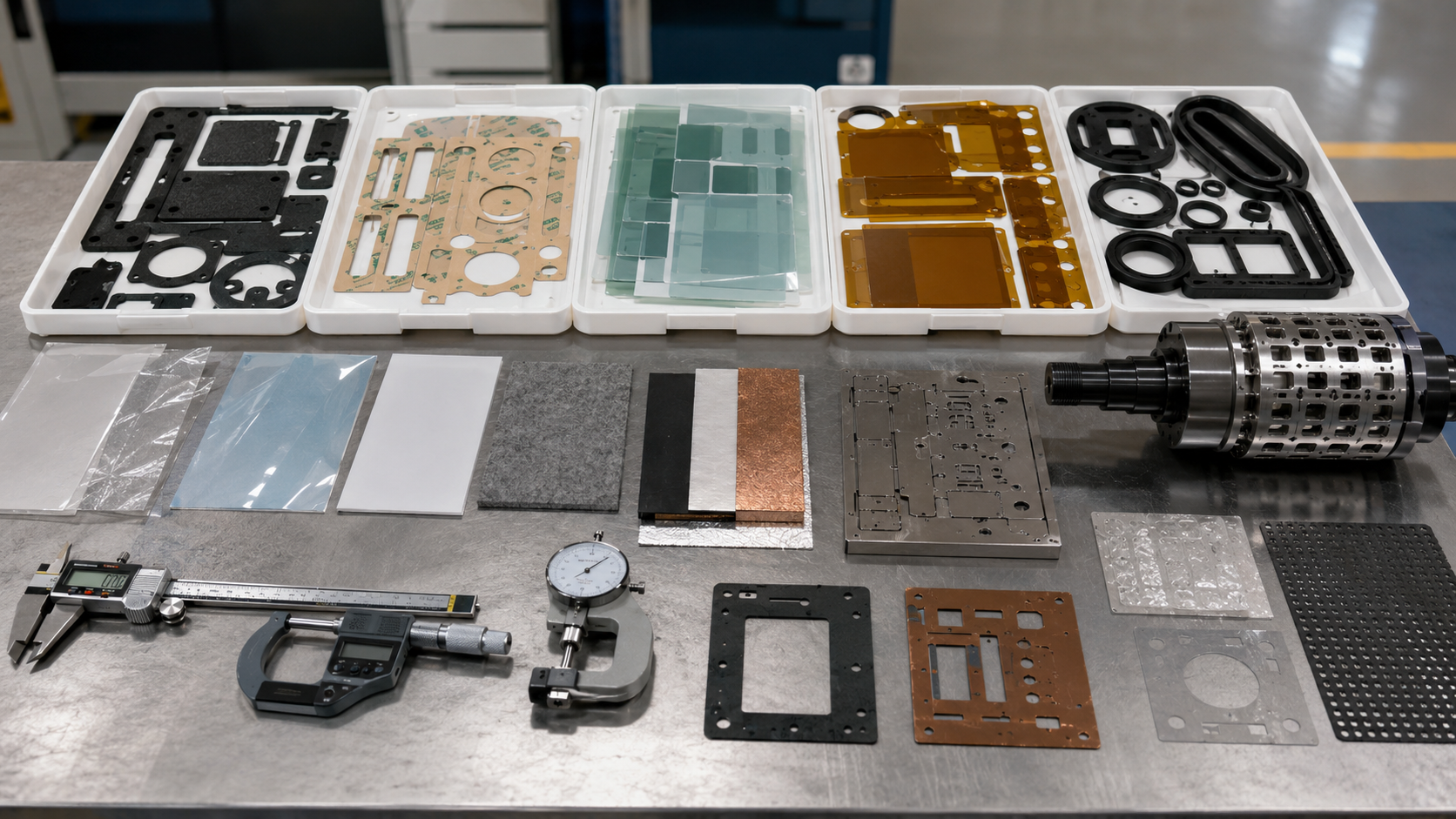
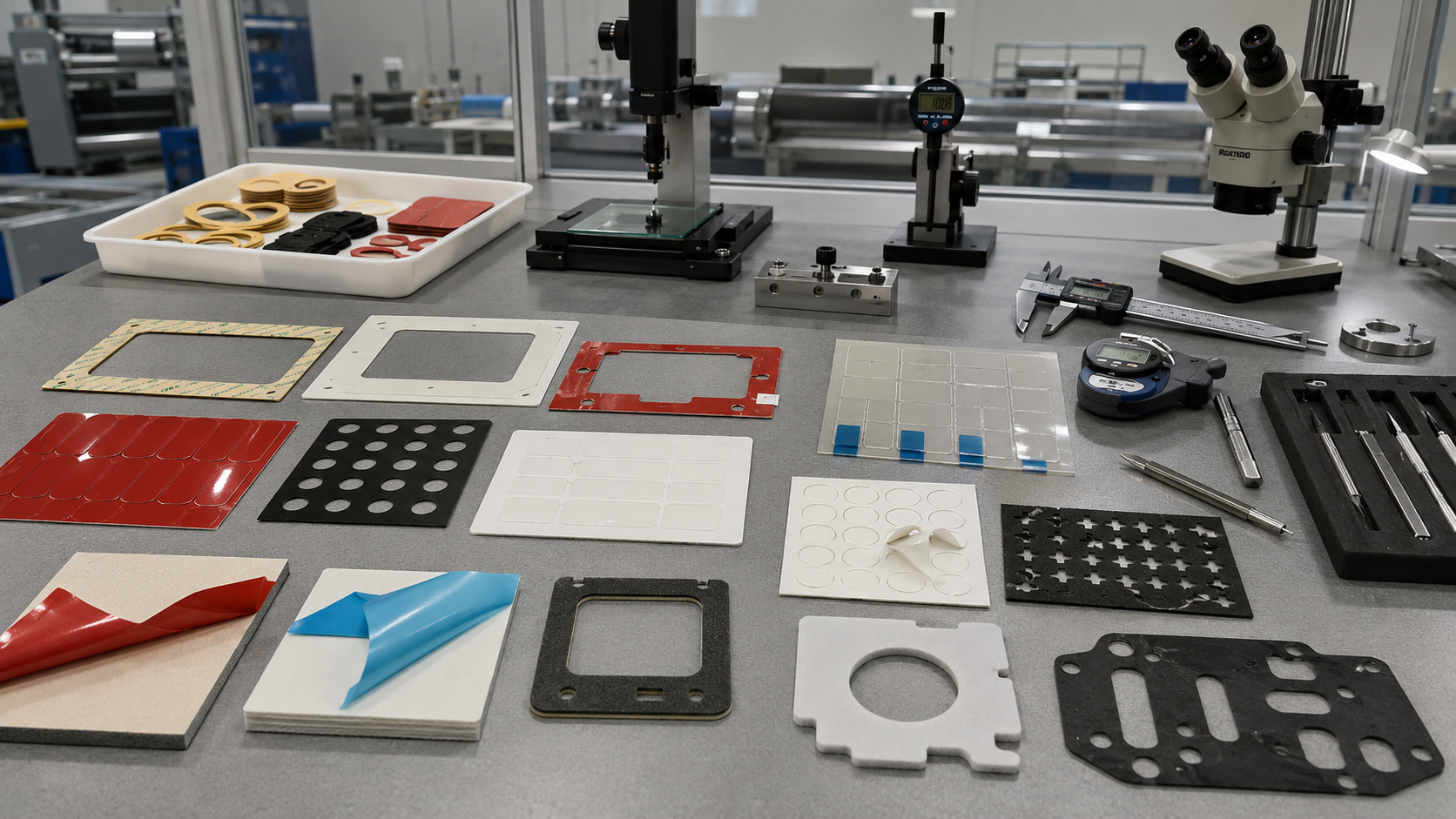
For foam, adhesive tape, PET film, PI film, protective film, rubber and laminated materials, the cutting method affects edge quality, adhesive stability, tolerance, unit cost, production speed and assembly performance.
At Sanken, we focus on precision die cutting services and material converting for OEM projects. We work with foam, rubber, adhesive tapes, films, non-woven materials and multilayer laminated structures.
So my answer is simple:
Laser cutting is useful for prototypes and low-volume trials.
Die cutting is usually better for stable OEM production.
What Is Laser Cutting?
Laser cutting uses a focused laser beam to cut material.
It does not require a physical cutting die.
This makes it useful when the design is still changing or the order quantity is very small.
For early samples, laser cutting can help engineers check shape, size and fit quickly.
But laser cutting also uses heat.
That heat can affect some flexible materials.
Foam may melt or shrink.
Rubber may smell, burn or harden at the edge.
Adhesive tape may have glue residue or edge deformation.
Thin films may curl or discolor if the process is not controlled well.
That is why laser cutting is not always the best choice for production-ready flexible parts.
What Is Die Cutting?
Die cutting uses a physical tool to cut material into a required shape.
The tool can be designed for flatbed die cutting, rotary die cutting, kiss cutting, half cutting or multilayer converting.
Die cutting is widely used for custom die cut parts because it is stable, repeatable and efficient for medium and high-volume production.
It is especially useful when the part includes adhesive, release liner, foam, rubber, film or laminated layers.
Die cutting can control not only the outside shape, but also:
- Cut depth
- Liner cutting
- Kiss-cut structure
- Waste removal
- Pull tabs
- Hole position
- Adhesive placement
- Roll or sheet delivery format
That is why die cutting is often the better choice for OEM assembly parts.
Laser Cutting vs Die Cutting: Quick Comparison
| Factor | Laser Cutting | Die Cutting |
|---|---|---|
| Best use | Prototypes, small batches, changing designs | Stable production, medium and high volume |
| Tooling | No physical die needed | Cutting tool required |
| Edge quality | May create heat-affected edges | Clean mechanical edges when tooled correctly |
| Adhesive tape | Heat may affect glue edge | Better for kiss cutting and liner control |
| Foam | Risk of melting or hardening | Better for gaskets, pads and seals |
| Film | Useful for some samples | Better for repeatable production |
| Rubber | May create odor or burnt edges | Better for seals and gaskets |
| Unit cost at volume | Usually higher | Usually lower after tooling |
| Delivery format | Mostly pieces or sheets | Rolls, sheets, kits or liner-based parts |
| Production stability | Good for flexible trials | Better for mass production |
Which Is Better for Foam Parts?
For foam parts, die cutting is usually better.
Foam is widely used for sealing, cushioning, gap filling, dust control, anti-rattle protection and vibration reduction.
Common foam materials include PE foam, EVA foam, PU foam, EPDM foam, silicone foam and acrylic foam tape.
Laser cutting can work for some foam samples.
But the heat may affect the edge.
That can change the appearance, compression behavior or sealing performance.
For foam gaskets and foam pads, edge condition matters.
The part must compress correctly.
It must recover properly.
It must also fit the customer’s assembly process.
For sealing applications, foam gaskets and sealing components are commonly used in automotive electronics housings, HVAC systems, lighting modules, appliances, doors and industrial equipment.
In mass production, die cutting is usually more stable and cost-effective for foam materials.
Which Is Better for Adhesive Tape Parts?
For adhesive tape parts, die cutting is usually the stronger choice.
This is because adhesive tape parts often need more than simple cutting.
They may require kiss cutting, half cutting, liner control, waste removal, pull tabs and accurate adhesive positioning.
Common adhesive tape parts include:
- Double-sided tape frames
- Acrylic foam tape parts
- Transfer tape parts
- Foam tape gaskets
- PET-backed adhesive films
- Protective films with pull tabs
- Laminated adhesive structures
Laser cutting may cause heat near the glue edge.
This can lead to adhesive residue, edge melting, liner damage or poor peeling.
That may not look serious during sampling.
But on an assembly line, it can create real problems.
A good adhesive die cut part should peel smoothly, stay flat, bond accurately and help workers assemble faster.
That is why die cutting is widely used for OEM adhesive tape converting.
Which Is Better for Film Parts?
Film materials are common in electronics, automotive displays, EV batteries, appliances and medical devices.
Common film materials include PET film, PI film, PC film, protective film, black PET film, insulation film and release liner materials.
Laser cutting can be useful for some prototype film parts.
But for production, die cutting often gives better repeatability.
Film parts often require:
- Clean edges
- Accurate hole alignment
- No scratches
- No dust particles
- No curling
- Stable liner release
- Consistent adhesive lamination
For electronic insulation, PET and PI insulation films are used around batteries, PCBs, connectors, sensors and display modules.
If the film has adhesive backing, process control becomes even more important.
The film must be cut cleanly.
The adhesive must stay in the right position.
The liner must release correctly.
This is where die cutting and material converting work well together.
Which Is Better for Rubber Parts?
For rubber parts, die cutting is usually better for production.
Rubber materials are used for sealing, waterproofing, cushioning, vibration control and impact protection.
Common rubber materials include EPDM, silicone, neoprene, nitrile rubber and natural rubber.
Laser cutting may work for some rubber prototypes.
But it can also create burnt edges, odor, dark marks or hardened edges.
For sealing parts, that can be a problem.
A rubber gasket needs stable thickness, clean edges and consistent compression.
If the edge is damaged, the sealing result may be affected.
Die cutting is often more suitable for rubber gaskets, rubber pads, seals and cushioning parts.
However, rubber thickness and hardness must be checked carefully.
Very thick rubber or very hard rubber may require a special tool design or different processing method.
Best Cutting Method by Material
| Material | Better Choice for Prototype | Better Choice for Mass Production | Why |
|---|---|---|---|
| Foam | Laser cutting or die cutting | Die cutting | Better edge quality and compression control |
| Adhesive tape | Die cutting | Die cutting | Better kiss cutting, liner control and adhesive stability |
| PET film | Laser cutting or die cutting | Die cutting | Better repeatability and clean hole alignment |
| PI film | Laser cutting or die cutting | Die cutting | Better for insulation parts with stable tolerance |
| Protective film | Die cutting | Die cutting | Better peeling, liner release and surface protection |
| Rubber | Laser cutting for some samples | Die cutting | Cleaner edges and better sealing consistency |
| Non-woven felt | Die cutting | Die cutting | Better shape stability and less edge damage |
| Laminated materials | Die cutting | Die cutting | Better layer control and adhesive positioning |
When Should You Choose Laser Cutting?
Laser cutting may be suitable when the project is still in the early stage.
It can be a good option when:
- The quantity is very small
- The drawing may change soon
- You only need quick shape testing
- Tooling cost must be avoided at first
- The material can tolerate heat
- Edge appearance is not critical
- The part does not include sensitive adhesive layers
Laser cutting is flexible.
But flexibility is not the same as production stability.
For many OEM projects, laser cutting is useful at the beginning.
Then the project moves to die cutting after the design is confirmed.
When Should You Choose Die Cutting?
Die cutting is usually better when the project needs repeatable production.
It is the better choice when:
- The part will be used in mass production
- The material has adhesive backing
- Kiss cutting or liner control is needed
- Clean edges are important
- Unit cost must be controlled
- The shape will be repeated many times
- The customer needs rolls, sheets or kits
- Assembly efficiency matters
The delivery format is also important.
Some parts should be supplied in sheets.
Some should be supplied in rolls.
Some should be supplied as complete kits.
This guide explains how die cut parts are supplied in sheets, rolls, or kits for different OEM assembly processes.

What We Check Before Choosing the Process
Before recommending a cutting method, we first review the application.
The material must match the function.
The process must match the production requirement.
Important details include:
- Material type
- Thickness
- Hardness
- Adhesive structure
- Release liner type
- Required tolerance
- Edge quality requirement
- Cleanliness requirement
- Working temperature
- Compression requirement
- Assembly method
- Annual volume
- Packaging format
A cutting method should not be chosen only because it is fast.
It should be chosen because it helps the part work correctly in the final product.
For new OEM projects, it is also useful to review how to choose the right die cutting manufacturer before moving from sample to production.
Need Foam, Tape, Film or Rubber Die Cut Parts?
Send us your drawing, sample, material requirement, adhesive structure, tolerance, application location, temperature range, compression requirement, annual volume and packaging preference.
Sanken can help review material selection, lamination structure, die cutting method, inspection points and delivery format before mass production.
Conclusion
Laser cutting is useful for prototypes, small batches and design changes. Die cutting is usually better for foam, tape, film, rubber and laminated materials used in OEM production. If your project needs clean edges, stable adhesive behavior, repeatable quality and lower unit cost at volume, precision die cutting is often the better choice.