How to Choose Low-Shrink Films for High-Precision Optical Die-Cut Jobs
Choosing low-shrink films for high-precision optical die-cut jobs is not only about selecting a transparent material. It is about controlling dimensional stability, lamination behavior, adhesive compatibility, die-cut accuracy, and final assembly reliability.
In optical applications, small dimensional changes can become big production problems. A film may shrink after heat exposure. A die-cut part may curl after liner removal. An adhesive layer may create stress. A display film may shift during lamination. These issues can lead to bubbles, edge lifting, optical distortion, poor fitting, and high rejection rates.
For OEM buyers and engineers, the better question is not only “Which film has low shrinkage?” The real question is: “Which film structure can stay dimensionally stable from converting to final assembly?”
At Sanken Manufacturing, we help customers convert optical films, PET films, TPU films, protective films, adhesive layers, foam spacers, insulation films, and multilayer laminates into precision die-cut components for displays, touch panels, camera modules, automotive electronics, medical devices, and industrial products.
Why Low-Shrink Films Matter in Optical Die Cutting
Optical die-cut parts often need tight dimensional control.
They may be used in:
- Touch display modules
- Camera modules
- Optical sensors
- Protective screen films
- Automotive display panels
- Medical display components
- Electronic insulation layers
- Precision adhesive spacers
If the film shrinks after cutting, the part may no longer match the drawing.
This can cause:
- Misalignment during assembly
- Bubbles after lamination
- Edge lifting
- Warping
- Curling
- Poor adhesive wet-out
- Optical distortion
- Light leakage
- Pressure marks
- Assembly rejection
For buyers, the cost is not only material waste. Shrinkage problems can delay approval, slow mass production, and increase inspection workload.
What Causes Film Shrinkage?
Film shrinkage can come from several sources.
1. Heat Exposure
Some films shrink when exposed to heat during lamination, curing, storage, or final product operation.
This is common when the film has internal stress from production or stretching.
2. Poor Dimensional Stability
Low-quality films may expand or contract under temperature and humidity changes.
This is risky for optical assemblies where layer alignment is critical.
3. Web Tension During Converting
If the film is stretched during slitting, laminating, or die cutting, it may relax later.
That relaxation can change the final part size.
4. Adhesive Stress
Adhesive layers can create pulling force during bonding or aging.
If the film and adhesive are not compatible, the part may curl, shrink, or lift at the edge.
5. Storage Conditions
High temperature, humidity, or poor roll storage can affect film flatness and stability before production even begins.
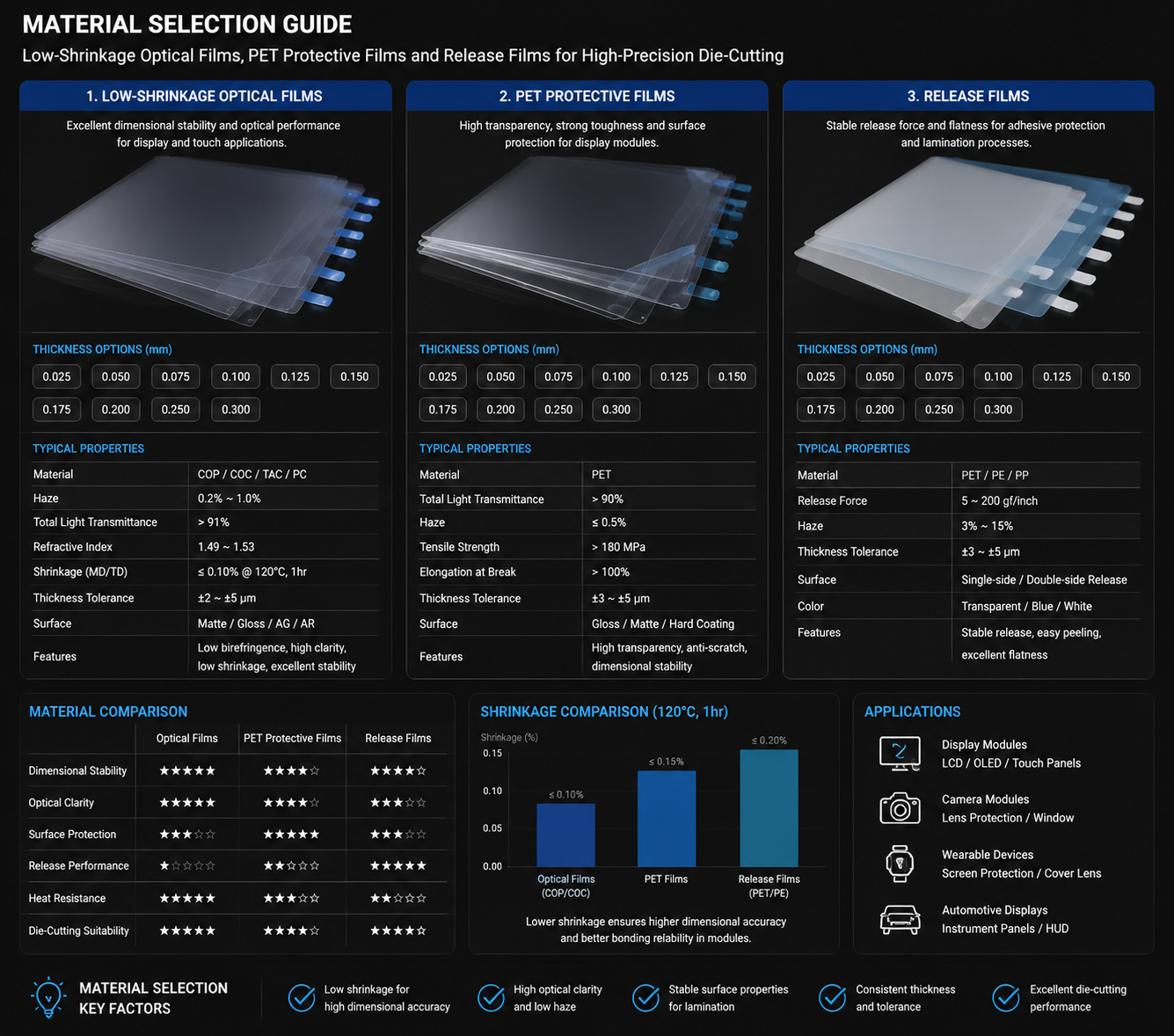
Best Film Materials for Low-Shrink Optical Die Cutting
The best low-shrink film depends on the final application, but several materials are commonly used.
| Film Material | Main Benefit | Common Use |
|---|---|---|
| Optical-grade PET film | Excellent dimensional stability and clarity | Display films, protective layers, insulation |
| TPU film | Flexible and suitable for curved surfaces | Flexible electronics, protective films |
| PC film | Strong impact resistance and thermal stability | Protective windows, high-end displays |
| PMMA film | High transparency and gloss | Optical covers and display overlays |
| Hard-coated PET film | Scratch resistance and stable surface | Touch panels and cover films |
For many high-precision optical die-cut jobs, optical-grade PET film is often the first choice because it offers strong dimensional stability, clean surface quality, and good compatibility with adhesive systems.
However, PET is not always the only answer. If the product has a curved surface, TPU film may be more suitable. If impact resistance is required, PC film may be better.
The material must match the function.
Key Material Properties to Check
Before choosing a low-shrink film, buyers should confirm several important properties.
Shrinkage Rate
Ask the supplier for shrinkage data under heat and humidity conditions.
A film that performs well at room temperature may shrink after thermal aging.
Thickness Tolerance
Thickness variation affects fitting, adhesive pressure, and optical uniformity.
In multilayer optical assemblies, even small tolerance variation can accumulate.
Surface Cleanliness
Dust, coating defects, or particles can create bubbles and visual defects after lamination.
Optical Clarity
For display-related parts, haze, transparency, and surface uniformity matter.
Flatness
A film that curls or waves during processing may create assembly problems.
Adhesive Compatibility
The film surface must bond well with the selected adhesive without lifting, bubbling, or outgassing.
Adhesive Selection Is Just as Important
Low-shrink film can still fail if the adhesive is poorly selected.
For optical die-cut parts, the adhesive should provide:
- Low outgassing
- Good wet-out
- Stable thickness
- High transparency
- Low haze
- Good aging resistance
- Reliable bonding after heat and humidity exposure
Common adhesive systems include:
| Adhesive Type | Benefit | Risk If Wrong |
|---|---|---|
| Optical clear adhesive | High transparency | Bubbles if lamination is poor |
| Acrylic adhesive | Good aging resistance | Needs surface compatibility |
| Silicone adhesive | Good removability and heat resistance | May have lower bonding on some surfaces |
| Low-outgassing adhesive | Reduces bubble risk | Higher cost but better reliability |
| Pressure-sensitive adhesive | Easy assembly | Edge lifting if bonding is weak |
For optical parts, adhesive performance must be tested with the actual film and final bonding surface.
Do not evaluate film and adhesive separately.
Why Release Liner Quality Matters
Release liner quality is often ignored, but it can affect die-cut accuracy and assembly performance.
A good release liner should provide:
- Stable release force
- Smooth surface
- Low particle contamination
- Good dimensional stability
- No adhesive transfer
- Compatibility with kiss cutting
- Easy peeling during assembly
If the liner releases unevenly, the die-cut film may stretch, curl, or shift.
For adhesive-backed optical films, liner design can strongly affect final fitting and bubble control.
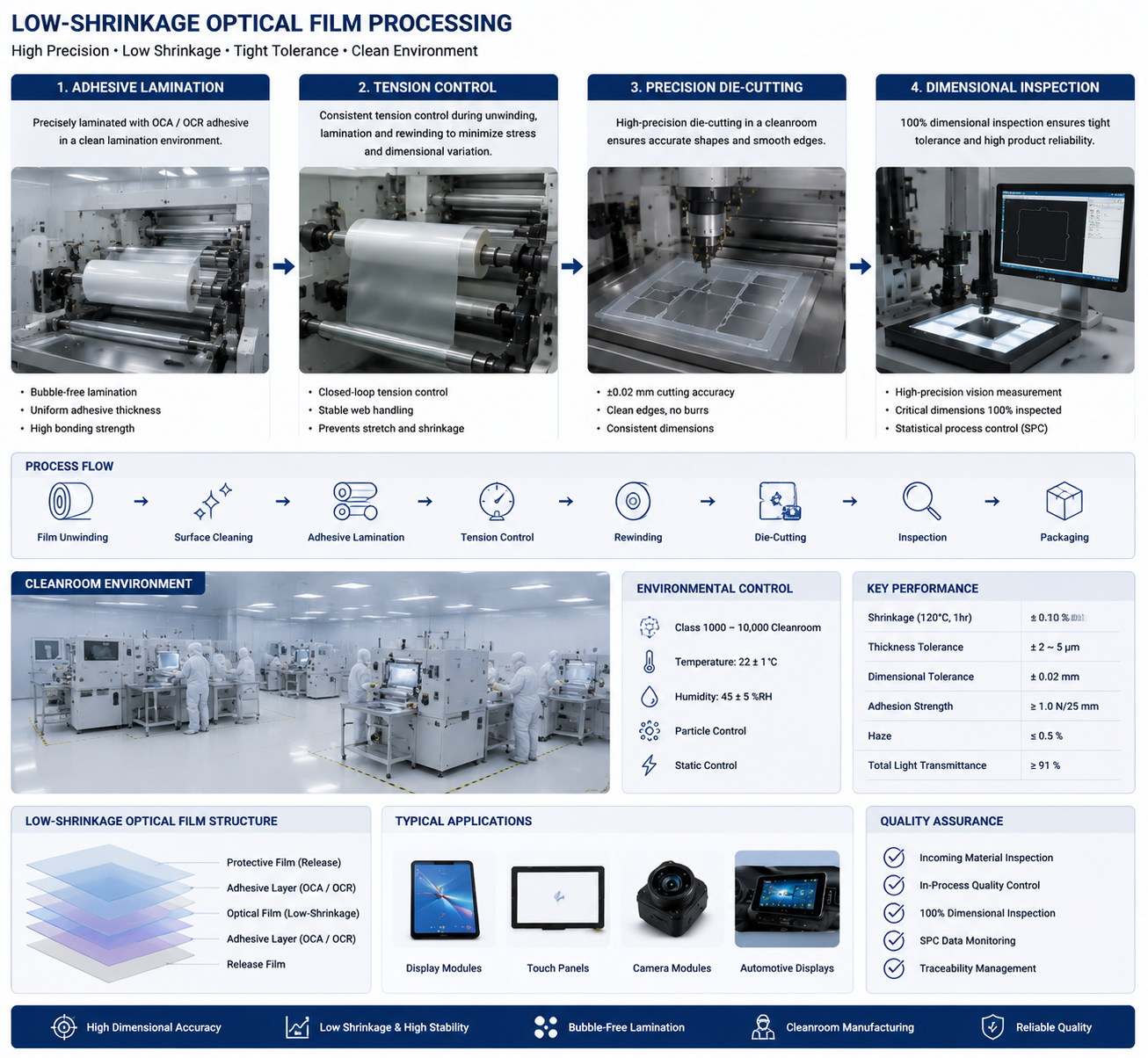
Die-Cutting Process Control for Low-Shrink Films
The die-cutting process must avoid adding stress to the film.
Important process factors include:
- Stable web tension
- Sharp tooling
- Correct cutting pressure
- Controlled die-cut depth
- Smooth waste stripping
- Clean handling
- Anti-static control
- Accurate dimensional inspection
- Proper packaging
If cutting pressure is too high, the film may deform.
If waste stripping is too aggressive, thin film features may stretch.
If static electricity attracts dust, bubbles may appear after lamination.
For high-precision optical parts, process control is as important as material selection.
Design Tips to Reduce Shrinkage Problems
Good design can reduce production risk.
Use Rounded Corners
Sharp corners can concentrate stress and increase edge lifting risk.
Avoid Extremely Narrow Strips
Thin strips may stretch during waste stripping or liner peeling.
Keep Adhesive Coverage Controlled
Adhesive too close to the edge may create overflow or lifting risk.
Review Stack-Up Tolerance
The film, adhesive, liner, spacer, and housing must be considered together.
Test After Heat Aging
Initial dimensions are not enough. Test the part after heat and humidity exposure.
Common Buyer Mistakes
Choosing Only by Thickness
Thickness is important, but shrinkage rate, surface quality, flatness, and adhesive compatibility are equally important.
Ignoring Heat Conditions
Some films look stable at room temperature but shrink after lamination or aging.
Using Standard Film for Optical Applications
Standard PET or general protective film may not meet optical clarity and dimensional stability requirements.
Skipping Prototype Validation
A film may pass incoming inspection but fail after die cutting and assembly.
Managing Film, Adhesive, and Die Cutting Separately
When separate suppliers handle different layers, responsibility becomes unclear if bubbles or shrinkage occur.
What Buyers Should Confirm Before Production
Before ordering low-shrink optical die-cut parts, buyers should confirm:
- What is the final application?
- What film material is required?
- What shrinkage rate is acceptable?
- What heat and humidity conditions will the part face?
- What thickness tolerance is needed?
- Does the film require adhesive backing?
- Is optical clarity or low haze required?
- What liner format is best for assembly?
- Will the part be applied manually or automatically?
- Can the supplier support prototype testing and mass production?
These questions help avoid late-stage failure and reduce production risk.
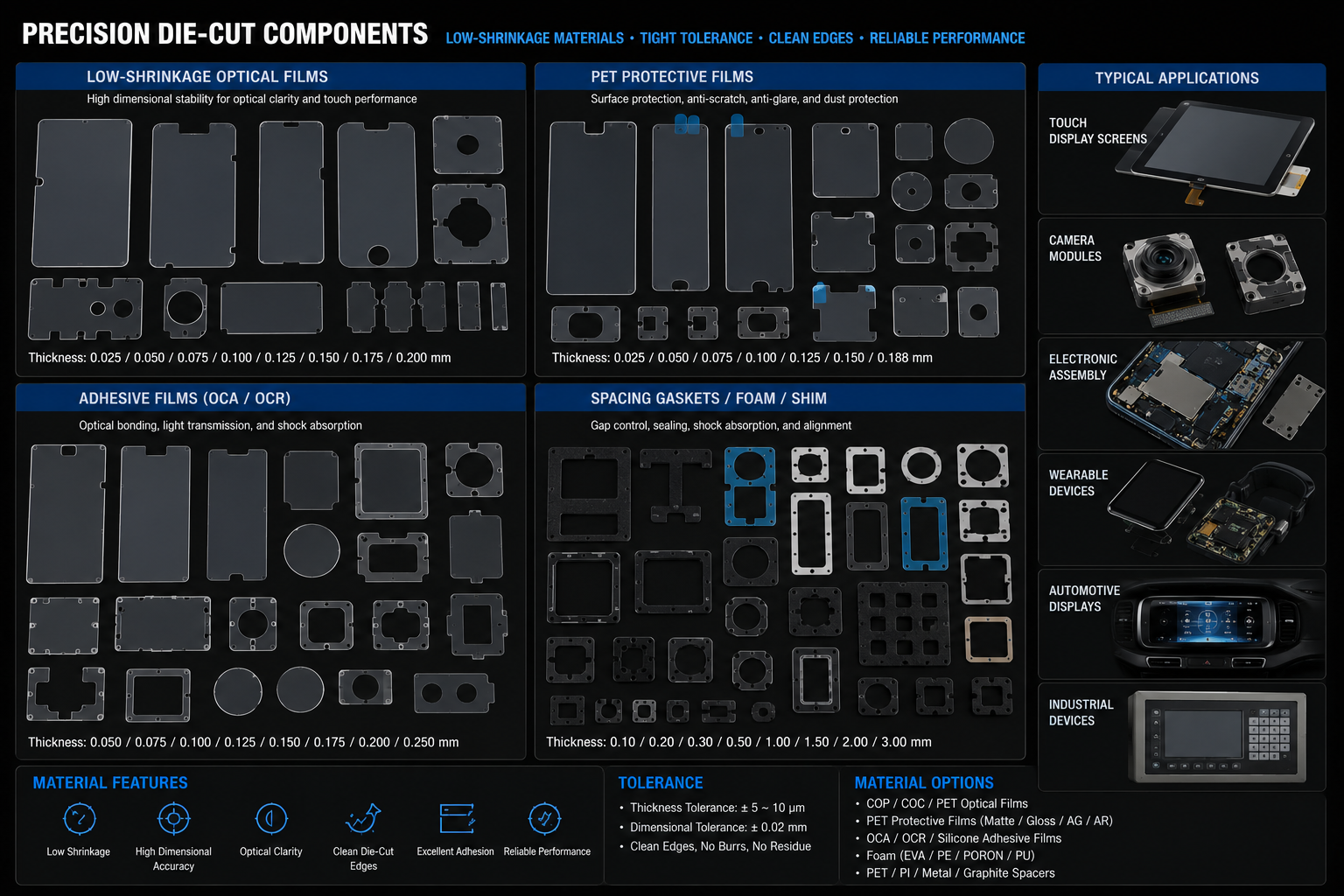
How Sanken Helps With Low-Shrink Optical Film Converting
At Sanken Manufacturing, we help customers develop stable optical and electronic auxiliary materials.
Our capabilities include:
- Optical film die cutting
- PET and TPU film converting
- Adhesive lamination
- Protective film converting
- Kiss cutting
- Clean material handling
- Waste stripping optimization
- Dimensional inspection
- Foam spacer die cutting
- Multilayer component assembly
- Prototype and mass production support
We help customers reduce common problems such as film shrinkage, bubbles, edge lifting, poor adhesive wet-out, dimensional mismatch, and assembly rejection.
For OEM buyers, this means fewer trials, better approval speed, and more stable production.
Conclusion
Choosing low-shrink films for high-precision optical die-cut jobs requires more than selecting a clear film. Buyers must evaluate film material, shrinkage rate, thickness tolerance, adhesive compatibility, release liner quality, die-cutting tension, lamination behavior, and final assembly conditions.
Optical-grade PET, TPU, PC, PMMA, and hard-coated films can all be useful depending on the application. The best choice is the material structure that stays stable after converting, lamination, storage, and real product use.
At Sanken Manufacturing, we help customers select, laminate, die cut, and convert low-shrink optical films into reliable components for displays, camera modules, electronics, medical devices, and industrial applications.