
How to Solve Problems in Adhesive Double-Sided Film Die Cutting?
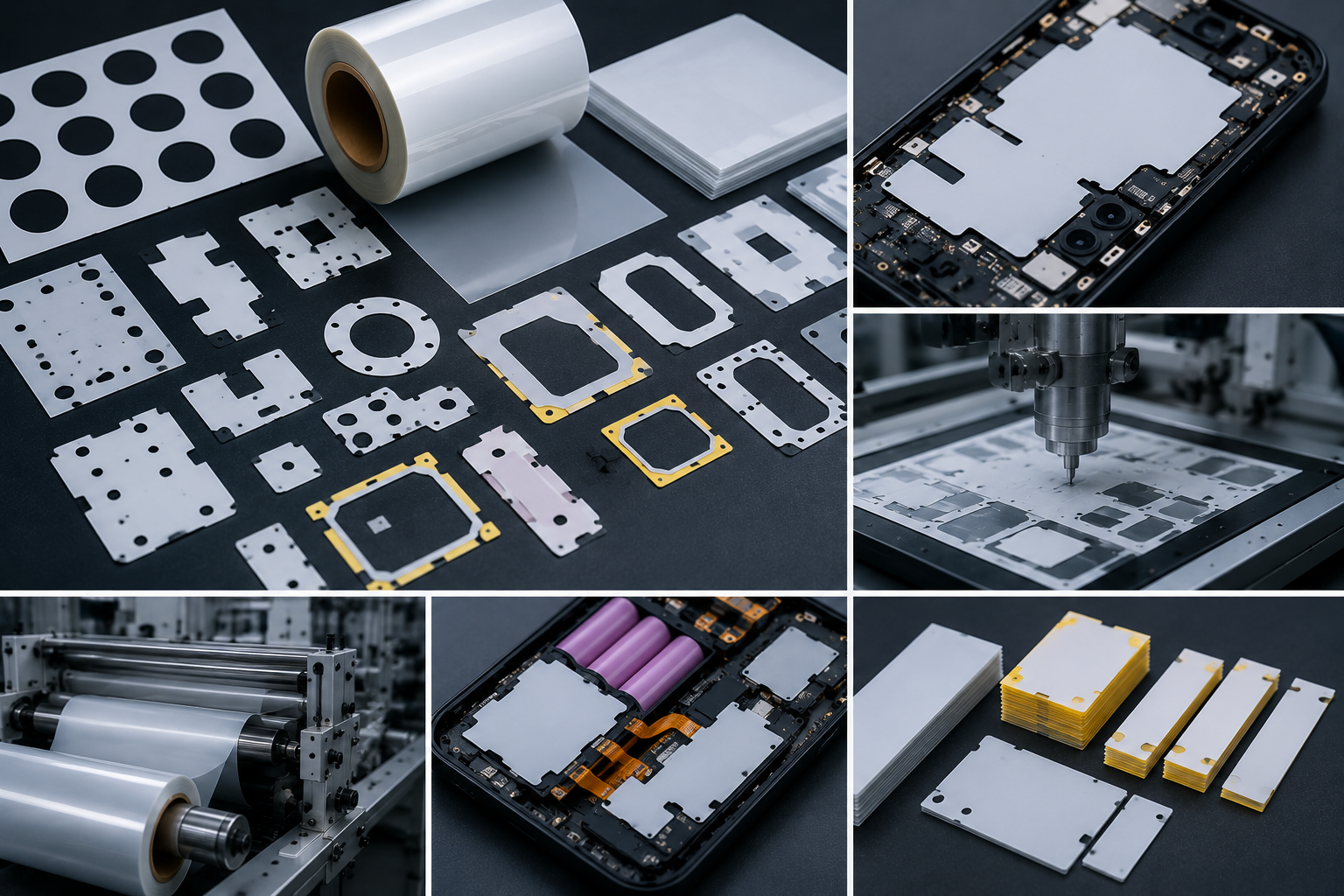
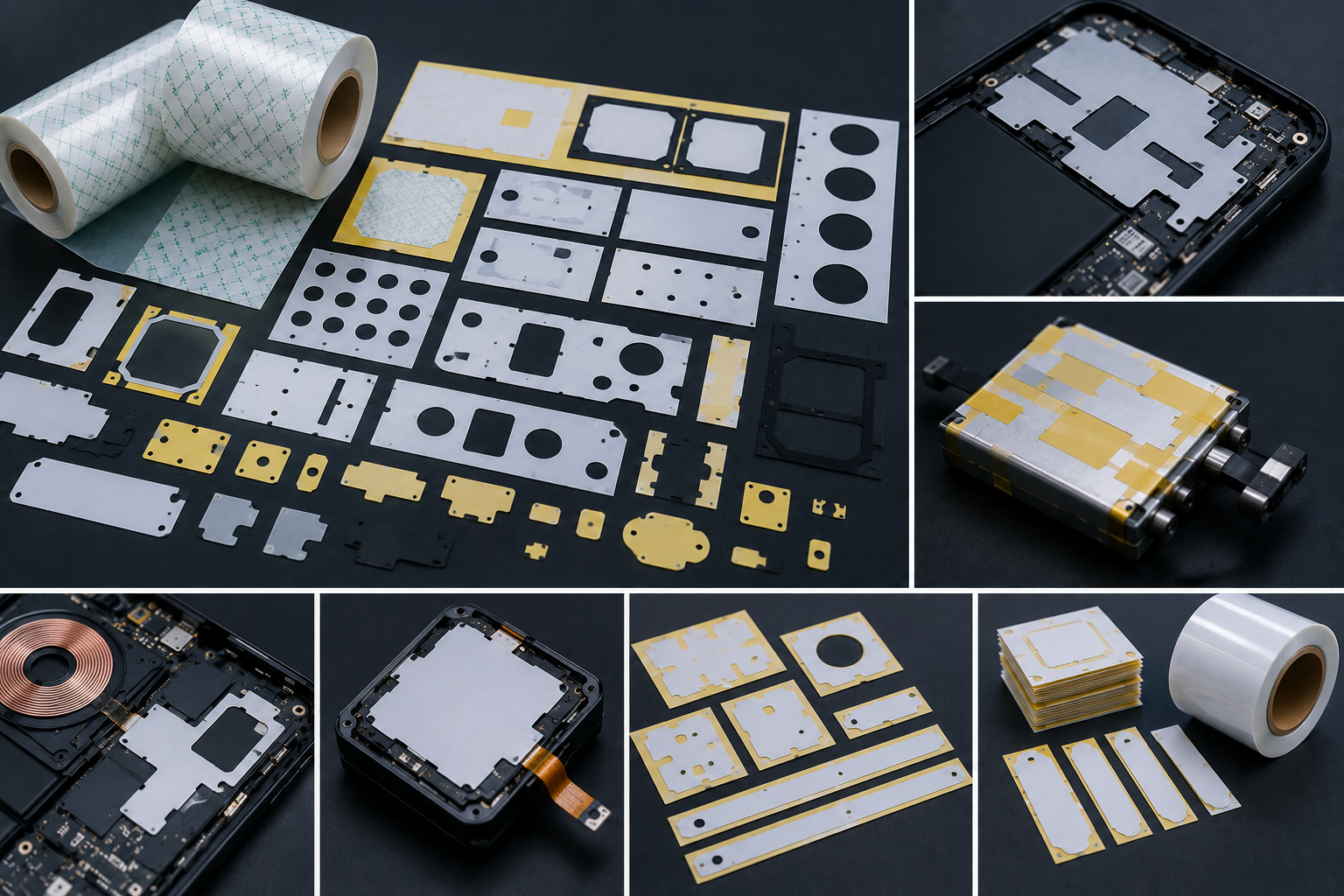
Adhesive double-sided films are widely used in consumer electronics, automotive electronics, medical devices, battery systems, displays, and industrial equipment.
They provide reliable bonding, reduce assembly complexity, eliminate mechanical fasteners, and support lightweight product designs.
However, compared with ordinary film materials, adhesive double-sided films present unique challenges during die cutting.
Issues such as adhesive overflow, liner lifting, material stretching, die-cut edge defects, and waste removal failures can significantly affect production efficiency and product quality.
For OEM manufacturers, solving these problems is critical to maintaining stable production and reducing overall manufacturing costs.
At Sanken, we help customers overcome these challenges through precision converting, material expertise, and process optimization.
So what are the most common problems in adhesive double-sided film die cutting, and how can they be solved?
Why Adhesive Double-Sided Films Are Difficult to Die Cut
Unlike standard plastic films, double-sided adhesive materials consist of multiple layers.
A typical construction may include:
- Release liner
- Adhesive layer
- Carrier film
- Adhesive layer
- Release liner
Each layer behaves differently during processing.
Challenges include:
- Adhesive flow
- Material deformation
- Liner instability
- Registration difficulties
- Waste removal issues
As product designs become smaller and more complex, these challenges become increasingly significant.
Problem 1: Adhesive Oozing
One of the most common die-cutting defects is adhesive oozing.
This occurs when adhesive flows beyond the intended cut boundary.
Common Causes
- Excessive cutting pressure
- High storage temperatures
- Soft adhesive formulations
- Improper material selection
Impact
- Contamination
- Assembly difficulties
- Cosmetic defects
- Reduced bonding performance
Solutions
- Optimize cutting pressure
- Select dimensionally stable adhesives
- Control storage conditions
- Validate adhesive properties before production
Proper material selection often eliminates many adhesive-related issues before they occur.
Problem 2: Liner Lifting During Die Cutting
Release liners are essential for handling adhesive materials.
However, liner lifting can occur during processing.
Common Causes
- Excessive kiss-cut depth
- Weak liner construction
- Aggressive adhesive systems
- Incorrect die settings
Impact
- Production interruptions
- Part damage
- Increased scrap
Solutions
- Adjust cutting depth precisely
- Improve liner selection
- Optimize die geometry
- Validate kiss-cut settings
Consistent liner performance is critical for automated production.
Problem 3: Material Stretching
Double-sided adhesive films are often flexible.
Improper handling may cause stretching during converting.
Common Causes
- Excessive web tension
- Improper feeding systems
- High processing speeds
Impact
- Dimensional variation
- Registration errors
- Assembly failures
Solutions
- Implement closed-loop tension control
- Reduce excessive web tension
- Optimize processing speed
Stable material handling helps maintain dimensional accuracy.
Problem 4: Poor Waste Removal
Complex adhesive components often contain small cutouts and narrow features.
Waste removal becomes increasingly difficult as complexity increases.
Common Causes
- Weak matrix strength
- Excessive adhesive tack
- Inadequate tooling design
- Complex geometries
Impact
- Production stoppages
- Higher labor costs
- Reduced throughput
Solutions
- Optimize part layout
- Improve tooling design
- Adjust matrix widths
- Evaluate adhesive characteristics
Effective waste management improves both productivity and yield.
Problem 5: Incomplete Cutting
Incomplete cuts prevent proper separation of finished components.
Common Causes
- Insufficient cutting pressure
- Tool wear
- Material thickness variation
Impact
- Difficult part removal
- Production delays
- Increased inspection requirements
Solutions
- Monitor tooling condition
- Adjust cutting pressure
- Verify material consistency
Routine process validation helps identify incomplete cuts early.
Problem 6: Adhesive Stringing
Adhesive stringing occurs when fine adhesive threads remain after cutting.
Common Causes
- Soft adhesive systems
- Elevated temperatures
- Dull cutting edges
Impact
- Appearance defects
- Contamination risks
- Reduced process efficiency
Solutions
- Use sharp tooling
- Improve environmental control
- Select suitable adhesive formulations
Material compatibility is often the key factor.
Problem 7: Registration Errors
Many adhesive film components contain multiple functional layers.
Precise alignment is essential.
Common Causes
- Material drift
- Tension instability
- Sensor inaccuracies
- Poor registration systems
Impact
- Misaligned components
- Functional failures
- Assembly issues
Solutions
- Utilize vision registration systems
- Improve tension control
- Implement automated correction technology
Registration accuracy becomes increasingly important in electronics applications.
Problem 8: Edge Burrs and Rough Cut Surfaces
Clean edges are essential for both performance and appearance.
Common Causes
- Tool wear
- Incorrect cutting pressure
- Poor die geometry
Impact
- Cosmetic defects
- Assembly interference
- Reduced product quality
Solutions
- Replace worn tooling
- Optimize cutting parameters
- Use precision dies
Consistent tooling maintenance significantly improves edge quality.

Problem 9: Static Electricity
Static is a common issue when converting adhesive materials.
Common Causes
- High-speed processing
- Dry environments
- Film friction
Impact
- Dust attraction
- Material instability
- Registration problems
Solutions
- Install ionizing bars
- Use anti-static rollers
- Maintain proper humidity levels
Static control is particularly important for electronics and optical applications.
Problem 10: Layer Shifting in Laminated Structures
Many double-sided adhesive products involve multiple laminated layers.
Common Causes
- Poor lamination control
- Uneven tension
- Material incompatibility
Impact
- Misalignment
- Functional failure
- Reduced yield
Solutions
- Improve lamination accuracy
- Control tension carefully
- Validate material combinations
Stable laminates create the foundation for successful die cutting.
How Material Selection Solves Many Die Cutting Problems
A significant percentage of converting issues originate from material choice rather than equipment.
When selecting adhesive double-sided films, engineers should evaluate:
| Evaluation Factor | Importance |
|---|---|
| Adhesive Type | High |
| Liner Stability | High |
| Carrier Strength | High |
| Thickness Consistency | High |
| Temperature Resistance | Medium |
| Long-Term Reliability | High |
Proper material selection often prevents problems before production begins.
Why Prototype Validation Is Important
Many converting challenges only become visible during actual production.
Prototype development helps verify:
- Adhesive behavior
- Waste removal performance
- Registration accuracy
- Assembly compatibility
Early testing reduces production risk and shortens development cycles.
How Sanken Solves Adhesive Film Die Cutting Challenges
At Sanken, we help OEM manufacturers convert complex adhesive film materials into production-ready components.
Our capabilities include:
- Precision die cutting
- Kiss cutting
- Multi-layer lamination
- Optical film converting
- Cleanroom production
- Vision inspection systems
- Prototype development
- High-volume manufacturing
By combining material expertise with advanced converting technologies, we help customers improve quality, reduce scrap, and achieve stable production performance.
More Related Questions
Why is adhesive film more difficult to die cut than ordinary film?
Because adhesive materials involve multiple layers and introduce challenges such as adhesive flow, liner stability, and waste removal.
What causes adhesive oozing?
Excessive pressure, high temperatures, and soft adhesive formulations are common causes.
How can waste removal be improved?
Optimized tooling design, proper matrix widths, and suitable adhesive selection help improve waste stripping efficiency.
Is prototype testing necessary?
Yes. Prototype validation helps identify material and process issues before mass production begins.
Conclusion
Adhesive double-sided film die cutting presents unique manufacturing challenges that require careful control of materials, tooling, process parameters, and environmental conditions.
Common issues such as adhesive oozing, liner lifting, stretching, registration errors, and waste removal failures can significantly affect product quality and production efficiency.
By combining proper material selection, precision converting technologies, and thorough process validation, manufacturers can successfully overcome these challenges and achieve reliable, high-quality production.
At Sanken, we help OEM customers transform complex adhesive film materials into precision-engineered components that support efficient assembly and long-term product performance.