
What Are the Disadvantages of Die Cutting?
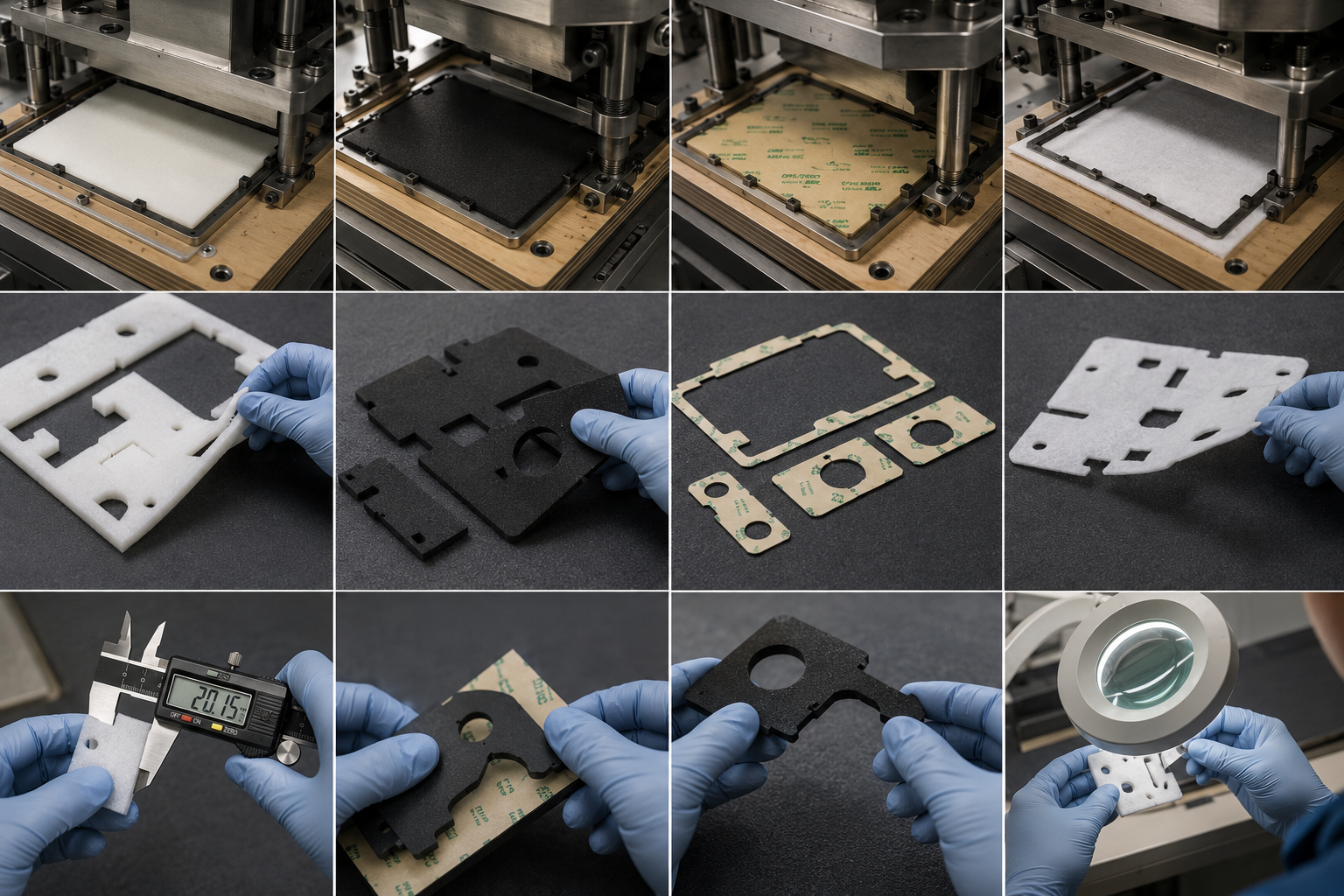
Die cutting is a highly efficient process for producing repeatable parts from foam, rubber, adhesive tape, non-woven fabric, films, paper, and multilayer materials. It is widely used in automotive, electronics, medical devices, packaging, industrial equipment, and consumer products.
However, die cutting is not perfect for every project.
The main disadvantages of die cutting include tooling cost, design limitations, tolerance challenges with soft materials, material waste, setup time, and possible quality problems such as rough edges, fiber shedding, adhesive lifting, or dimensional variation.
For OEM buyers and engineers, the key question is not only “What are the disadvantages of die cutting?” The better question is: “How can we avoid these risks before mass production?”
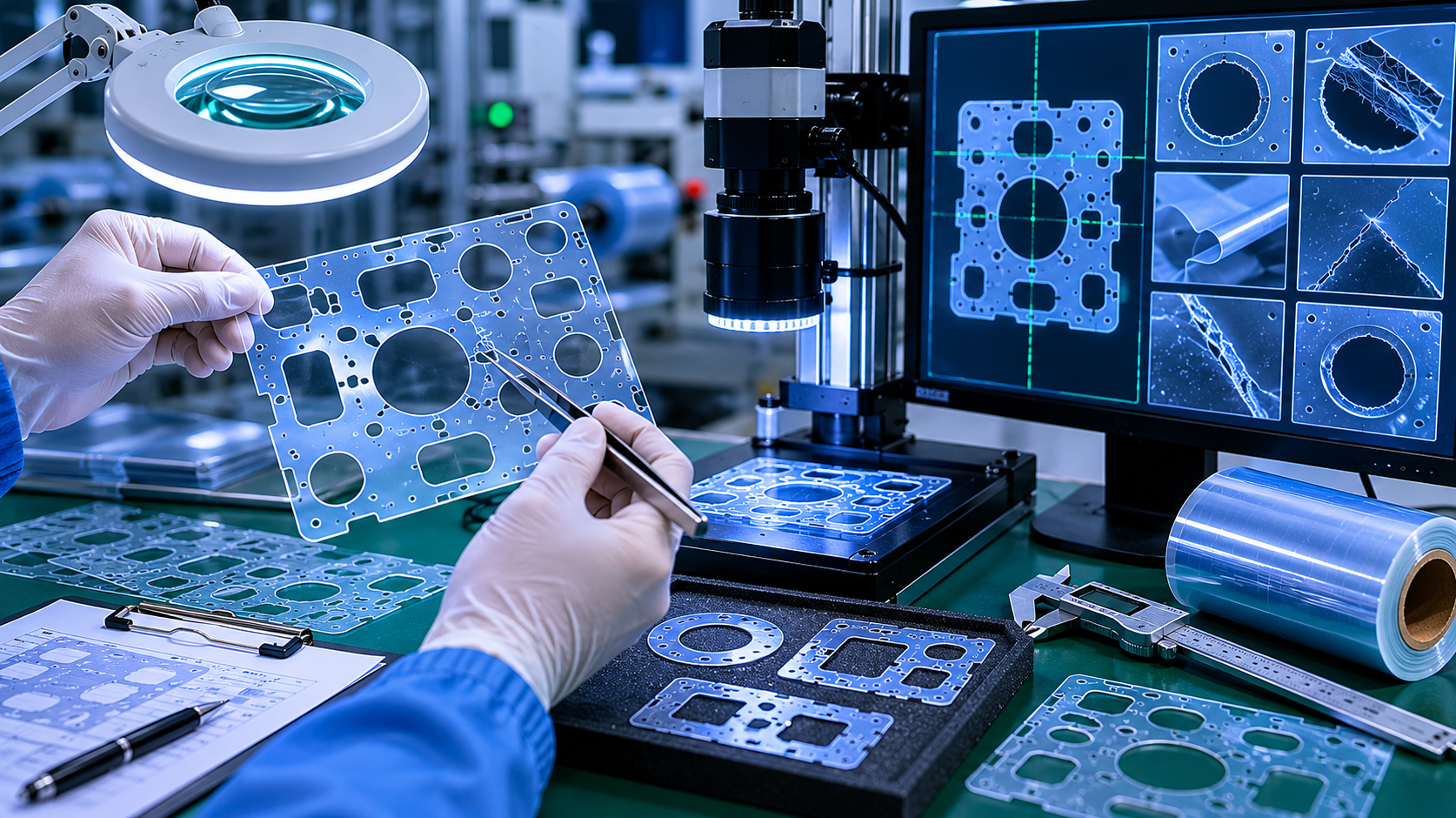
At Sanken Manufacturing, we help customers reduce die-cutting problems through early material review, precision tooling, adhesive lamination control, foam and rubber converting experience, non-woven fabric processing, film converting, sample validation, and mass production quality control.
1. Die Cutting Requires Tooling Cost
One disadvantage of die cutting is that it usually requires a custom cutting tool.
This tool may be a steel rule die, rotary die, precision metal die, or another customized cutting structure.
For small orders or early-stage product designs, tooling cost can feel high. If the design changes after the die is made, the tool may need to be modified or remade.
This can increase:
- Development cost
- Sampling time
- Engineering workload
- Project delay risk
For buyers, the solution is to confirm the design as much as possible before tooling. If the product is still changing frequently, sample cutting, laser cutting, CNC cutting, or prototype tooling may be used first.
2. Die Cutting Is Not Always Ideal for Very Small Quantities
Die cutting is excellent for repeat production.
However, it may not be the best choice when the quantity is very small and the design is not finalized.
For example, if a customer needs only a few foam pads for early testing, making a full die may not be cost-effective.
Die cutting becomes more valuable when:
- The part shape is confirmed
- The order quantity is stable
- Repeatability is important
- Assembly efficiency matters
- The customer needs consistent quality
For early prototypes, flexible sample methods may be better. For mass production, die cutting usually becomes more efficient.
3. Material Waste Can Be a Problem
Die cutting removes parts from sheets or rolls, leaving waste material around the part shape.
Material waste depends on:
- Part geometry
- Nesting layout
- Roll width
- Sheet size
- Hole design
- Waste stripping method
- Material cost
- Production volume
If the part shape is complex or irregular, the waste rate may increase.
This is especially important when cutting expensive materials such as optical films, specialty adhesives, flame-retardant foams, medical-grade non-woven fabric, or multilayer laminates.
At Sanken, we often review part layout and material width early to improve material utilization and reduce unnecessary waste.
4. Soft Materials Can Be Difficult to Hold Tight Tolerances
Many die-cut materials are soft or flexible.
Examples include:
- EVA foam
- PE foam
- PU foam
- Rubber
- EPDM foam
- Non-woven fabric
- Adhesive tape
- TPU film
- Multilayer composites
These materials can compress, stretch, rebound, or shift during cutting.
This makes tolerance control more difficult than with metal or rigid plastic.
For example:
| Material | Common Tolerance Challenge |
|---|---|
| Foam | Compresses during cutting and may rebound |
| Rubber | Stretches or rebounds after cutting |
| Non-woven fabric | May fray or shed fibers |
| Adhesive tape | May flow, lift, or stick to tooling |
| Thin film | May curl, stretch, or shift |
| Multilayer material | Different layers may move differently |
This does not mean precision is impossible. It means tolerance must be realistic and matched to the material behavior.
5. Edge Quality May Vary by Material
Another disadvantage of die cutting is that some materials do not cut cleanly without the right tooling and process control.
Poor edge quality may include:
- Rough edges
- Loose fibers
- Burrs
- Crushed foam cells
- Adhesive overflow
- Film deformation
- Rubber tearing
- Non-woven fraying
For electronics, medical devices, optical films, and clean assembly applications, edge quality can directly affect product acceptance.
A rough edge may create particles.
A loose fiber may contaminate an assembly.
Adhesive overflow may cause sticking or installation problems.
This is why sample testing is important before mass production.
6. Adhesive-Backed Materials Can Be Challenging
Many die-cut parts include adhesive backing.
Adhesive-backed foam, tape, film, or non-woven parts are useful because they improve assembly speed. However, they also create processing challenges.
Common problems include:
- Adhesive lifting
- Liner damage
- Poor peel performance
- Edge overflow
- Difficult waste stripping
- Adhesive residue
- Misalignment during lamination
- Poor bonding after aging
For kiss-cut parts, the cutting depth must be controlled carefully.
If the cut is too deep, the liner may be damaged.
If the cut is too shallow, the part may not peel cleanly.
This is one of the reasons adhesive die cutting requires experienced converting control.
7. Die Cutting Has Design Limitations
Not every shape is easy to die cut.
Some designs create production difficulty, especially when the material is thick, soft, elastic, or adhesive-backed.
Difficult design features may include:
- Very small holes
- Extremely narrow strips
- Sharp internal corners
- Thin bridges
- Dense hole patterns
- Deep slots
- Fragile shapes
- Parts with difficult waste removal
These features can increase scrap rate, slow production, or require special tooling.
A good supplier should review the drawing before tooling and suggest practical improvements.
Sometimes small design changes can greatly improve manufacturability without affecting product function.
8. Setup and Trial Time Are Required
Die cutting is repeatable once the process is stable, but setup takes time.
Before production, the supplier may need to confirm:
- Tooling condition
- Cutting pressure
- Machine alignment
- Material tension
- Lamination quality
- Waste stripping behavior
- Liner release
- Part dimensions
- Edge quality
For complex materials, several trial runs may be needed.
This is especially true for optical films, adhesive-backed materials, multilayer foam structures, medical non-woven parts, and precision electronics components.
Buyers should allow time for validation instead of expecting mass production immediately after tooling.
9. Die Wear Can Affect Long-Term Quality
Cutting dies wear over time.
As the blade becomes dull or the tool condition changes, part quality may decline.
Possible problems include:
- Incomplete cutting
- Rough edges
- More cutting dust
- Poor hole quality
- Higher machine pressure requirement
- Dimensional drift
- Increased scrap rate
For long-term production, tool maintenance is important.
Suppliers should monitor die condition and replace or repair tooling when needed.
10. Multilayer Materials Are Harder to Control
Modern OEM components often combine several materials into one part.
Examples include:
- Foam + adhesive
- Rubber + adhesive
- PET film + adhesive
- Non-woven + foam
- Foam + film + liner
- Optical film + protective film
- Flame-retardant foam + adhesive tape
Each layer may behave differently during lamination and cutting.
One layer may stretch.
Another may compress.
The adhesive may flow.
The liner may release unevenly.
This can cause alignment problems, bubbles, wrinkles, delamination, or edge defects.
For multilayer die-cut parts, the converting process must be designed carefully from the beginning.
11. Die Cutting May Not Be Best for All Materials
Some materials are difficult to die cut due to hardness, brittleness, thickness, or internal structure.
For example:
- Very thick foam may need skiving, CNC cutting, or special tooling.
- Very brittle films may crack.
- Very elastic rubber may deform.
- Loose non-woven fabric may shed fibers.
- Some laminated materials may separate.
In these cases, another process may be better for prototypes or special shapes.
Options may include CNC cutting, laser cutting, waterjet cutting, slitting, punching, or molded production.
The best process depends on the material, tolerance, volume, and final application.
How to Reduce the Disadvantages of Die Cutting
Most die-cutting disadvantages can be reduced with good planning.
Buyers should work with the supplier early and confirm:
- What material will be used?
- What is the required tolerance?
- Is the tolerance realistic for the material?
- Does the part need adhesive backing?
- Are there small holes or narrow strips?
- Will the part be applied manually or automatically?
- What edge quality is required?
- What production volume is expected?
- Does the material need lamination before cutting?
- What testing is needed before mass production?
These questions help avoid tooling mistakes, material mismatch, and production delays.
When Die Cutting Is Still the Best Choice
Even with disadvantages, die cutting is still one of the best methods for many OEM applications.
It is suitable when customers need:
- Repeatable parts
- Custom shapes
- Fast production
- Clean assembly
- Adhesive-backed components
- Foam pads
- Rubber gaskets
- Non-woven parts
- Film components
- Multilayer structures
- High-volume manufacturing
The key is not avoiding die cutting. The key is using die cutting correctly.
How Sanken Helps Customers Avoid Die-Cutting Problems
At Sanken Manufacturing, we help customers reduce die-cutting risk before mass production.
Our capabilities include:
- Precision die cutting
- Kiss cutting
- Foam converting
- Rubber processing
- Non-woven fabric converting
- Adhesive lamination
- Film converting
- Optical film processing
- Hot pressing
- Injection molding support
- Custom assembly
- Prototype and mass production support
We focus on practical customer problems such as poor fit, unstable dimensions, adhesive lifting, rough edges, loose fibers, compression failure, and assembly difficulty.
Our goal is not only to cut a shape. Our goal is to help customers receive stable, reliable, ready-to-assemble components.
Conclusion
The disadvantages of die cutting include tooling cost, setup time, material waste, design limitations, tolerance challenges, die wear, and possible edge or adhesive problems. These risks are more noticeable when working with soft materials, adhesive-backed parts, multilayer structures, non-woven fabrics, rubber, foam, and optical films.
However, many of these disadvantages can be controlled through proper material selection, design review, sample validation, tooling control, and experienced converting support. At Sanken Manufacturing, we help OEM customers reduce these risks and produce precision die-cut components for automotive, electronics, medical, packaging, and industrial applications.