
What Is the Injection Molding Process of TPU Material?
TPU injection molding is used when a product needs flexibility, abrasion resistance, impact strength, soft-touch feel, and elastic recovery. It is common in automotive parts, electronic accessories, protective covers, seals, wheels, medical components, footwear, and industrial products.
However, TPU is not always easy to mold. It is sensitive to moisture, temperature, mold design, cooling, and demolding conditions. If the process is not controlled well, the final parts may show bubbles, silver streaks, flash, shrinkage, warpage, poor surface finish, or unstable dimensions.
For OEM buyers and product engineers, the key question is not only “How is TPU injection molded?” The better question is: “How can TPU parts be molded consistently while meeting performance, appearance, and assembly requirements?”
At Sanken Manufacturing, we support customers with injection molding, precision die cutting, foam and rubber converting, adhesive lamination, non-woven material processing, and custom assembly. For many OEM projects, TPU molded parts must work together with die-cut foam pads, adhesive tapes, rubber gaskets, insulation layers, protective films, or converted material components.

What Is TPU Material?
TPU stands for thermoplastic polyurethane.
It is a thermoplastic elastomer, which means it can behave like rubber but can also be melted and processed like plastic. This makes TPU useful when a product needs both flexibility and moldability.
TPU is often selected because it offers:
- Good flexibility
- Strong abrasion resistance
- Impact resistance
- Elastic recovery
- Tear resistance
- Oil and grease resistance
- Soft-touch surface
- Good low-temperature performance
- Ability to mold complex shapes
TPU can be soft, semi-rigid, transparent, colored, textured, or engineered for special performance. The correct grade depends on the final product requirement.
Step 1: Select the Right TPU Grade
The TPU injection molding process starts with material selection.
Different TPU grades have different hardness, flowability, heat resistance, elasticity, abrasion resistance, transparency, and chemical resistance.
Buyers should confirm:
| Selection Factor | Why It Matters |
|---|---|
| Hardness | Affects flexibility, touch, and compression behavior |
| Flowability | Affects mold filling and thin-wall performance |
| Abrasion resistance | Important for wear parts and moving components |
| Heat resistance | Important for automotive and industrial use |
| Surface finish | Affects appearance and customer perception |
| Transparency | Required for clear or semi-clear products |
| Chemical resistance | Important for oil, grease, and cleaning exposure |
| Compliance needs | Important for medical, food-contact, or regulated products |
Softer TPU may feel better and provide more flexibility, but it can be harder to demold and control dimensionally. Harder TPU is more stable but may not provide enough softness or elasticity.
This is why the material grade should be selected based on the application, not only the price.
Step 2: Dry the TPU Resin Properly
Drying is one of the most important steps in TPU injection molding.
TPU absorbs moisture from the air. If the resin contains too much moisture during molding, water turns into vapor inside the barrel and mold cavity.
This can cause:
- Bubbles
- Silver streaks
- Poor surface appearance
- Internal voids
- Weak mechanical strength
- Unstable dimensions
- Material degradation
Before molding, TPU pellets are usually dried in a dehumidifying dryer. The drying temperature and time depend on the TPU supplier’s recommendation and material grade.
For buyers, this step is critical. Many TPU molding defects are caused by poor drying rather than poor mold design.
Step 3: Set the Injection Molding Machine
After drying, TPU pellets are fed into the injection molding machine.
The machine heats the material, melts it, and injects it into the mold cavity.
Important settings include:
- Barrel temperature
- Nozzle temperature
- Injection speed
- Injection pressure
- Holding pressure
- Screw speed
- Back pressure
- Mold temperature
- Cooling time
TPU must be hot enough to flow into the mold, but not so hot that it degrades.
If the temperature is too low, the part may not fill completely.
If the temperature is too high, the material may burn, discolor, degrade, or lose mechanical performance.
Good TPU molding requires a stable processing window.
Step 4: Prepare the Mold Design
Mold design has a major impact on TPU part quality.
Because TPU is flexible, it behaves differently from rigid plastics such as ABS, PC, or PP.
A good TPU mold should consider:
- Gate position
- Runner balance
- Venting
- Parting line
- Wall thickness
- Shrinkage
- Draft angle
- Ejector design
- Cooling channel layout
- Surface texture
Poor venting may trap air and cause burn marks or short shots.
Uneven wall thickness may cause shrinkage, sink marks, or warpage.
Insufficient draft may make demolding difficult, especially for soft TPU parts.
For precision molded components, mold design should be reviewed before tooling begins. Fixing mold problems later is usually expensive and time-consuming.
Step 5: Injection Filling
During injection, molten TPU is pushed into the mold cavity.
The injection speed and pressure must be controlled carefully.
If injection speed is too slow, TPU may cool before the mold is completely filled. This may cause short shots, flow marks, or weak weld lines.
If injection speed is too fast, it may cause flash, burn marks, trapped air, or internal stress.
Good filling should produce:
- Complete cavity filling
- Smooth surface
- Stable part weight
- No trapped air
- No visible flow defects
- Consistent dimensions
Trial molding is usually needed to find the best balance between speed, pressure, temperature, and cooling.
Step 6: Holding Pressure and Cooling
After the mold is filled, holding pressure is applied.
Holding pressure helps compensate for material shrinkage as TPU cools and solidifies.
If holding pressure is too low, the part may shrink too much or show sink marks. If holding pressure is too high, the part may flash or become difficult to demold.
Cooling time is also important.
If the part is ejected too early, it may deform. If cooling time is too long, production efficiency decreases.
For OEM production, this balance affects quality, cycle time, cost, and delivery stability.
Step 7: Demolding the TPU Part
TPU parts can be flexible, sticky, and difficult to release from the mold.
Soft TPU parts may stretch, deform, or stick during ejection.
To improve demolding, engineers should consider:
- Proper draft angle
- Smooth mold surface
- Balanced ejector placement
- Correct mold temperature
- Suitable part geometry
- Controlled cooling
- Avoiding deep undercuts when possible
Poor demolding may create scratches, deformation, stress marks, tearing, or inconsistent dimensions.
For soft-touch or visible TPU parts, demolding quality is especially important because surface defects are easy to notice.
Common TPU Injection Molding Defects
TPU molding defects usually come from moisture, wrong temperature, poor venting, incorrect pressure, weak mold design, or unstable cooling.
| Defect | Possible Cause |
|---|---|
| Bubbles | Moisture in resin or trapped air |
| Silver streaks | Poor drying or material degradation |
| Flash | Excess pressure or poor mold fit |
| Short shot | Low temperature, low pressure, or poor flow |
| Sink marks | Poor packing or uneven wall thickness |
| Warpage | Uneven cooling or internal stress |
| Burn marks | Trapped air or excessive heat |
| Poor surface finish | Moisture, contamination, or wrong temperature |
| Difficult demolding | Insufficient draft or poor ejection design |
For buyers, these defects create scrap, delayed launch schedules, customer complaints, and higher total cost.
A reliable supplier should identify the root cause instead of only adjusting one machine parameter repeatedly.
Design Tips for TPU Injection Molded Parts
Good TPU molding starts with good part design.
Engineers should consider:
- Keep wall thickness as uniform as possible.
- Avoid sharp internal corners.
- Add enough draft for demolding.
- Choose hardness based on the real function.
- Confirm shrinkage early.
- Avoid unnecessary thick sections.
- Place gates for balanced flow.
- Confirm surface texture requirements.
- Discuss tolerance based on TPU flexibility.
- Test the final part under real use conditions.
TPU is flexible, so tolerance expectations should be realistic.
A soft TPU part may not hold the same tolerance as rigid plastic. If it must assemble with metal, plastic, foam, rubber, adhesive tape, or die-cut insulation materials, the whole assembly should be reviewed.
Where TPU Injection Molded Parts Are Used
TPU is used across many industries because it combines flexibility, toughness, and wear resistance.
Automotive Applications
TPU may be used for protective covers, flexible seals, interior soft-touch components, cable protection, anti-slip parts, and molded support parts.
Automotive buyers usually care about heat resistance, aging resistance, odor control, abrasion resistance, and assembly performance.
Electronics Applications
TPU is used for phone cases, protective covers, cable strain relief, connector sleeves, shock-absorbing parts, and wearable device components.
For electronics, surface quality and dimensional precision are very important.
Industrial Applications
TPU is used for wheels, rollers, pads, flexible connectors, seals, covers, and abrasion-resistant parts.
These applications often require durability under load and repeated movement.
Medical and Consumer Applications
TPU may be used in medical device components, wearable products, soft-touch accessories, and protective parts.
For regulated applications, material grade and compliance requirements should be confirmed early.
 )
)
How TPU Molding Works With Die-Cut and Converted Materials
Many OEM products do not use TPU alone.
A molded TPU part may need to work with:
- Foam pads
- Rubber gaskets
- Adhesive tapes
- Non-woven fabrics
- Protective films
- Insulation layers
- Cushioning components
- Die-cut sealing parts
For example, an electronic device may use a TPU protective shell with die-cut foam cushioning. An automotive assembly may use a molded TPU part with adhesive-backed foam or a rubber gasket. A medical device may use TPU parts with protective films or soft die-cut pads.
This is where integrated manufacturing support creates real value.
At Sanken Manufacturing, we can support injection molding together with precision die cutting, foam converting, adhesive lamination, rubber processing, and custom assembly. This helps customers reduce supplier complexity and improve assembly consistency.
What Should Buyers Confirm Before Starting a TPU Injection Molding Project?
Before starting a TPU molding project, buyers should confirm:
- What is the final application?
- What hardness is required?
- Does the part need flexibility, support, or sealing?
- Will it face heat, oil, abrasion, or outdoor exposure?
- What surface finish is needed?
- What tolerance is realistic?
- Does the part require overmolding or assembly?
- Will it work with foam, rubber, adhesive, film, or non-woven parts?
- What testing is required before production?
- Can the supplier support samples and mass production?
Clear answers reduce mold revisions, sampling delays, and production defects.
How Sanken Supports TPU Injection Molding Projects
At Sanken Manufacturing, we focus on helping customers solve practical production problems.
Our support may include:
- TPU material selection discussion
- Injection molding development
- Prototype support
- Mold structure review
- Process optimization
- Precision die cutting
- Foam and rubber converting
- Adhesive lamination
- Non-woven fabric processing
- Custom assembly support
Our goal is not only to make a molded part. Our goal is to help customers build reliable component systems that fit the final product and perform consistently in mass production.
Conclusion
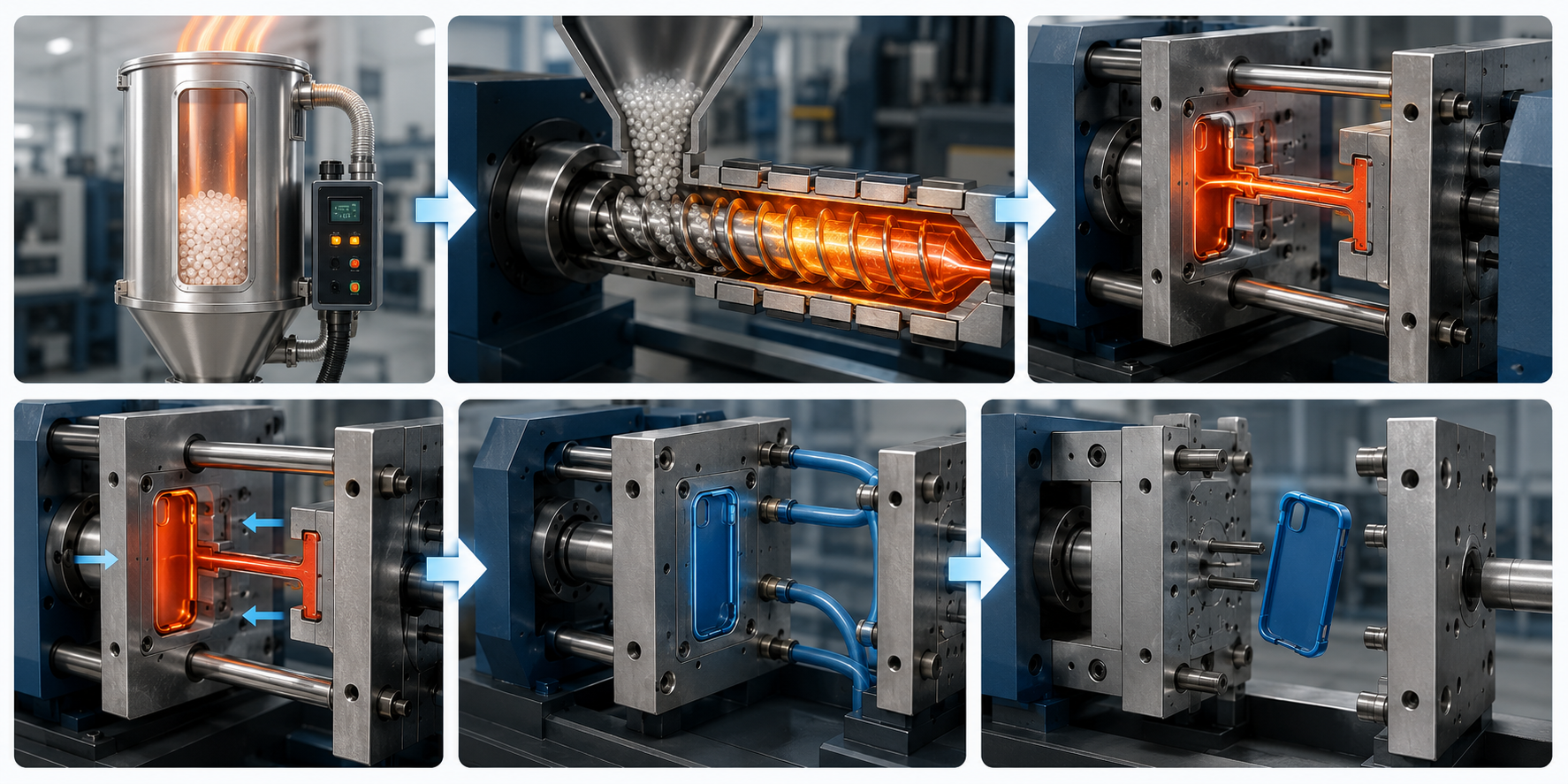
The TPU injection molding process includes material selection, resin drying, machine setup, mold preparation, injection filling, holding pressure, cooling, demolding, and quality inspection. Each step affects the final part’s appearance, flexibility, dimensions, strength, and long-term reliability.
For OEM buyers, TPU molding should not be treated as a simple plastic process. TPU is flexible, moisture-sensitive, and application-dependent. At Sanken Manufacturing, we help customers combine injection molding with precision die cutting, foam converting, adhesive lamination, rubber processing, non-woven converting, and custom assembly to create reliable TPU-based solutions for automotive, electronics, medical, consumer, and industrial applications.