
Quick Answer
Adhesive lifting usually happens when the adhesive material does not match the real surface, working environment, or assembly process. It can also be caused by poor surface preparation, low application pressure, unsuitable tape thickness, die-cut stress, liner problems, or packaging deformation.
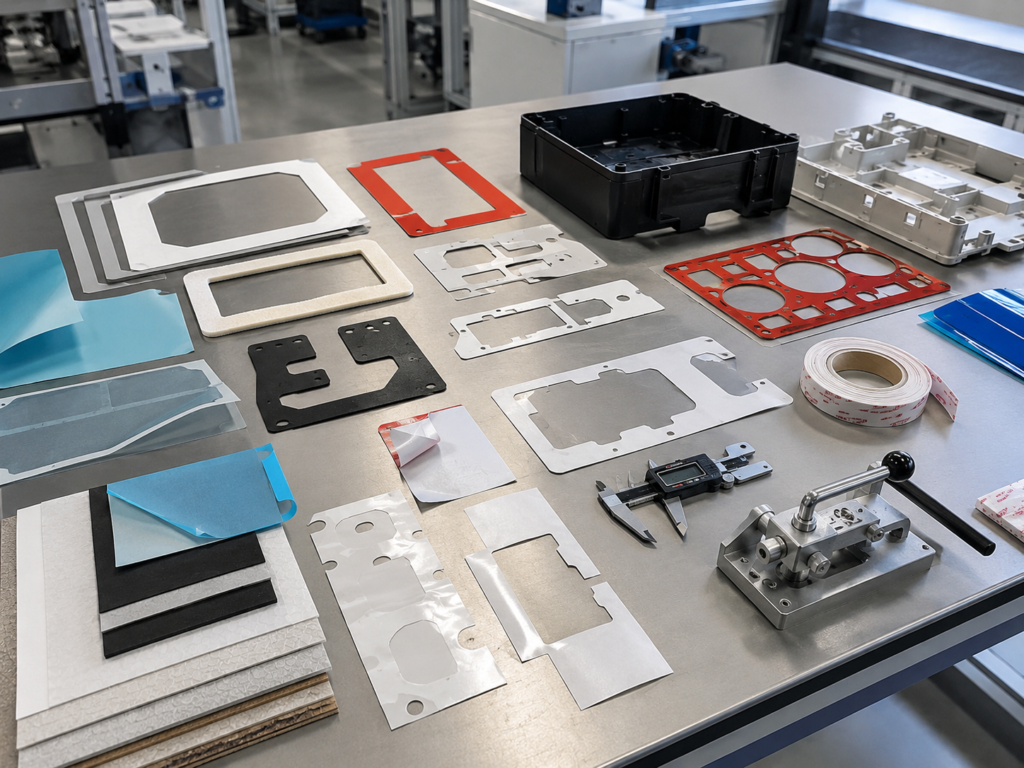
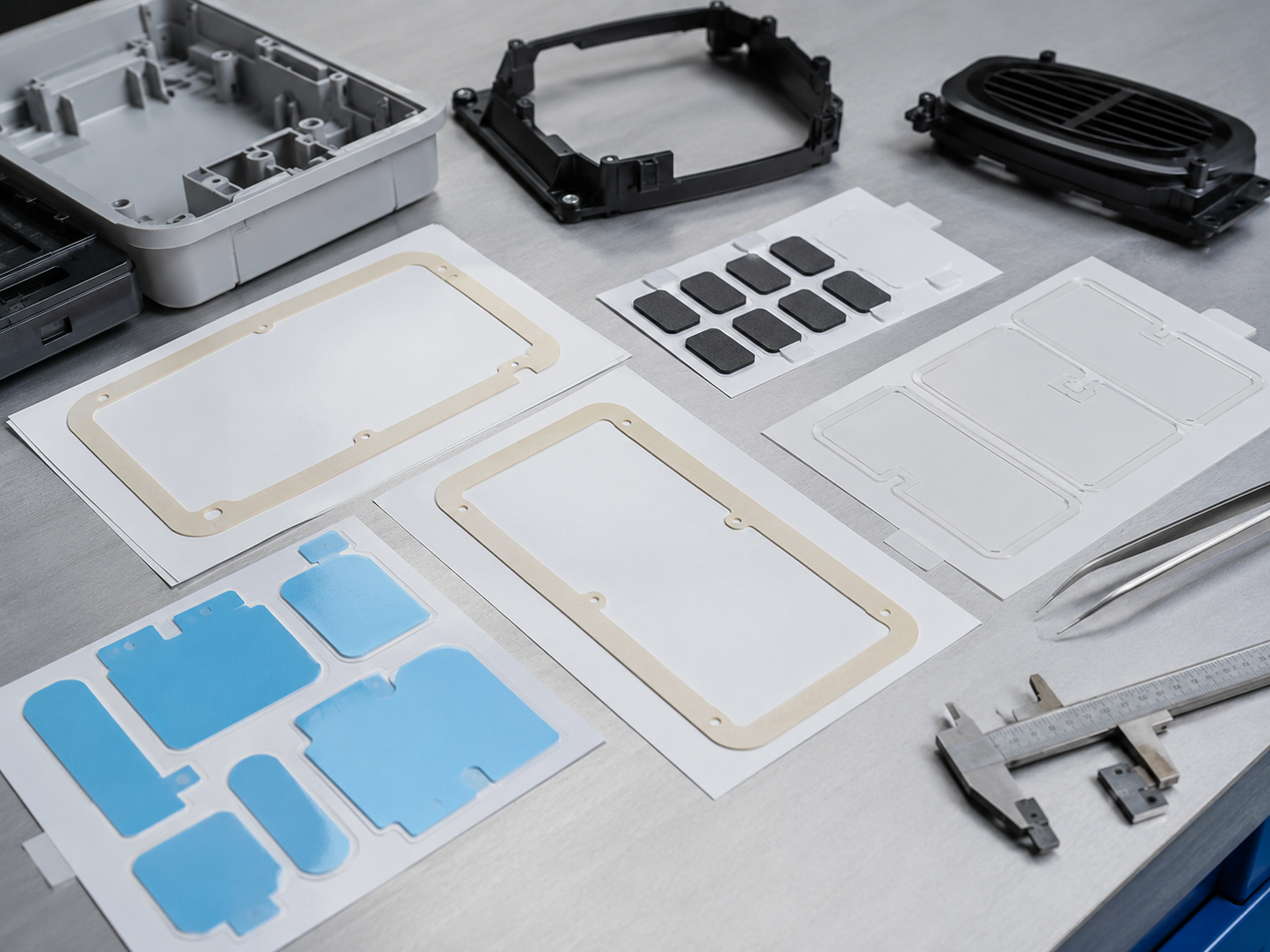
At Sanken, we manufacture custom die cut adhesive parts for automotive, electronics, appliances, energy storage, optical, and industrial applications. In many projects, reducing adhesive lifting is not about simply choosing a “stronger tape.” It is about selecting the right adhesive structure, backing material, liner design, die-cut shape, and production process.
What Does Adhesive Lifting Look Like?
Adhesive lifting happens when a tape, foam tape, adhesive-backed film, or laminated die-cut part begins to separate from the bonding surface.
It can appear in different ways:
- Edge lifting
- Corner curling
- Partial debonding
- Air bubbles
- Poor initial tack
- Delamination between layers
- Adhesive transfer
- Difficult liner removal
- Bond failure after heat, vibration, or compression
Sometimes the problem appears immediately during assembly. Other times, the part looks fine at first but starts lifting after several hours, days, or environmental testing.
That delay is what makes adhesive lifting difficult to diagnose.
The part looked fine yesterday, but today it has a different opinion.
Why Surface Match Matters More Than “Stronger Tape”
The bonding surface is one of the most important factors in adhesive performance.
Different surfaces do not bond the same way.
A tape that works well on metal may not perform the same way on plastic. A tape that bonds well to smooth glass may not work on textured rubber. A surface with oil, dust, release agent, coating, or moisture can reduce bonding even if the adhesive itself is good.
Low surface energy plastics are especially difficult. The adhesive may not spread well across the surface, which reduces contact area and makes edge lifting more likely.
Before choosing an adhesive tape, we usually want to understand:
- Is the surface plastic, metal, glass, rubber, painted, coated, or textured?
- Is the surface smooth or rough?
- Is there oil, dust, moisture, or release agent?
- Will the part face heat, vibration, compression, or outdoor exposure?
- Does the part need immediate tack, or can the bond build strength over time?
A stronger tape is not always the right answer.
A better-matched adhesive is usually more useful.

How Material and Surface Compatibility Affect Adhesive Lifting
Adhesive lifting is often caused by a mismatch between the adhesive material and the bonding surface.
A tape that works well on metal may not perform the same way on plastic, rubber, coated surfaces, or textured parts. Some surfaces allow the adhesive to spread and contact well. Others make bonding much more difficult.
This is why surface compatibility matters.
For example, low surface energy plastics are harder to bond. A standard adhesive may not wet the surface properly, so the edge starts to lift after pressure, heat, vibration, or time.
The adhesive structure also matters.
Acrylic adhesive is often selected for better aging resistance and temperature resistance. Rubber adhesive may provide stronger initial tack in some applications. Silicone adhesive may be used for certain difficult surfaces or higher temperature conditions.
The backing material is another key factor.
A thin film tape may work well on flat surfaces, but it cannot fill gaps. Foam tape can help absorb uneven surfaces and vibration, but the foam density and compression recovery must match the application.
If the foam is too soft, it may collapse.
If it is too firm, it may create rebound stress.
If the adhesive is too thin, it may not contact a rough surface well.
If the tape is too thick, it may create assembly pressure or edge stress.
So the question is not only:
“Which tape is stronger?”
The better question is:
“Which adhesive structure matches the surface, pressure, temperature, and assembly method?”
Material and Die-Cut Design Choices That Reduce Lifting
Reducing adhesive lifting is not only about changing the tape.
Sometimes the material is wrong. Sometimes the shape creates stress. Sometimes the liner makes the part difficult to apply. In many projects, the best solution comes from adjusting both material selection and die-cut design.
| If The Problem Is... | What To Review | Possible Improvement |
|---|---|---|
| Edge lifting on plastic | Surface energy and adhesive type | Use an LSE-compatible adhesive or consider surface treatment |
| Lifting after heat exposure | Adhesive temperature resistance | Choose a heat-resistant acrylic or silicone adhesive system |
| Lifting after vibration | Foam density and shear strength | Use foam tape with better damping and compression behavior |
| Lifting on rough surfaces | Adhesive thickness and backing structure | Use a thicker adhesive or foam-backed tape |
| Corner curling | Internal stress and part shape | Add rounded corners and reduce sharp angles |
| Poor liner removal | Liner structure and kiss-cut depth | Use split liner, pull tab, or better kiss-cut control |
| Bubbles after application | Surface cleanliness and application method | Improve surface cleaning and use an easier application format |
| Part stretches before bonding | Backing stability and handling method | Use a more stable backing or change the liner design |
| Delamination between layers | Lamination strength | Improve lamination process and material compatibility |
| Deformation before assembly | Packaging method | Use packaging that keeps parts flat and protected |
This is why we do not look at adhesive lifting as a tape problem only.
A stronger tape may help in some cases, but it may not solve every issue. If the surface is difficult to bond, the shape creates stress, or the liner makes application unstable, the part may still lift.
Good adhesive die-cut design should make the part easier to peel, easier to position, and more stable after bonding.
A good adhesive part should not fight the person applying it.
A Simple Troubleshooting Flow Before Changing Materials
Before changing the adhesive material, it is better to check the problem quickly and clearly.
Start with these key questions:
Where does it lift?
Edge lifting may point to poor surface contact. Corner curling may come from shape stress or liner removal problems.When does it lift?
Immediate lifting is often related to pressure, surface contact, or contamination. Delayed lifting may be caused by heat, vibration, aging, or compression stress.What surface is it bonded to?
Plastic, metal, glass, rubber, painted, coated, and textured surfaces all need different adhesive behavior.Was enough pressure applied?
Pressure-sensitive adhesives need firm contact. Without enough pressure, the adhesive may not fully wet the surface.Is the liner easy to remove?
A difficult liner can stretch, bend, or deform the part before application.Is the die-cut shape creating stress?
Sharp corners, narrow frames, thin strips, or oversized parts can increase lifting risk.
In some cases, the material needs to change. This may include using a different adhesive type, backing material, foam density, tape thickness, or laminated structure.
In other cases, the material is acceptable, but the die-cut design should be improved. Rounded corners, split liners, pull tabs, kiss-cut formats, better packaging, or adjusted cutting depth may reduce lifting.
The answer is not always a stronger tape.
Sometimes it is a better surface match, better pressure, or a smarter part design.
Where Adhesive Lifting Commonly Appears
Adhesive lifting can appear in many industries.
In automotive applications, it may happen on interior trim, foam gaskets, display bonding parts, speaker foam, anti-rattle pads, or battery-related insulation materials.
In electronics, it may appear around protective films, insulation sheets, module bonding parts, display tapes, and cushioning pads.
In appliance products, adhesive lifting may happen around sealing pads, nameplate tapes, insulation films, rubber pads, and foam components.
In semiconductor, new energy, and energy storage applications, adhesive-backed films, protective layers, insulation parts, and laminated die-cut structures may need stable bonding under heat, pressure, and assembly stress.
That is why we look at adhesive lifting as a full application issue.
Surface. Material. Shape. Pressure. Temperature. Packaging. Assembly.
All of them matter.
How Sanken Helps With Adhesive Die-Cut Parts
At Sanken, we help customers convert adhesive tapes, foam tapes, films, protective materials, and laminated structures into custom die-cut parts.
For adhesive lifting problems, we can review the part from several angles:
- Surface and application environment
- Adhesive tape selection
- Foam or film backing
- Lamination structure
- Die-cut shape
- Liner design
- Kiss-cut format
- Edge quality
- Packaging method
- Sample and mass production feasibility
For OEM projects, we can follow drawings, samples, tolerance requirements, and confirmed material specifications. For ODM projects, we can also help review the bonding problem and suggest possible adhesive structures before sampling.
Our role is not only to cut adhesive material into shape.
It is to help make the part easier to apply, more stable in production, and less likely to lift during use.

Related Articles
You may also find these articles helpful:
- Custom Die Cut Parts Manufacturer | Foam, Tape, Film & Rubber
- Precision Die Cutting Services
- How Custom Die-Cut Materials Support Semiconductor, New Energy and Energy Storage Applications
- 6 Advantages of Precision Die Cutting for Automotive Components
- Where Are Die Cut Parts Used in Automotive Manufacturing?
Conclusion
Adhesive lifting is usually not caused by one simple mistake. It can come from surface mismatch, wrong adhesive selection, poor pressure, heat, vibration, die-cut stress, liner design, or packaging deformation.
At Sanken, we help customers improve adhesive-backed parts through material selection, die-cut design, lamination, liner structure, and production control.
If your adhesive part is lifting, curling, bubbling, or failing after testing, send us your sample, drawing, material requirement, or application problem.